:
1.本发明属于机械加工技术领域,特指一种发动机箱体加工设备。
背景技术:
2.为了装配的需要,泵发动机箱体的端面和侧面均设有孔,特别是端面,设有不同精度要求的孔,有些孔需要钻,有些孔需要镗,而有些孔需要铰。现有通常分多个工序,分别在钻床、镗床、铰床中加工完成,需要分别装夹,费时费力,生产效率低。
技术实现要素:
3.本发明的目的是提供一种发动机箱体加工设备,其仅需一次装夹,省时省力,有效提高发动机箱体的生产效率。
4.本发明是这样实现的:
5.一种发动机箱体加工设备,包括机架、横向滑设在机架上的工作台,所述工作台上设有装夹发动机箱体的夹具组件,所述发动机箱体上方设有由动力头控制旋转和竖向移动的钻头一,所述发动机箱体一侧设有加工发动机箱体端面孔的刀具组件,所述刀具组件包括钻孔组件、镗孔组件和铰孔组件。
6.在上述的一种发动机箱体加工设备中,所述发动机箱体一侧设有纵向滑台,所述纵向滑台上滑设有刀具安装板,所述刀具安装板上设有电机、过渡轴和所述刀具组件,所述电机的转轴上设有主动同步带轮,所述过渡轴一端设有张紧同步带轮一、另一端设有张紧同步带轮二,所述镗孔组件包括镗刀主轴,所述镗刀主轴一端设有张紧同步带轮三和从动同步带轮一、另一端设有镗刀,所述钻孔组件包括钻头主轴,钻头主轴一端设有从动同步带轮二、另一端设有钻头二,所述铰孔组件包括铰刀主轴,铰刀主轴一端设有从动同步带轮三、另一端设有铰刀,所述主动同步带轮与张紧同步带轮一通过同步带啮合传动,张紧同步带轮二与张紧同步带轮三通过同步带啮合传动,从动同步带轮一与从动同步带轮二、从动同步带轮三通过同步带啮合传动。
7.在上述的一种发动机箱体加工设备中,所述机架上设有横向滑台,横向滑台上通过伺服电机和滚珠丝杆滑设所述工作台,所述纵向滑台上设有让位槽,横向滑台伸入让位槽内。
8.在上述的一种发动机箱体加工设备中,所述刀具安装板上设有刀具安装座,所述镗刀主轴、钻头主轴和铰刀主轴均转动连接在刀具安装座上,所述刀具安装座上设有张紧安装板,张紧安装板上设有张紧安装座,所述过渡轴转动连接在张紧安装座上,所述张紧安装座上设有阶梯孔,张紧安装板上沿纵向设有腰形孔,螺栓穿过阶梯孔、腰线孔与螺母螺连。
9.在上述的一种发动机箱体加工设备中,所述刀具安装座上设有调节座,调节座上设有张紧轮,所述张紧轮张紧或松开与从动同步带轮一、从动同步带轮二、从动同步带轮三啮合传动的同步带,所述调节座一端通过螺钉固定在刀具安装座上、另一端设有弧形孔,螺
钉穿过弧形孔与刀具安装座螺连。
10.在上述的一种发动机箱体加工设备中,所述刀具安装座向发动机箱体一侧凸出有分别套设在镗刀主轴、钻头主轴和铰刀主轴上的套筒,位于套筒外侧的镗刀主轴上套设有防震套,防震套一端套设在钻头主轴上、另一端套设在铰刀主轴。
11.在上述的一种发动机箱体加工设备中,所述夹具组件包括固定在工作台上的竖向装夹板,所述竖向装夹板上设有装夹发动机箱体的转角气缸和杠杆气缸,连通转角气缸和杠杆气缸的气管上设有储气瓶。
12.在上述的一种发动机箱体加工设备中,所述竖向转夹板靠近发动机箱体一侧设有定位板,所述定位板上设有定位发动机箱体的定位销和放置发动机箱体的水平放置板。
13.在上述的一种发动机箱体加工设备中,所述定位板与发动机箱体之间设有两个以上固定在定位板上的安装柱。
14.在上述的一种发动机箱体加工设备中,还包括雾化器,所述竖向装夹板和定位板上均设有供雾化器的喷雾管通过的通孔。
15.在上述的一种发动机箱体加工设备中,所述工作台上设有立柱,所述立柱上设有所述动力头,所述钻头一上套设有导向套。
16.在上述的一种发动机箱体加工设备中,所述导向套固定在立柱或定位板上。
17.本发明相比现有技术突出的优点是:
18.1、本发明的发动机箱体上方设有由动力头控制旋转和竖向移动的钻头一,所述发动机箱体一侧设有加工发动机箱体端面孔的刀具组件,所述刀具组件包括钻孔组件、镗孔组件和铰孔组件,钻头一加工发动机箱体侧面的孔,刀具组件加工发动机箱体端面的孔,仅需一次装夹即可完成发动机箱体端面孔和侧面孔的加工,省时省力,有效提高发动机箱体的生产效率;
19.2、本发明的电机通过同步带与刀具组件传动连接,噪音低,污染少,环保;刀具组件分为镗孔组件、钻孔组件和铰孔组件,各个组件相互独立,模块化设计,方便维修;
20.3、本发明连通转角气缸和杠杆气缸的气管上设有储气瓶,储气瓶对连通转角气缸和杠杆气缸的气管进行气压补偿减少其他设备的影响,同时当气路出现问题时,储气瓶补偿输入气体使转角气缸和杠杆气缸仍能夹紧发动机箱体,避免发动机箱体掉落,提高了安全性;
21.4、本发明还包括雾化器,所述竖向装夹板和定位板上均设有供雾化器的喷雾管通过的通孔,通过雾化冷却,相比现有的冷却液、润滑油冷却,有效避免漏液、漏油现象的发生。
附图说明:
22.图1是本发明的发动机箱体的立体图;
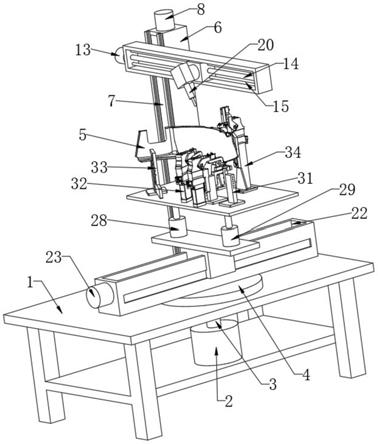
23.图2是本发明的立体图;
24.图3是本发明的刀具组件的立体图;
25.图4是本发明的夹具组件的立体图。
26.附图标记:1、机架;2、工作台;3、发动机箱体;4、动力头;5、纵向滑台;6、刀具安装板;7、电机;8、过渡轴;9、主动同步带轮;10、张紧同步带轮一;11、张紧同步带轮二;12、镗刀
主轴;13、张紧同步带轮三;14、从动同步带轮一;15、镗刀;16、钻头主轴;17、从动同步带轮二;18、钻头二;19、铰刀主轴;20、从动同步带轮三;21、铰刀;22、横向滑台;23、刀具安装座;24、张紧安装板;25、张紧安装座;26、调节座;27、张紧轮;28、套筒;29、防震套;30、竖向装夹板;31、转角气缸;32、杠杆气缸;33、定位板;34、定位销;35、水平放置板;36、安装柱;37、立柱;38、导向套。
具体实施方式:
27.下面以具体实施例对本发明作进一步描述,参见图1—4:
28.一种发动机箱体加工设备,包括机架1、横向滑设在机架1上的工作台2,所述工作台2上设有装夹发动机箱体3的夹具组件,所述发动机箱体3上方设有由动力头4控制旋转和竖向移动的钻头一,所述发动机箱体3一侧设有加工发动机箱体3端面孔的刀具组件,所述刀具组件包括钻孔组件、镗孔组件和铰孔组件。
29.本发明的工作原理:如图1、2所示,将发动机箱体3通过夹具组件装夹在工作台2上,钻头一加工发动机箱体3侧面的孔,刀具组件加工发动机箱体3端面的孔,仅需一次装夹即可完成发动机箱体3端面孔和侧面孔的加工,省时省力,有效提高发动机箱体的生产效率。工作台2横向滑设在机架1以调整刀具组件与发动机箱体3端面的距离,即调整刀具组件的进给量;钻头一的进给量通过动力头4控制。
30.刀具组件的结构:如图2、3所示,所述发动机箱体3一侧设有纵向滑台5,所述纵向滑台5上滑设有刀具安装板6,所述刀具安装板6上设有电机7、过渡轴8和所述刀具组件,所述电机7的转轴上设有主动同步带轮9,所述过渡轴8一端设有张紧同步带轮一10、另一端设有张紧同步带轮二11,所述镗孔组件包括镗刀主轴12,所述镗刀主轴12一端设有张紧同步带轮三13和从动同步带轮一14、另一端设有镗刀15,所述钻孔组件包括钻头主轴16,钻头主轴16一端设有从动同步带轮二17、另一端设有钻头二18,所述铰孔组件包括铰刀主轴19,铰刀主轴19一端设有从动同步带轮三20、另一端设有铰刀21,所述主动同步带轮9与张紧同步带轮一10通过同步带啮合传动,张紧同步带轮二11与张紧同步带轮三13通过同步带啮合传动,从动同步带轮一14与从动同步带轮二17、从动同步带轮三20通过同步带啮合传动。相比传统通过齿轮箱传动连接的,本发明的电机7通过同步带与刀具组件传动连接,噪音低,污染少,环保。本发明的刀具组件分为镗孔组件、钻孔组件和铰孔组件,各个组件相互独立,模块化设计,方便维修。本发明设有过渡轴8、张紧同步带轮一10、张紧同步带轮二11可有效张紧同步带。本发明通过调节刀具安装板6在纵向滑台5上的纵向位置,即可调整刀具组件相对发动机箱体3的纵向位置。
31.工作台2横向滑设方式:所述机架1上设有横向滑台22,横向滑台22上通过伺服电机和滚珠丝杆滑设所述工作台2,所述纵向滑台5上设有让位槽,横向滑台22伸入让位槽内,有效节省本发明横向空间。
32.更进一步的,所述刀具安装板6上设有刀具安装座23,所述镗刀主轴12、钻头主轴16和铰刀主轴19均转动连接在刀具安装座23上,所述刀具安装座23上设有张紧安装板24,张紧安装板24上设有张紧安装座25,所述过渡轴8转动连接在张紧安装座25上,所述张紧安装座25上设有阶梯孔,张紧安装板24上沿纵向设有腰形孔,螺栓穿过阶梯孔、腰线孔与螺母螺连。将镗刀主轴12、钻头主轴16或铰刀主轴19从刀具安装座23上取出,即可维修镗孔组
件、钻孔组件或铰孔组件,便于维修。调节张紧安装座25相对张紧安装板24的纵向位置,即可调节过渡轴8、张紧同步带轮一10和张紧同步带轮二11的纵向位置,可有效张紧或松开与主动同步带轮9、张紧同步带轮一10啮合传动的同步带。
33.为了调节与从动同步带轮一14、从动同步带轮二17、从动同步带轮三20啮合传动的同步带松紧,所述刀具安装座23上设有调节座26,调节座26上设有张紧轮27,所述张紧轮27张紧或松开与从动同步带轮一14、从动同步带轮二17、从动同步带轮三20啮合传动的同步带,所述调节座26一端通过螺钉固定在刀具安装座23上、另一端设有弧形孔,螺钉穿过弧形孔与刀具安装座23螺连。通过调节调节座26的位置调节张紧轮27的位置,进而调节同步带的松紧。
34.更进一步的,所述刀具安装座23向发动机箱体3一侧凸出有分别套设在镗刀主轴12、钻头主轴16和铰刀主轴19上的套筒28,有效保证镗刀主轴12、钻头主轴16和铰刀主轴19的刚性、旋转精度,减少工作时旋转晃动,提高加工精度;位于套筒28外侧的镗刀主轴12上套设有防震套29,防震套29一端套设在钻头主轴16上、另一端套设在铰刀主轴19,有效减少镗刀主轴12、钻头主轴16和铰刀主轴19工作时旋转晃动,提高加工精度。在本实施例中,镗孔组件和铰孔组件均设有一个,铰孔组件设置有三个,其中一个铰孔组件的铰刀主轴19上套设所述套筒28和防震套29。
35.夹具组件的结构:如图4所示,所述夹具组件包括固定在工作台2上的竖向装夹板30,所述竖向装夹板30上设有装夹发动机箱体3的转角气缸31和杠杆气缸32,连通转角气缸31和杠杆气缸32的气管上设有储气瓶。储气瓶对连通转角气缸31和杠杆气缸32的气管进行气压补偿减少其他设备的影响,同时当气路出现问题时,储气瓶补偿输入气体使转角气缸31和杠杆气缸32仍能夹紧发动机箱体3,避免发动机箱体3掉落,提高了安全性。本发明通过转角气缸31和杠杆气缸32装夹发动机箱体3,装夹效果好。
36.为了对发动机箱体3进行精确定位和防呆,所述竖向转夹板30靠近发动机箱体3一侧设有定位板33,所述定位板33上设有定位发动机箱体3的定位销34和放置发动机箱体3的水平放置板35。在本实施例中,所述定位销34设置有两个。
37.更进一步的,所述定位板33与发动机箱体3之间设有两个以上固定在定位板33上的安装柱36。发动机箱体3的端面与安装柱36相抵触,相比发动机箱体3的端面与定位板33直接抵触,有效减少接触面积,提高了装夹精度,同时可降低定位板33端面的加工精度,节省加工成本。
38.为了在加工过程中冷却刀具组件,还包括雾化器,所述竖向装夹板30和定位板33上均设有供雾化器的喷雾管通过的通孔。本发明通过雾化冷却,相比现有的冷却液、润滑油冷却,有效避免漏液、漏油现象的发生。
39.动力头4的安装结构:所述工作台2上设有立柱37,所述立柱37上设有所述动力头4,所述钻头一上套设有导向套38,导向套38有效减少钻头一加工时晃动,提高加工精度。
40.更进一步的,所述导向套38固定在立柱37或定位板33上。在本实施例中,所述导向套38固定在定位板33上。
41.上述实施例仅为本发明的较佳实施例之一,并非以此限制本发明的实施范围,故:凡依本发明的形状、结构、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。