1.本实用新型涉及模具制作技术领域,具体为一种冶金专用发动机端盖砂芯模具。
背景技术:
2.发动机端盖在制作的过程中通常采用浇铸的方式进行制作,制作时常常采用专用发动机端盖砂芯,因为端盖砂芯材质问题容易损坏,因此需要大批量生产,现有的发动机端盖砂芯通常采用人工制作,制作过程缓慢且制作的质量无法达到统一标准,因此需要一种冶金专用发动机端盖砂芯模具,方便端盖砂芯制作生产。
技术实现要素:
3.本实用新型的目的在于提供一种冶金专用发动机端盖砂芯模具,以解决人工制作端盖砂芯效率低下的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种冶金专用发动机端盖砂芯模具,包括操作台,所述操作台的表面设置有导向槽,所述导向槽的内壁对称安装有轴承,所述轴承的内侧固定安装有驱动杆,所述驱动杆的一端固定连接有电机,所述驱动杆的表面导向槽的内侧滑动连接有半边模,导向槽对半边模移动进行限位,所述半边模的表面设置有螺纹孔。
5.优选的,所述操作台的表面固定设置有安装架,所述安装架的表面固定连接有气缸,所述气缸的伸缩端固定安装有下压模,所述下压模抵接在半边模的上表面,材料放入半边模内侧之后,通过气缸带动下压模向下挤压半边模内侧材料将其压制成发动机端盖状。
6.优选的,所述驱动杆的一端设置有正螺纹,所述驱动杆的另一端设置有反螺纹,所述正螺纹与反螺纹螺纹连接在螺纹孔的内侧,驱动杆转动,通过正螺纹与反螺纹螺纹连接螺纹孔带动半边模同时向内或者向外移动。
7.优选的,所述下压模的表面设置有收纳槽,所述收纳槽的内壁设置有排泥孔,压制时,多余的材料沿排泥孔向上进入收纳槽内侧。
8.优选的,所述下压模的下表面均匀设置有安装孔槽,所述安装孔槽的内侧设置有第一定位柱,第一定位柱对第一抵块沿安装孔槽向上移动进行限位,所述第一定位柱的表面套接有第一弹簧,所述第一弹簧的一端固定连接安装孔槽内壁,所述第一弹簧的另一端固定连接有第一抵块,在气缸带动下压模复位时,通过第一弹簧的弹力推动第一抵块沿安装孔槽向下抵接砂芯防止上升过程中将砂芯插入安装孔槽内侧部分拉断,所述第一抵块滑动连接在安装孔槽的内侧,压制时材料沿安装孔槽向上抵接第一抵块,使第一抵块沿安装孔槽向上移动并抵接到第一定位柱。
9.优选的,所述下压模的下表面中心设置有主轴槽,所述主轴槽的内侧设置有第二定位柱,第二定位柱对第二抵块沿主轴槽向上移动进行限位,所述第二定位柱的表面套接有第二弹簧,所述第二弹簧的一端固定连接主轴槽内壁,所述第二弹簧的另一端固定连接有第二抵块,在气缸带动下压模复位时,通过第二弹簧的弹力推动第二抵块沿主轴槽向下
抵接砂芯防止上升过程中将砂芯插入主轴槽内侧部分拉断,所述第二抵块滑动连接在主轴槽的内侧,压制时材料沿主轴槽向上抵接第二抵块,使第二抵块沿主轴槽向上移动并抵接到第二定位柱。
10.优选的,所述操作台的下表面安装有万向轮,万向轮的设置方便操作台的移动。
11.与现有技术相比,本实用新型的有益效果是:端盖砂芯制作时,将材料放入半边模之间,通过气缸推动下压模向下插入半边模内侧并封堵半边模上端,材料受到挤压会沿半边模内壁及下压模下表面的进入安装孔槽及主轴槽,完成压制,以此方便端盖砂芯的制作提高生产效率。
附图说明
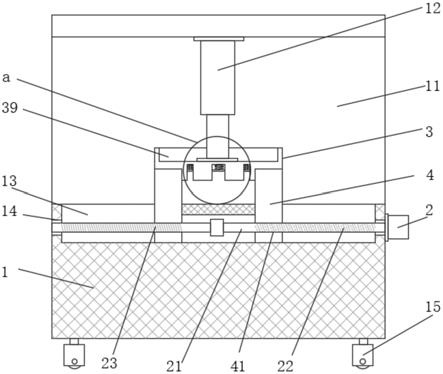
12.图1为本实用新型的整体结构剖面图;
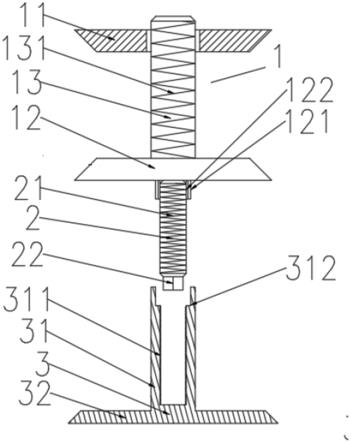
13.图2为本实用新型的图1中a处放大图;
14.图3为本实用新型的下压模下表面平面图;
15.图4为本实用新型的整体结构示意图。
16.图中:1操作台、11安装架、12气缸、13导向槽、14轴承、15万向轮、2电机、21驱动杆、22正螺纹、23反螺纹、3下压模、30排泥孔、31安装孔槽、32第一定位柱、33第一弹簧、34第一抵块、35主轴槽、36第二定位柱、37第二抵块、38第二弹簧、39收纳槽、4半边模、41螺纹孔。
具体实施方式
17.请参阅图1,一种冶金专用发动机端盖砂芯模具,包括操作台1,操作台1的表面设置有导向槽13,导向槽13的内壁对称安装有轴承14,轴承14的内侧固定安装有驱动杆21,驱动杆21的一端固定连接有电机2,驱动杆21的表面导向槽13的内侧滑动连接有半边模4,导向槽13对半边模4移动进行限位,半边模4的表面设置有螺纹孔41。
18.请参阅图1与图2,操作台1的表面固定设置有安装架11,安装架11的表面固定连接有气缸12,气缸12的伸缩端固定安装有下压模3,下压模3抵接在半边模4的上表面,材料放入半边模4内侧之后,通过气缸12带动下压模3向下挤压半边模4内侧材料将其压制成发动机端盖状。
19.请参阅图1,驱动杆21的一端设置有正螺纹22,驱动杆21的另一端设置有反螺纹23,正螺纹22与反螺纹23螺纹连接在螺纹孔31的内侧,驱动杆21转动,通过正螺纹22与反螺纹23螺纹连接螺纹孔41带动半边模4同时向内或者向外移动。
20.请参阅图3,下压模3的表面设置有收纳槽39,收纳槽39的内壁设置有排泥孔30,压制时,多余的材料沿排泥孔30向上进入收纳槽39内侧。
21.请参阅图1与图2,下压模3的下表面均匀设置有安装孔槽31,安装孔槽31在压制端盖砂芯时,其内侧会插入材料从而在端盖砂芯形成圆柱凸起,以此为端盖浇铸时预留安装孔,安装孔槽31的内侧设置有第一定位柱32,第一定位柱32对第一抵块34沿安装孔槽31向上移动进行限位,第一定位柱32的表面套接有第一弹簧33,第一弹簧33的一端固定连接安装孔槽31内壁,第一弹簧33的另一端固定连接有第一抵块34,在气缸12带动下压模3复位时,通过第一弹簧33的弹力推动第一抵块34沿安装孔槽31向下抵接砂芯防止上升过程中将砂芯插入安装孔槽31内侧部分拉断,第一抵块34滑动连接在安装孔槽31的内侧,压制时材
料沿安装孔槽31向上抵接第一抵块34,使第一抵块34沿安装孔槽31向上移动并抵接到第一定位柱32。
22.请参阅图1与图2,下压模3的下表面中心设置有主轴槽35,主轴槽35在压制端盖砂芯时,其内侧会插入材料从而在端盖砂芯形成圆柱凸起,以此为端盖浇铸时预留主轴转动口,主轴槽35的内侧设置有第二定位柱36,第二定位柱36对第二抵块37沿主轴槽35向上移动进行限位,第二定位柱36的表面套接有第二弹簧38,第二弹簧38的一端固定连接主轴槽35内壁,第二弹簧38的另一端固定连接有第二抵块37,在气缸12带动下压模3复位时,通过第二弹簧38的弹力推动第二抵块37沿主轴槽35向下抵接砂芯防止上升过程中将砂芯插入主轴槽35内侧部分拉断,第二抵块37滑动连接在主轴槽35的内侧,压制时材料沿主轴槽35向上抵接第二抵块37,使第二抵块37沿主轴槽35向上移动并抵接到第二定位柱36。
23.请参阅图1与图4,操作台1的下表面安装有万向轮15,万向轮15的设置方便操作台1的移动。
24.本实用新型在具体实施时:模具使用时,通过电机2带动驱动杆21转动,利用正螺纹22与反螺纹23带动半边模4沿导向槽13向内靠拢合实,然后将材料放入半边模4之间,然后通过气缸12推动下压模3向下插入半边模4内侧并封堵半边模4上端,材料受到挤压会沿半边模4内壁及下压模3下表面的进入安装孔槽31内侧并向上抵接第一抵块34,使第一抵块34沿安装孔槽31向上移动并抵接到第一定位柱32,及材料沿主轴槽35向上抵接第二抵块37,使第二抵块37沿主轴槽35向上移动并抵接到第二定位柱36,以此方便端盖砂芯的制作提高生产效率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。