1.本发明属于注塑辅助脱模领域,尤其涉及一种注塑辅助脱模系统。
背景技术:
2.目前,在使用注塑机生产圆形或方形塑料件时,像盆和盒子等产品时,该类产品的底部或者侧面在生产过程中容易与支撑座粘连,而一般的自动推出装置,其受力部位主要在四角,而底部并未受力,推出成功率不高,需要人工取下,不仅浪费时间,还需要增加部分的人工成本,而且在推出过程会与支撑座摩擦,容易刮花产品,产品的成品率不高。
技术实现要素:
3.本发明的目的是针对现有的技术存在上述问题,提出了一种注塑辅助脱模系统,本注塑辅助脱模系统能在注塑机脱模过程中提高产品的推出率。
4.本发明的目的可通过下列技术方案来实现:一种注塑辅助脱模系统,包括底座,所述底座右侧壁上设有前后对称的两根伸缩杆,每根所述伸缩杆右端固定设有支撑座,所述支撑座上固定设有四个滑槽,所述滑槽上设有推出装置,推出装置用于将塑形完成的产品推出,所述支撑座右端设有注塑台,所述支撑座和所述注塑台组成塑形装置,塑形装置用于将注入的原料固定成形,所述注塑台右端中部固定设有注料管,所述注料管为注塑装置,注塑装置用于将原料搅拌推入。
5.优选的,推出装置包括滑动设置在每个所述滑槽内的第一推杆,每个所述第一推杆右端固定设有推盘,每个所述第一推杆左端固定设有第二推杆,每个所述第二推杆与支撑座间连接有第一弹簧,所述第二推杆左端固定设有移动座,所述移动座右侧壁和所述支撑座左侧壁上分别对称设有四个导向套,所述移动座和所述支撑座在每对所述导向套之间连接有第二弹簧,所述移动座右端面中部固定设有限位台。
6.优选的,塑形装置包括所述支撑座和所述注塑台之间形成的塑形腔,所述注塑台中部设有注料腔,所述注料腔和注料管连接,所述注塑台内壁固定设有若干个冷却孔。
7.优选的,注塑装置包括设置在注料管右端图外的的进料口,所述注料管内的进料腔,所述进料腔内固定设有螺旋杆,所述注料管左端固定设有喷头。
8.优选的,所述支撑座内固定设有辅助腔,所述辅助腔后侧壁上固定设有油箱,所述油箱前侧壁上固定设有第一泵机,所述第一泵机输出端与转接管连接,所述油箱右端固定设有第二泵机,所述第二泵机输出端与第一气管连接,所述第一泵机与所述第一气管通过所述转接管连通,所述辅助腔前后侧壁各矩形分布固定设有四个锁紧腔,所述辅助腔上下侧壁各线性分布两个所述锁紧腔,所述锁紧腔内固定设有第一单向阀,所述第一气管与每个所述锁紧腔连接,所述第二泵机中的冷却气体和所述油箱中的润滑剂经过所述第一气管进入锁紧腔,每个锁紧腔与塑形腔间固定设有导管,所述第一单向阀用于防止物料通过所述导管从所述塑形腔进入所述锁紧腔。
9.优选的,所述辅助腔前侧壁上固定设有第三泵机,所述第三泵机上设有波纹管,所
述辅助腔右侧壁上设有第二气管,第三泵机与所述第二气管通过所述波纹管连接,所述支撑座右侧壁矩形分布固定设有四个锁紧腔,每个所述锁紧腔内固定设有第二单向阀,所述第二单向阀与所述塑形腔间固定设有导管所述第二单向阀用于防止物料通过所述导管从所述塑形腔进入所述锁紧腔。
10.当注塑机开始工作时,伸缩杆开始伸长,伸缩杆右端连接有支撑座,带动支撑座移动,直至支撑座和注塑台相契合,此时,伸缩杆到达最大位置,支撑座和冷却孔组成一封闭区域塑形腔。
11.注料工作开始进行,电机带动螺旋杆旋转,使物料沿着旋转的方向在螺旋杆内作平移运动,通过喷头注入注料腔,并进入塑形腔,随着不断的进料,塑形腔开始填充直到满溢,进料停止,开始冷却,此时水阀打开,水通过注塑台上的冷却孔流经塑形腔周边,使之冷却,一段时间后,物料冷却成型,水阀关闭,支撑座拔出,伸缩杆开始收缩,带动支撑座向左移动,此时第二泵机开始工作,第二泵机通过做功将气体打入注料管,同时第一泵机也开始运行,将油箱中储存的润滑液通过第一气管汇入注料管,注料管中同时充满了润滑液和冷却气体体,流经位于支撑座前后和上下的锁紧腔,由于第一泵机不断的打气,第一单向阀打开,第一气管和塑形腔连通,第三泵机也同时运行,波纹管将气体导入第二气管,流经位于支撑座右端的锁紧腔,同理第二单向阀打开,第二气管和塑形腔连通。
12.由于第二泵机和波纹管的不断打气,将原本粘连在支撑座外壁的成品推开,而另一边,支撑座向左移动,移动座与支撑座通过第二推杆连接,而移动座上的导向套和支撑座上的导向套间均安装有第二弹簧,所以移动座也随着支撑座的移动而左移,当移动座开始碰到底座,移动座保持不动,第二弹簧开始收缩,支撑座继续左移,将第一推杆右端的第二推杆顶出,第二推杆上的推盘将成品顶出支撑座,生产完成。
13.与现有技术相比,本注塑辅助脱模系统具有以下优点:
14.1.脱模过程中,支撑座外壁喷出气体冷却气体,支撑座外壁开设有冷却孔,可辅助产品冷却,加快产品成型。
15.2.推出过程中,支撑座外壁会碰触润滑液,避免产品在推出过程中与支撑座外壁摩擦导致产品磨损。
16.3.支撑座外壁喷出的冷却气体可将产品与支撑座外壁分离,避免在推出过程中,产品与外壁粘连,推出时损坏产品。
附图说明
17.图1是注塑辅助脱模系统的结构示意图。
18.图2是图1的正视局部剖视图。
19.图3是图2中c
‑
c方向局部剖视图。
20.图4是图3中e
‑
e方向剖视图。
21.图5是图2中d
‑
d方向剖视图。
22.图6是图2中a处结构放大图。
23.图7是图4中b处结构放大图。
24.图中,10、底座;11、伸缩杆;12、移动座;13、第二弹簧;14、第二推杆;15、支撑座;16、冷却孔;17、注塑台;18、注料管;19、导向套;20、塑形腔;21、注料腔;22、喷头;23、波纹
管;24、螺旋杆;25、第一泵机;26、第二泵机;27、油箱;28、转接管;29、第三泵机;30、滑槽;31、第一弹簧;32、第一推杆;33、推盘;34、锁紧腔;35、第一单向阀;36、导管;37、第一气管;38、第二单向阀;39、限位台;40、进料腔;41、辅助腔;42、第二气管。
具体实施方式
25.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
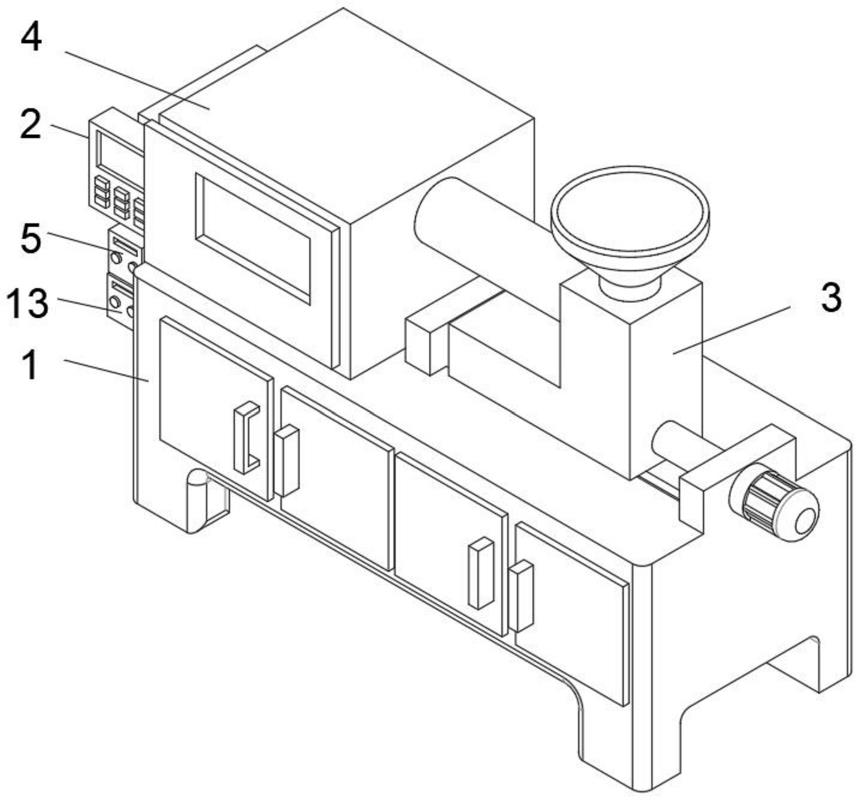
26.如图1、图2和图3所示,一种注塑辅助脱模系统,包括底座10,所述底座10右侧壁上设有前后对称的两根伸缩杆11,每根所述伸缩杆11右端固定设有支撑座15,所述支撑座15上固定设有四个滑槽30,所述滑槽30上设有推出装置,推出装置用于将塑形完成的产品推出,所述支撑座15右端设有注塑台17,所述支撑座15和所述注塑台17组成塑形装置,塑形装置用于将注入的原料固定成形,所述注塑台17右端中部固定设有注料管18,所述注料管18为注塑装置,注塑装置用于将原料搅拌推入。
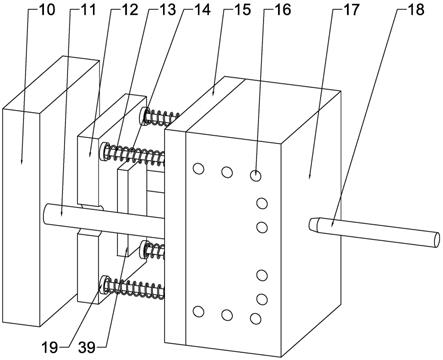
27.如图4和图6所示,推出装置包括滑动设置在每个所述滑槽30内的第一推杆32,每个所述第一推杆32右端固定设有推盘33,每个所述第一推杆32左端固定设有第二推杆14,每个所述第二推杆14与支撑座15间连接有第一弹簧31,所述第二推杆14左端固定设有移动座12,所述移动座12右侧壁和所述支撑座15左侧壁上分别对称设有四个导向套19,所述移动座12和所述支撑座15在每对所述导向套19之间连接有第二弹簧13,所述移动座12右端面中部固定设有限位台39。
28.如图4和图5所示,塑形装置包括所述支撑座15和所述注塑台17之间形成的塑形腔20,所述注塑台17中部设有注料腔21,所述注料腔21和注料管18连接,所述注塑台17内壁固定设有若干个冷却孔16。
29.如图1所示,注塑装置包括设置在注料管18右端图外的的进料口,所述注料管18内的进料腔40,所述进料腔40内固定设有螺旋杆24,所述注料管18左端固定设有喷头22。
30.如图3、图4和图7所示,所述支撑座15内固定设有辅助腔41,所述辅助腔41后侧壁上固定设有油箱27,所述油箱27前侧壁上固定设有第一泵机25,所述第一泵机25输出端与转接管28连接,所述油箱27右端固定设有第二泵机26,所述第二泵机26输出端与第一气管37连接,所述第一泵机25与所述第一气管37通过所述转接管28连通,所述辅助腔41前后侧壁各矩形分布固定设有四个锁紧腔34,所述辅助腔41上下侧壁各线性分布两个所述锁紧腔34,所述锁紧腔34内固定设有第一单向阀35,所述第一气管与每个所述锁紧腔34连接,所述第二泵机26中的冷却气体和所述油箱27中的润滑剂经过所述第一气管37进入锁紧腔34,每个锁紧腔34与塑形腔20间固定设有导管36,所述第一单向阀35用于防止物料通过所述导管36从所述塑形腔20进入所述锁紧腔34。
31.如图5和图7所示,所述辅助腔41前侧壁上固定设有第三泵机29,所述第三泵机29上设有波纹管28,所述辅助腔41右侧壁上设有第二气管42,第三泵机29与所述第二气管42通过所述波纹管28连接,所述支撑座15右侧壁矩形分布固定设有四个锁紧腔34,每个所述锁紧腔34内固定设有第二单向阀38,所述第二单向阀38与所述塑形腔20间固定设有导管36所述第二单向阀35用于防止物料通过所述导管36从所述塑形腔20进入所述锁紧腔34。
32.当注塑机开始工作时,伸缩杆11开始伸长,伸缩杆11右端连接有支撑座15,带动支
撑座15移动,直至支撑座15和注塑台17相契合,此时,伸缩杆11到达最大位置,支撑座15和冷却孔16组成一封闭区域塑形腔20。
33.注料工作开始进行,电机带动螺旋杆24旋转,使物料沿着旋转的方向在螺旋杆24内作平移运动,通过喷头22注入注料腔21,并进入塑形腔20,随着不断的进料,塑形腔20开始填充直到满溢,进料停止,开始冷却,此时水阀打开,水通过注塑台17上的冷却孔16流经塑形腔20周边,使之冷却,一段时间后,物料冷却成型,水阀关闭,支撑座15拔出,伸缩杆11开始收缩,带动支撑座15向左移动,此时第二泵机26开始工作,第二泵机26通过做功将气体打入注料管18,同时第一泵机25也开始运行,将油箱27中储存的润滑液通过第一气管37汇入注料管18,注料管18中同时充满了润滑液和冷却气体体,流经位于支撑座15前后和上下的锁紧腔34,由于第一泵机26不断的打气,第一单向阀35打开,第一气管37和塑形腔20连通,第三泵机29也同时运行,波纹管23将气体导入第二气管42,流经位于支撑座15右端的锁紧腔34,同理第二单向阀38打开,第二气管42和塑形腔20连通。
34.由于第二泵机26和波纹管29的不断打气,将原本粘连在支撑座15外壁的成品推开,而另一边,支撑座15向左移动,移动座12与支撑座15通过第二推杆14连接,而移动座12上的导向套19和支撑座15上的导向套19间均安装有第二弹簧13,所以移动座12也随着支撑座15的移动而左移,当移动座12开始碰到底座10,移动座12保持不动,第二弹簧13开始收缩,支撑座15继续左移,将第一推杆14右端的第二推杆32顶出,第二推杆32上的推盘33将成品顶出支撑座15,生产完成。
35.以上所述仅为本发明的实施例,并非因此限制本发明的专利保护范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。