1.本发明涉及软管接头的制造方法及软管组件的制造方法,更详细而言,涉及不会因承套(socket)的凿紧而使过度的负荷作用于螺纹接头(nipple)而能够使螺纹接头和承套适当地一体化的软管接头的制造方法及使用了以该制造方法制造出的软管接头的软管组件的制造方法。
背景技术:
2.在将软管与各种设备连接时,在软管的长度方向端部安装软管接头。软管接头一般由螺纹接头和承套构成,互相的卡合部卡合而一体化(例如,参照专利文献1、2)。详细而言,通过将形成于承套的卡合部向具有凹状表面的螺纹接头的受压部分凿紧,从而承套和螺纹接头使互相的卡合部卡合而一体化。将承套向螺纹接头凿紧时的凿紧力越大,则向螺纹接头作用的负荷越大。
3.软管接头通过将承套相对于软管凿紧而固定于软管的一端部,因此,在向软管安装前的软管接头中,螺纹接头和承套以不分离的程度一体化即可。因而,在将承套凿紧来制造软管接头时,优选不会使过度的负荷作用于螺纹接头地使螺纹接头和承套一体化。
4.现有技术文献
5.专利文献
6.专利文献1:日本国特开2019-25512号公报
7.专利文献2:日本国特开2019-51539号公报
技术实现要素:
8.发明所要解决的课题
9.本发明的目的在于,提供不会因承套的凿紧而使过度的负荷作用于螺纹接头而能够使螺纹接头和承套适当地一体化的软管接头的制造方法及使用了以该制造方法制造出的软管接头的软管组件的制造方法。
10.用于解决课题的手段
11.为了达成上述目的,本发明的软管接头的制造方法是在螺纹接头安装有承套的软管接头的制造方法,其特征在于,关于在将所述承套凿紧时承受凿紧力的所述螺纹接头的受压部分,掌握将所述承套凿紧时的半径方向变化状况与轴向伸长率的相关关系,基于形成所述螺纹接头的材料的断裂伸长率和所述相关关系,算出在将所述承套凿紧时在所述受压部分产生的轴向伸长率比所述断裂伸长率小的所述半径方向变化状况的容许范围,以使所述半径方向变化状况成为所述容许范围的方式将所述承套凿紧,从而将所述螺纹接头和所述承套一体化。
12.本发明的别的软管接头的制造方法是在螺纹接头安装有承套的软管接头的制造方法,其特征在于,关于在将所述承套凿紧时承受凿紧力的所述螺纹接头的受压部分,掌握将所述承套凿紧时的半径方向变化状况与轴向伸长率的相关关系,预先设定所述半径方向
变化状况的容许范围,基于所述相关关系而算出将以所述容许范围的上限将所述承套凿紧时的所述轴向伸长率的上限值,利用具有比算出的所述上限值大的断裂伸长率的材料来制造所述螺纹接头,以使所述半径方向变化状况成为所述容许范围的方式将所述承套凿紧,从而将所述螺纹接头和所述承套一体化。
13.本发明的软管组件的制造方法的特征在于,利用上述任一项的软管接头的制造方法来制造所述软管接头,在将软管的长度方向端部插入于该制造出的软管接头的所述承套与所述螺纹接头之间的状态下,将所述承套凿紧,从而将所述软管接头和所述软管一体化。
14.发明的效果
15.在本发明的软管接头的制造方法中,关于在将所述承套凿紧时承受凿紧力的所述螺纹接头的受压部分,掌握将所述承套凿紧时的半径方向变化状况与轴向伸长率的相关关系,利用该相关关系。
16.在前者的软管接头的制造方法中,算出在将所述承套凿紧时在所述受压部分产生的轴向伸长率比所述断裂伸长率小的所述半径方向变化状况的容许范围,以使所述半径方向变化状况成为所述容许范围的方式将所述承套凿紧。因而,不会在将承套凿紧时使会产生损伤的过度的负荷作用于螺纹接头,能够使螺纹接头和承套适当地一体化。该制造方法适合于形成螺纹接头的材料确定的情况。
17.在后者的软管接头的制造方法中,预先设定所述半径方向变化状况的容许范围,基于所述相关关系而算出将以所述容许范围的上限将所述承套凿紧时的所述轴向伸长率的上限值,利用具有比算出的所述上限值大的断裂伸长率的材料来制造所述螺纹接头。然后,以使所述半径方向变化状况成为所述容许范围的方式将所述承套凿紧。因而,不会在将承套凿紧时使会产生损伤的过度的负荷作用于螺纹接头,能够使螺纹接头和承套适当地一体化。该制造方法适合于选择螺纹接头所使用的适当的材料的情况。
18.根据本发明的软管组件的制造方法,由于使用不会向螺纹接头施加过度的凿紧力而将螺纹接头和承套适当地一体化的软管接头,所以有利于制造预定品质的软管组件。另外,能够顺畅地进行向软管的长度方向端部安装软管接头的作业。
附图说明
19.图1是将软管接头在纵剖视下例示的说明图。
20.图2是图1的a-a剖视图。
21.图3是将软管组件在纵剖视下例示的说明图。
22.图4是图3的b-b剖视图。
23.图5是将螺纹接头插入于承套的状态在纵剖视下例示的说明图。
24.图6是将使承套的卡合部抵接于螺纹接头的受压部分的外周面的状态在纵剖视下例示的说明图。
25.图7是例示将图6的承套向螺纹接头凿紧后的状态的说明图。
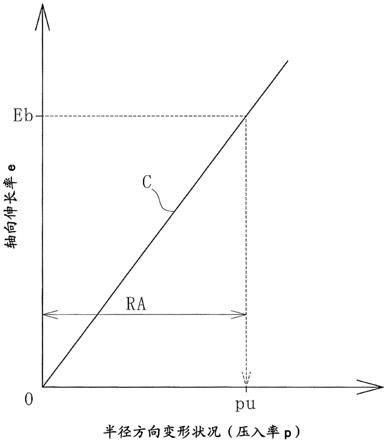
26.图8是示意性地例示螺纹接头的受压部分的半径方向变形状况与轴向伸长率的关系且示出决定将承套凿紧时的螺纹接头的半径方向变形状况的情况的坐标图。
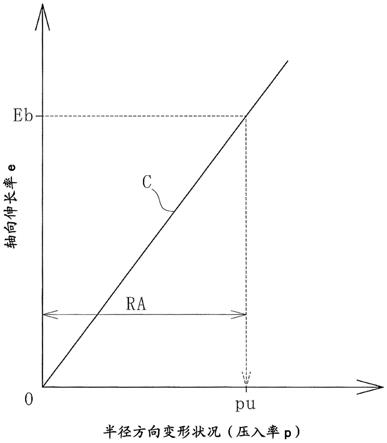
27.图9是示意性地例示螺纹接头的受压部分的半径方向变形状况与轴向伸长率的关系且示出决定螺纹接头所使用的材料的情况的坐标图。
28.图10是将在软管的长度方向端部安装软管接头的工序在纵剖视下例示的说明图。
29.附图标记说明
[0030]1ꢀꢀ
软管接头
[0031]2ꢀꢀ
螺纹接头
[0032]
2a
ꢀꢀ
受压部分
[0033]
2b
ꢀꢀ
卡合部
[0034]
2c
ꢀꢀ
插入部
[0035]3ꢀꢀ
承套
[0036]
3a
ꢀꢀ
卡合部
[0037]
3b
ꢀꢀ
爪部
[0038]4ꢀꢀ
软管组件
[0039]5ꢀꢀ
软管
[0040]
5a
ꢀꢀ
长度方向端部
[0041]6ꢀꢀ
承套凿紧工具
[0042]7ꢀꢀ
软管接头凿紧工具
具体实施方式
[0043]
以下,基于图示的实施方式来说明本发明的软管接头的制造方法及软管组件的制造方法。
[0044]
图1~图2所例示的软管接头1通过本发明的制造方法而制造。该软管接头1具备筒状的螺纹接头2和筒状的承套3。图中的单点划线cl表示螺纹接头2及承套3的筒轴心。
[0045]
由钢材等制造的金属制的螺纹接头2具有外周面形成为凹状的受压部分2a、在周向上延伸的凸状的卡合部2b及突出设置有在周向上延伸的多个小的防脱部的插入部2c。受压部分2a是圆筒形状。以受压部分2a、卡合部2b、插入部2c的顺序在轴向连续地配置。
[0046]
在由钢材等制造的金属制的承套3的内周面形成有在周向上延伸的凸状的卡合部3a、和在周向上延伸的顶端变尖的多个爪部3b。卡合部3a形成于承套3的轴向一端部,各环状的爪部3b在轴向上隔开间隔而配置。
[0047]
在螺纹接头2插入于承套3的状态下,承套3的环状的卡合部3a嵌合于受压部分2a的环状的凹状的外周面。并且,通过卡合部2b和卡合部3a卡合,从而螺纹接头2和承套3一体化。爪部3b在插入部2c的外周侧隔开间隔而与插入部2c相对配置。
[0048]
图3~图4所例示的软管组件4通过本发明的制造方法而制造。该软管组件4具有软管5和通过本发明制造出的软管接头1。软管5是具有可挠性且在橡胶、树脂的内部呈同轴状地埋设有加强层的橡胶软管、树脂软管。
[0049]
在软管5的长度方向端部5a插入有插入部2c,且外插有承套3。即,软管5的长度方向端部5a配置于螺纹接头2与承套3之间,由它们夹持。在长度方向端部5a的外周面,各爪部3b朝向内周侧陷入。
[0050]
以下,说明制造软管接头1的步骤的一例。
[0051]
在制造软管接头1时,如图5所例示那样,将螺纹接头2向承套3插入并将卡合部3a定位于受压部分2a。接着,如图6所例示那样,使定位于受压部分2a的卡合部3a与受压部分
2a的外周面抵接。在图6、图7中,将受压部分2a利用虚线的斜线示出。
[0052]
如图6所例示那样,将承套3凿紧前的受压部分2a是外径d1、内径d1、轴向长度l1。在卡合部3a的外周侧配置承套凿紧工具6。承套凿紧工具6能够使用公知的各种规格的承套凿紧工具。
[0053]
接着,如图7所例示那样,将卡合部3a的外周面利用承套凿紧工具6来朝向内周侧按压。由此,承套3(卡合部3a)被凿紧,卡合部3a按压受压部分2a而与受压部分2a牢固地嵌合,卡合部2b和卡合部3a卡合而螺纹接头2和承套3一体化成不分离的程度。
[0054]
如图7所例示那样,将承套3凿紧后的受压部分2a是外径d2、内径d2、轴向长度l2。受压部分2a通过将承套3凿紧而塑性变形,外径d变小(d1>d2),内径d变小(d1>d2),轴向长度l变大(l1<l2)。
[0055]
图6所例示的承套3的凿紧前的受压部分2a的体积v1和图7所例示的承套3的凿紧后的受压部分2a的体积v2能够视为相同。体积v1=π
·
l1
·
(d1-d1)2/4,体积v2=π
·
l2
·
(d2-d2)2/4,因此以下的式子成立。
[0056]
l1
·
(d1-d1)2=l2
·
(d2-d2)2[0057]
将承套3凿紧时的受压部分2a的半径方向变形状况能够通过承套3的凿紧前后的半径、直径的变化率等来表示。例如,作为该半径方向变形状况,能够使用由下述(1)式算出的压入率p。
[0058]
压入率p={(d1-d2)/2}/d1
×
100(%)
…
(1)
[0059]
在承套3的凿紧前后的受压部分2a的半径方向变形状况(压入率p)与轴向伸长率e之间,如图8所例示那样存在相关关系c。轴向伸长率e由下述(2)式算出。
[0060]
轴向伸长率e=(l2-l1)/l1
×
100(%)
…
(2)
[0061]
于是,在本发明中,掌握该相关关系c。承套3的凿紧前后的受压部分2a各自的尺寸能够通过进行样本试验而取得,也能够通过进行模拟解析(fem解析)等而取得。并且,基于形成承套3的材料的断裂伸长率eb和相关关系c,算出在将承套3凿紧时在受压部分2a产生的轴向伸长率e比断裂伸长率eb小的半径方向变化状况(压入率p)的容许范围ra。
[0062]
若利用图8来说明,则若形成承套3的材料确定,则其断裂伸长率eb也清楚。于是,若将产生清楚的断裂伸长率eb时的受压部分2a的半径方向变形状况(压入率p)使用相关关系c而算出,则其算出结果成为上限的压入率pu。因此,容许范围ra成为上限的压入率pu以下的范围。压入率p为零的情况是卡合部3a与受压部分2a的外周面正好抵接的状态。若压入率p成为负,则在受压部分2a的外周面与卡合部3a之间存在间隙,因此螺纹接头2和承套3成为具有游隙(松动间隙)而一体化的状态。于是,作为容许范围ra的下限,最好将压入率p设为零。即,容许范围ra成为压入率p为0以上且pu以下的范围。
[0063]
接着,以成为算出的半径方向变化状况(压入率p)的容许范围ra的方式,利用图5~图7所例示的步骤将承套3凿紧,从而将螺纹接头2和承套3一体化。由此,图1~图2所例示的软管接头1完成。
[0064]
在该制造方法中,在将承套3凿紧时在受压部分2a产生的轴向伸长率e比形成螺纹接头2的材料的断裂伸长率eb小。因而,不会在将承套3凿紧时使会产生损伤的过度的负荷作用于螺纹接头2,能够使螺纹接头2和承套3适当地一体化。该制造方法适合于形成螺纹接头2的材料确定的情况。
[0065]
在形成螺纹接头2的材料未决定的情况下,如以下这样制造软管接头1。
[0066]
首先,掌握上述的相关关系c,这与先前的实施方式相同。然后,预先设定将承套3凿紧时的受压部分2a的半径方向变化状况(压入率p)的容许范围ra。关于容许范围ra的下限,如上所述,将压入率p设为零。另外,容许范围ra的上限能够基于进行了样本测试的结果来设定,也能够基于模拟解析(fem解析等)的结果来设定。在经验上,关于容许范围ra的上限,压入率p为4%左右(3%~5%)。于是,将容许范围ra例如设定为压入率p为0以上且4%以下的范围。
[0067]
接着,将以设定的容许范围ra的上限将承套3凿紧时的轴向伸长率e的上限值eu基于相关关系c而算出。然后,利用具有比算出的上限值eu大的断裂伸长率eb的材料来制造螺纹接头2。
[0068]
若利用图9来说明,则由于作为半径方向变形状况(压入率p)的上限而设定有压入率pu,所以若将以该压入率pu将承套3凿紧时的受压部分2a的轴向伸长率e使用相关关系c来算出,则其算出结果成为轴向伸长率的上限值eu。于是,作为形成螺纹接头2的材料,选择具有比该上限值eu大的断裂伸长率eb的材料来制造螺纹接头2。
[0069]
接着,以使半径方向变化状况(压入率p)为容许范围ra的方式,利用图5~图7所例示的步骤将承套3凿紧,从而将螺纹接头2和承套3一体化。由此,图1~图2所例示的软管接头1完成。
[0070]
该实施方式的制造方法也与先前的实施方式同样,在将承套3凿紧时在受压部分2a产生的轴向伸长率e比形成螺纹接头2的材料的断裂伸长率eb小。因而,不会在将承套3凿紧时使会产生损伤的过度的负荷作用于螺纹接头2,能够使螺纹接头2和承套3适当地一体化。在该制造方法中,能够选择螺纹接头2所使用的适当的材料。
[0071]
在本发明中,在制造软管接头1时,若作为螺纹接头2的半径方向变化状况的容许范围ra的下限而将压入率p设为0.5%以上,则更加有利于使螺纹接头2和承套3可靠地一体化成不会容易地分离的程度。另外,若作为该容许范围ra的上限而将压入率p设为3%以下,则更加有利于减轻因承套3的凿紧而作用于螺纹接头2的负荷。
[0072]
如上所述,在将承套3凿紧时在螺纹接头2的受压部分2a会产生轴向伸长率e,因此,以往,螺纹接头2使用断裂伸长率eb比较大的材料(例如eb为20%~30%左右)来制造。但是,根据本发明,如上所述,利用相关关系c,使螺纹接头2的半径方向变化状况(压入率p)成为适当的容许范围ra而将承套3凿紧,因此能够使用断裂伸长率eb更小的材料来制造螺纹接头2。伴随于此,螺纹接头2所能够使用的材料的选项变多,也能够使用断裂伸长率eb小而强度高的材料。例如,也能够对螺纹接头2使用断裂伸长率eb为10%~18%左右的材料。
[0073]
使用该软管接头1来制造软管组件4的步骤的一例如下所述。
[0074]
如图10所例示那样,将螺纹接头2的插入部2c向软管5的长度方向端部5a插入,使承套3的形成有爪部3b的内周面与长度方向端部5a的外周面相对。在该状态下,在承套3的外周侧配置软管接头凿紧工具7。软管接头凿紧工具7能够使用公知的各种规格的软管接头凿紧工具。
[0075]
接着,将承套3的外周面利用软管接头凿紧工具7朝向内周侧按压。由此,承套3被凿紧,各爪部3b向软管长度方向端部5a的外周面陷入并且软管长度方向端部5a由螺纹接头2和承套3夹持。其结果,软管接头1和软管5一体化,图3~图4所例示的软管组件4完成。
[0076]
根据该软管组件4的制造方法,由于使用不会向螺纹接头2施加过度的凿紧力而承套3被适当地一体化的软管接头1,所以有利于制造预定品质的软管组件4。另外,由于螺纹接头2和承套3不分离而可靠地一体化,所以能够顺畅地进行向软管5的长度方向端部5a安装软管接头1的作业。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。