一种x型腰圆柱结构制作方法
技术领域
1.本发明涉及复杂柱结构制造技术领域,具体是一种x型腰圆柱结构制作方法。
背景技术:
2.近年来,随着我国建筑行业的不断发展,对高层建筑的造型、外观提出了更高的要求。
3.本工程采用“钢筋混凝土核心筒 钢框架”结构体系,钢框架作为外露构件是工程造型成功的重要部分,其中腰圆柱作为重要的转换节点,是造型成功的最重要的环节,因此对腰圆钢柱节点的制作精度要求高,难度相当大。通过对课题的研究,可以提高各制作单位对此类型的钢结构重点难点的认识,以便做出有针对性的调整和充分的准备,为后续单位制作类似构件时提供一种思路。
4.在已经公开的文件cn201810448798
‑
一种异型复杂王字转箱型柱制作方法中,虽然也是对柱结构的安装,但是在安装的过程中不够简便,在对牛腿、异形板进行焊接等的时候,需要浪费大量的人力物力对其进行安装,效率低下。
技术实现要素:
5.为了解决上述问题,本发明公开了一种x型腰圆柱结构制作方法,有效提高柱结构的安装效率。
6.本发明的技术方案为:一种x型腰圆柱结构制作方法,包括下列步骤:步骤1)先用数控切割机进行本体和零件的下料;切割坡口时,要按照图纸的要求,并注意相贯圆管牛腿展开图间断切割,以减小变形,并矫正;步骤2)通过腰圆柱的cad模型,将扭曲腰圆柱放样,测算出异形bh4的折角,以其中一块异形bh翼板为基准定位好异形bh的空间尺寸,并以此为基准建立配套的水平胎架,在水平胎架上通过定位支撑装配并焊接完成,同时将柱内横隔板一并装入异形bh内,完成隔板的装配后,再装配两侧的半圆,形成腰圆柱本体;步骤3)将上端相贯圆管牛腿和下端相贯圆管牛腿两端的相贯圆管牛腿进行中径展开,将展开图处理合并,共同卷制,卷制完成后再进行断开,并通过cad定位出圆管四分之一线的位置,以四分之一线作为圆管的装配基准利用水准仪以及吊垂线的方式将分别将相贯圆管牛腿装配至上端端板和下端端板;步骤4)用cad定位出腰圆柱本体的外轮廓三维坐标,利用定位支撑将腰圆柱本体放置在水平胎架上,通过全站仪调整腰圆柱本体的位置,确保腰圆柱本体定位准确,腰圆柱本体定位完成后,将分别带有上端端板和下端端板两端的上端相贯圆管牛腿和下端相贯圆管牛腿分别通过定位支撑装配至腰圆柱本体上下两端;步骤5)通过cad软件导出周围bh牛腿上下端口的三维坐标,通过划线吊垂线的方式,利用定位支撑,将周围bh牛腿装配至腰圆柱本体上。
7.一种x型腰圆柱结构制作方法, 步骤2)中将扭曲腰圆柱放样,测算出异形bh的折
角,异形bh包括异形bh翼板和垂直于中部的异形bh腹板,以其中一块异形bh翼板为基准定位好异形bh的空间尺寸,并以此为基准建立配套的水平胎架。
8.一种x型腰圆柱结构制作方法,步骤2)中通过cad测出扭曲腰圆柱外轮廓的三维坐标,将定位支撑按测得的数据置于水平胎架上,并以此坐标建立对应的水平胎架,通过坐标装配出腰圆柱本体,将异形bh和腰圆柱本体按照模型上的位置置于水平胎架上,若安装时异形bh和腰圆柱本体与支撑存在误差及时进行调整。
9.一种x型腰圆柱结构制作方法,步骤3)中上端相贯圆管牛腿和下端相贯圆管牛腿通过犀牛软件进行中径展开,将展开图合理的排版后置于一块钢板上,钢板上划出间断切割线,完成后置于卷圆机上进行合并卷制,卷制完成后再进行断开。
10.一种x型腰圆柱结构制作方法,步骤4)中相贯圆管牛腿装配完之后,通过全站仪与in
‑
analy精度分析软件控制构件的空间尺寸,如有偏差及时进行分析,并修改。
11.一种x型腰圆柱结构制作方法,步骤5)中周围bh牛腿装配完之后,利用全站仪与in
‑
analy精度分析软件对周围bh牛腿空间尺寸进行焊前焊后的偏差分析,并及时纠正。
12.本发明的有益之处:1、本发明根据x型腰圆柱结构的各部件空间尺寸,通过cad进行空间尺寸控制,利用三维坐标值建立配套的水平胎架,以满足上下端相贯圆管牛腿以及周围bh牛腿的装配要求,也保证零件在构件空间位置的准确性。
13.2、本发明上下端相贯圆管牛腿通过犀牛软件的中径展开,合并卷制,既减少了材料损耗,又提高了卷制效率,同时,通过水准仪、全站仪、in
‑
analy精度分析软件以及吊垂线结合的方式进行三维精度控制工作,过程中对产生的偏差及时进行分析并纠正,以保证构件的安装定位准确、焊接精度高。
14.3、本发明也通过分布制作、整体组装等合理工艺要求,有效的保证了x型腰圆柱柱的各部分空间位置以及尺寸在焊后也能达到图纸验收要求。此外,本发明有效的降低了焊接的难度及工作,进而合理地提高了工效,具有良好的经济效益、社会效益。
附图说明
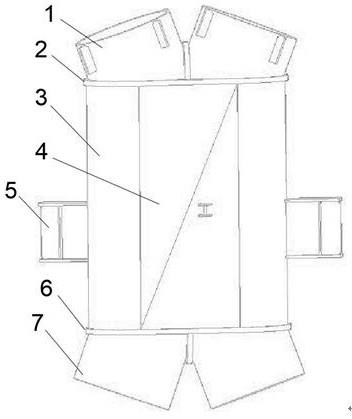
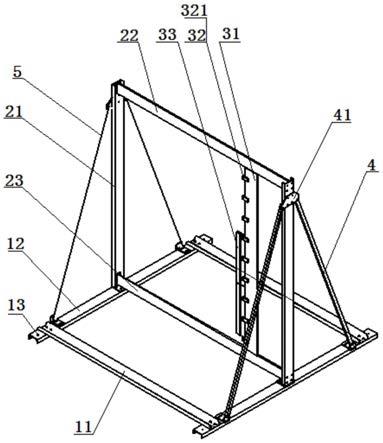
15.图1为本发明的结构示意图;图2为本发明的结构示意图;图3为本发明的结构示意图;其中:1、上端相贯圆管牛腿,2、上端端板,3、腰圆柱本体,4、异形bh,5、周围bh牛腿,6、下端端板,7、下端相贯圆管牛腿,8、水平胎架,9、定位支撑,10、异形bh翼板,11、异形bh腹板,12、柱内横隔板。
具体实施方式
16.为了加深对本发明的理解,下面结合附图详细描述本发明的具体实施方式,该实施例仅用于解释本发明,并不构成对本发明的保护范围的限定。
17.如图1
‑
3所示,一种x型腰圆柱结构制作方法, 包括下列步骤:1)先用数控切割机进行本体和零件的下料;切割坡口时,要按照图纸的要求,并注意相贯圆管牛腿展开图间断切割,以减小变形,并矫正;2)通过腰圆柱的cad模型,将扭曲腰圆柱放样,测算出异形bh4的折角,异形bh4包
括异形bh翼板11和垂直于中部的异形bh腹板10,以其中一块异形bh翼板10为基准定位好异形bh4的空间尺寸,并以此为基准建立配套的水平胎架8,通过cad测出扭曲腰圆柱外轮廓的三维坐标,将定位支撑9按测得的数据置于水平胎架8上,并以此坐标建立对应的水平胎架8,通过坐标装配出腰圆柱本体3,将异形bh4和腰圆柱本体3按照模型上的位置置于水平胎架8上,若安装时异形bh4和腰圆柱本体3与定位支撑9存在误差及时进行调整,在水平胎架8上通过定位支撑9装配并焊接完成,同时将柱内横隔板12一并装入异形bh4内,完成隔板的装配后,再装配两侧的半圆,形成腰圆柱本体,其中通过cad测出扭曲腰圆柱外轮廓的三维坐标,将定位支撑9按测得的数据置于水平胎架8上,并以此坐标建立对应的水平胎架8,通过坐标装配出腰圆柱本体3,将异形bh4和腰圆柱本体3按照模型上的位置置于水平胎架8上,若安装时异形bh4和腰圆柱本体3与定位支撑9存在误差及时进行调整,保证零件在构件空间位置的准确性。
18.3)上端相贯圆管牛腿1和下端相贯圆管牛腿7通过犀牛软件进行中径展开,将展开图合理的排版后置于一块钢板上,钢板上划出间断切割线,完成后置于卷圆机上进行合并卷制,卷制完成后再进行断开,既减少了材料损耗,又提高了卷制效率,并通过cad定位出圆管四分之一线的位置,以四分之一线作为圆管的装配基准利用水准仪以及吊垂线的方式将分别将相贯圆管牛腿装配至上端端板2和下端端板6;4)用cad定位出腰圆柱本体3的外轮廓三维坐标,利用定位支撑将腰圆柱本体3放置在水平胎架8上,通过全站仪与in
‑
analy精度分析软件控制构件的空间尺寸,如有偏差及时进行分析,并修改,确保腰圆柱本体3定位准确,腰圆柱本体3定位完成后,将分别带有上端端板2和下端端板6两端的上端相贯圆管牛腿1和下端相贯圆管牛腿7分别通过定位支撑9装配至腰圆柱本体3上下两端;5)通过cad软件导出周围bh牛腿5上下端口的三维坐标,通过划线吊垂线的方式,利用定位支撑9,将周围bh牛腿5装配至腰圆柱本体3上,中周围bh牛腿5装配完之后,利用全站仪与in
‑
analy精度分析软件对周围bh牛腿5空间尺寸进行焊前焊后的偏差分析,并及时纠正。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。