1.本发明涉及材料加工成形技术领域,尤其涉及一种通过电磁脉冲消除回弹和翘曲的板材成形装置及方法。
背景技术:
2.板型零件在成形过程中,由于材料的各向异性、压边圈与板材接触不均匀、摩擦不均匀以及板材承受局部载荷等,导致成形后零件内部的残余应力分布不均匀。当模具等施力装置卸载后,板材会发生明显回弹及翘曲。为了消除零件的回弹和翘曲,传统的方法主要有模具补偿和加热等方法。模具补偿法通过反复修改模具形状,以使零件回弹后的形状达到设计要求。
3.但是,反复修改模具会显著增加模具成本,并且难以适合于复杂结构零件。而加热法需要将成形后零件加热到一定温度然后保温一段时间,预热时间和保温时间都较长等,效率较低。另外,高温下板材表面容易出现氧化现象。当零件尺寸较大时容易受热不均匀,会造成板材发生开裂、翘曲等问题,严重影响零件质量。
技术实现要素:
4.本发明目的在于提供一种通过电磁脉冲消除回弹和翘曲的板材成形装置及方法,从而解决上述问题。
5.为实现上述目的,本发明首先公开了一种通过电磁脉冲消除回弹和翘曲的板材成形装置,包括成形模具和用于在所述板材内形成脉冲电流的脉冲电流发生电路,所述成形模具上设置有用于板材成形的成形表面,所述脉冲电流发生电路设置为能在成形后贴合所述成形表面的板材上形成脉冲电流。
6.进一步的,所述脉冲电流发生电路上设置有可通入脉冲电流的电磁成形线圈,所述电磁成形线圈靠近所述成形表面上的板材设置。
7.进一步的,通过所述成形模具成形后的所述板材与成形表面之间设置有弹性垫,或者所述成形模具设置有用于成形后的所述板材震荡的间隙。
8.进一步的,所述成形模具包括冲压凸模和冲压凹模,所述成形表面为冲压凹模上设置的可与冲压凸模配合的冲压孔壁,所述冲压凹模的上侧设置有用于板材压边的冲压压边圈,所述电磁成形线圈安装在一线圈骨架内,所述线圈骨架设置有可套设在冲压凹模外的套环,所述套环内设置有侧向驱动板材边缘的所述电磁成形线圈。
9.进一步的,所述成形模具包括冲压凸模和冲压凹模,所述成形表面为冲压凹模上设置的可与冲压凸模配合的冲压孔壁,所述冲压凹模的上侧设置有用于板材压边的冲压压边圈,所述电磁成形线圈安装在一线圈骨架内且位于在所述冲压凹模的上方。
10.进一步的,所述成形模具包括旋压凹模、旋压轮和用于将板材压紧在旋压凹模上的旋压压边圈,所述成形表面设置在所述旋压凹模上,所述电磁成形线圈跟随设置在所述旋压轮运动方向的后方且靠近所述板材设置。
11.进一步的,所述成形模具包括压形凸模和可夹持板材相对所述压形凸模上下运动的压板组件,所述成形表面为设置在压形凸模上侧的成形凸面,所述压板组件包括从上下侧压紧所述板材贴合所述成形凸面的压板。
12.进一步的,所述成形模具包括压形凸模和压形凹模,所述压形凸模的上侧设置有成形凸面,所述压形凹模内设置有成形凹面,所述电磁成形线圈设置所述成形凸面和/或成形凹面的内侧,且所述脉冲电流发生电路设置为在所述成形凸面和成形凹面均与板材贴合后对所述电磁成形线圈放电。
13.进一步的,所述成形模具包括拉形凸模和拉形凹模,所述成形表面为设置在所述拉形凹模底部的可与所述括拉形凸模配合的拉形沉孔,所述电磁成形线圈设置在所述拉形凸模内,或者所述电磁成形线圈设置在所述拉形沉孔两端的转角处。
14.然后,本发明公开了一种通过电磁脉冲消除回弹和翘曲的板材成形方法,采用上述任一所述的通过电磁脉冲消除回弹和翘曲的板材成形装置,包括如下步骤:
15.s1、控制成形模具对板材成形,所述板材贴合所述成形表面,所述板材与成形表面之间设置有弹性垫,或者设置有用于所述板材震荡的间隙;
16.s2、在成形模具成形完成后,控制脉冲电流发生电路在成形后贴合成形表面的板材上形成脉冲电流,形成所述脉冲电流的方式包括通过所述电磁成形线圈在板材产生感应脉冲电流的方式和所述板材直接通入脉冲电流的方式。
17.与现有技术相比,本发明的优点在于:
18.本发明通过在板材上形成较大的脉冲电流,板材内部位错空位加速运动,达到消除板材的回弹和翘曲的效果;进一步的,通过模具成形和电磁脉冲消除回弹和翘曲的共同作用,电磁线圈会对成形后的板材形成较大的电磁力,驱动板材向背离线圈方向变形,也会在板材内形成感应脉冲电流,二者共同作用提高了消除板材的回弹和翘曲的效果;同时,通过在板材和成形表面设置弹性垫,从而可以驱动板材产生高频振荡效应,三者共同作用进一步提高了消除板材的回弹和翘曲的效果。
19.下面将参照附图,对本发明作进一步详细的说明。
附图说明
20.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
21.图1为本发明实施例一公开的通过电磁脉冲消除回弹和翘曲的板材成形装置的成形模具成形的示意图;
22.图2为本发明实施例一公开的成形模具卸载后板材回弹或翘曲的示意图;
23.图3为本发明实施例一公开的侧推电磁成形线圈消除回弹和翘曲的示意图(板材被夹紧且设置有弹性垫);
24.图4为本发明实施例一公开的侧推电磁成形线圈消除回弹和翘曲的示意图(板材未被夹紧);
25.图5为本发明实施例一公开的侧推电磁成形线圈消除回弹和翘曲的示意图(板材被夹紧且无弹性垫);
26.图6为本发明实施例一公开的压边电磁成形线圈消除回弹和翘曲的示意图(板材
被夹紧且设置有弹性垫);
27.图7为本发明实施例一公开的压边电磁成形线圈消除回弹和翘曲的示意图(板材被夹紧且无弹性垫);
28.图8为本发明实施例一公开的压边电磁成形线圈消除回弹和翘曲的示意图(板材未被夹紧);
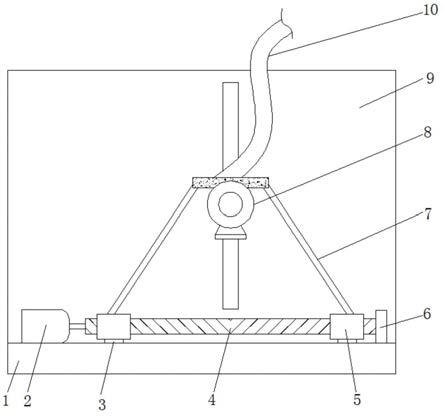
29.图9为本发明实施例二公开的成形模具旋压成形示意图;
30.图10为本发明实施例二公开的旋压成形卸载后板材回弹或翘曲示意图;
31.图11为本发明实施例二公开的旋压成形时通过电磁成形线圈消除回弹和翘曲的示意图;
32.图12为本发明实施例二公开的安装有弹性垫后旋压成形时通过电磁成形线圈消除回弹和翘曲的示意图;
33.图13为本发明实施例三公开的板材高效
‑
高精度磁脉冲成形装置的成形示意图;
34.图14为本发明实施例四公开的板材高效
‑
高精度磁脉冲成形装置的成形示意图;
35.图15为本发明实施例五公开的板材高效
‑
高精度磁脉冲成形装置的成形示意图;
36.图16为本发明实施例六公开的板材高效
‑
高精度磁脉冲成形装置的成形示意图;
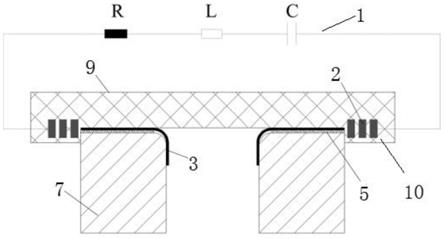
37.图17为本发明实施例七公开的板材高效
‑
高精度磁脉冲成形装置的成形示意图。
38.图例说明:
39.1、脉冲电流发生电路;2、电磁成形线圈;3、板材;4、成形表面;5、弹性垫;6、冲压凸模;7、冲压凹模;8、冲压压边圈;9、线圈骨架;10、套环;11、旋压压边圈;12、旋压凹模;13、旋压轮;14、压形凸模;15、压板组件;16、压形凹模;17、拉形凸模;18、拉形凹模;19、转角;20、电极。
具体实施方式
40.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
41.实施例一:
42.如图1
‑
8所示,本发明实施例公开了一种通过电磁脉冲消除回弹和翘曲的板材成形装置,包括成形模具和脉冲电流发生电路1,脉冲电流发生电路1上设置有电磁成形线圈2,其中,脉冲电流发生电路1包括电容c、电阻r和电感l,成形模具上设置有用于板材3成形的成形表面4,电磁成形线圈2靠近通过成形模具成形后而贴合成形表面4的板材3设置。从而,一方面,电磁成形线圈2会对成形后的板材3形成较大的电磁力,驱动板材3向背离线圈方向变形;同时,板材3上会形成较大的感应脉冲电流,板材3内部位错空位加速运动,位错密度减小,二者共同作用消除板材3的回弹和翘曲。
43.在本实施例中,成形模具包括冲压凸模6和冲压凹模7,成形表面4为冲压凹模7上设置的可与冲压凸模6配合的冲压孔壁,冲压凹模7的上侧面上设置有用于板材3压边的冲压压边圈8,从而在成形过程中固定板材3的边缘。电磁成形线圈2安装在一线圈骨架9内,用于加强电磁成形线圈2的强度,防止其受到反作用力变形损坏。线圈骨架9设置有可套设在冲压凹模7外的套环10,套环10内设置有侧向驱动板材3边缘的电磁成形线圈2,这是消除板材3的回弹和翘曲的一种方式,可选的,电磁成形线圈2安装在一线圈骨架9内且位于在冲压
凹模7的上方,同样也可以起到消除板材3的回弹和翘曲的效果。可选的,参见图4和图8,线圈骨架9和成形后的板材3之间设置一定间隙,因为板材没有被夹紧,所以电磁成形线圈2通入脉冲电流后同样会使板材3在间隙内产生高频振动,进而消除回弹和翘曲。当然,也可以被夹紧,通过感应电流消除翘曲和回弹。
44.进一步的,通过成形模具成形后的板材3与成形表面4之间设置有弹性垫5,弹性垫5可以选用耐高温的橡胶垫,从而当电磁力变大后,板材3向下运动并使弹性垫5压缩;当电磁力变小后,弹性垫5回复使板材3反向运动,从而实现板材3在小局部范围的高频震荡效应,从而与电磁力、感应脉冲电流协同作用,控制板材3的回弹和翘曲的效果更显著。
45.然后,本发明实施例公开了一种通过电磁脉冲消除回弹和翘曲的板材成形方法,采用上述方案的通过电磁脉冲消除回弹和翘曲的板材成形装置,包括如下步骤:
46.s1、控制成形模具对板材3成形,保持板材3贴合成形表面4,板材3与成形表面4之间设置有弹性垫5,或者设置有用于板材3震荡的间隙;
47.s2、在成形模具成形完成后,控制脉冲电流发生电路1在成形后贴合成形表面4的板材3上形成脉冲电流,形成脉冲电流的方式包括通过脉冲电流发生电路1上串联的电磁成形线圈2在板材3产生感应脉冲电流的方式和板材3和脉冲电流发生电路1串联直接通入脉冲电流的方式。可选的,成形模具内可设置弹性垫5或者用于板材3震荡的间隙。此时,电磁力、感应脉冲电流和高频震荡可以协同作用,进而达到消除板材3的回弹和翘曲的效果。
48.实施例二:
49.如图9
‑
12所示,在本实施例中,成形模具包括旋压凹模12、旋压轮13和用于将板材3压紧在旋压凹模12上的旋压压边圈11,共同完成旋压成形,成形表面4设置在旋压凹模12上,电磁成形线圈2跟随设置在旋压轮13运动方向的后方且靠近板材3设置,成形腔的底部和板材3之间同样可设置弹性垫5,从而,旋压完成后同样可以通过脉冲电流、电磁力和高频震荡三者共同作用消除板材3的回弹和翘曲。
50.实施例三:
51.如图13所示,在本实施例中,成形模具包括压形凸模14和可夹持板材3相对压形凸模14上下运动的压板组件15,成形表面4为设置在压形凸模14上侧的成形凸面,压板组件15包括从上下侧压紧板材3贴合成形凸面的压板。压板组件15夹持板材3直至贴合成形凸面后,即可控制电磁成形线圈2进行消除板材3的回弹和翘曲的作业,其机理也是由于电磁成形线圈2会在板材3内形成感应脉冲电流。同样的,成形凸面和板材3之间可以设置弹性垫5,从而脉冲电流、电磁力和高频震荡三者共同作用消除板材3的回弹和翘曲。
52.实施例四:
53.如图14所示,在本实施例中,成形模具包括压形凸模14和压形凹模16,压形凸模14的上侧设置有成形凸面,压形凹模16内设置有成形凹面,成形凸面和成形凹面的表面均为成形表面4,相互吻合。电磁成形线圈2设置成形凸面和成形凹面的内侧,且脉冲电流发生电路1设置为在成形凸面和成形凹面均与板材3贴合后对电磁成形线圈2放电,同样可以起到消除板材3的回弹和翘曲的效果。
54.实施例五:
55.如图15所示,在本实施例中,成形模具包括拉形凸模17和拉形凹模18,从而对板材拉形出沉孔,成形表面4为设置在拉形凹模底部18的可与括拉形凸模17配合的拉形沉孔,电
磁成形线圈2设置在拉形凸模17内,从而通过感应脉冲电流可以起到消除板材3的拉形孔的回弹和翘曲的效果。
56.实施例六:
57.如图16所示,在本实施例中,成形模具包括拉形凸模17和拉形凹模18,成形表面4为设置在拉形凹模底部18的可与括拉形凸模17配合的拉形沉孔,电磁成形线圈2设置在拉形沉孔两端的转角19处,同样可以通过感应脉冲电流起到消除板材3的拉形孔的回弹和翘曲的效果。
58.实施例七:
59.如图17所示,在本实施例中,脉冲电流发生电路1上没有设置电磁成形线圈2,而是脉冲电流发生电路1上的电容c、电阻r、电感l、电极20与板材3串联,从而脉冲电流直接通过板材3而非感应产生,同样可以起到消除板材3的拉形孔的回弹和翘曲的效果,适合于难以产生感应电流的低电导率金属板材3。
60.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。