1.本技术涉及法兰机加工的领域,尤其是涉及一种用于加工法兰的车床。
背景技术:
2.法兰是轴与轴之间相互连接的零件,也可用于管端之间的连接,还可用在设备进出口的连接,以及用于两个设备之间的连接。法兰在加工时大多需要加热坯料、锻压、碾环、车削以及钻孔等步骤,在车削时又分为车削内圈以及车削外圈两个步骤。s1,车削内圈,使用夹具夹持法兰毛坯件的外圈,之后对法兰的内圈以及其中一个端面进行车削;s2,车削外圈,使用夹具夹持法兰毛坯件的内圈,之后对法兰的外圈以及另一个端面进行车削。
3.目前在夹持法兰时大多使用三爪卡盘或者四爪卡盘,三爪卡盘或者四爪卡盘均包括夹爪,夹爪的内周面为用于夹持法兰毛坯件外周面的夹持面,夹爪远离盘身的端面为用于定位法兰毛坯件端面的定位面。在夹持法兰毛坯件时,需要移动夹爪,使夹爪的夹持面夹持在法兰毛坯件的外周面上,同时需要将夹爪的定位面抵接在法兰毛坯件的一个端面上。
4.针对上述中的相关技术,发明人认为,碾环机在将锻压后的坯料碾压成法兰毛坯件时,法兰毛坯件容易出现不平整的现象,因此夹持面在夹紧法兰的外周面时,定位面可能无法与法兰毛坯件的端面抵接,在这种状态下对法兰的端面进行切削时,法兰毛坯件便可在三爪卡盘或四爪卡盘上晃动,进而降低了法兰端面的平整度。
技术实现要素:
5.为了提高车削后的法兰端面的平整度,本技术提供一种用于加工法兰的车床。
6.本技术提供的一种用于加工法兰的车床,采用如下的技术方案:
7.一种用于加工法兰的车床,包括机架,所述机架上设置有主轴以及车削机构,所述主轴上设置有卡盘,所述卡盘包括盘身以及用于夹持法兰毛坯件外周面的夹爪,所述夹爪沿所述盘身的径向与所述盘身滑移连接,所述卡盘上设置有用于为定位法兰毛坯件端面的定位组件,所述定位组件包括至少三个第一顶锥,所述第一顶锥沿所述卡盘的周向均布设置,所述第一顶锥沿所述卡盘的轴向与所述卡盘滑移连接。
8.通过采用上述技术方案,在夹持法兰毛坯件时,先移动卡盘上的夹爪,使夹爪夹紧法兰毛坯件的外周面,之后沿卡盘的轴向移动第一顶锥,使第一顶锥与法兰毛坯件靠近卡盘的一端面抵紧,之后再对法兰毛坯件进行车削。由于第一顶锥可沿卡盘的径向进行移动,即使法兰毛坯件不平整,第一顶锥也可对法兰毛坯件进行支撑, 而且使用至少三个第一顶锥对法兰毛坯件进行支撑,在车削法兰毛坯件时,减轻了法兰毛坯件与卡盘发生相对晃动的幅度,进而提高了加工法兰端面时的平整度。
9.可选的,所述第一顶锥设置在所述盘身上。
10.通过采用上述技术方案,由于第一顶锥设置在盘身上而不是夹爪上,使得操作人员具有更大的空间调整第一顶锥,降低了第一顶锥调整时的难度;而且如此设置可降低夹爪在盘身径向上的长度,在夹持法兰毛坯件时,夹爪不易发生变形,提高了夹爪夹持法兰毛
坯件时的稳定性,提高了加工精度。
11.可选的,所述卡盘为三爪卡盘,所述第一顶锥设置有三个,所述第一顶锥与所述夹爪呈等距间隔设置。
12.通过采用上述技术方案,三爪卡盘的夹爪设置有三个,在夹持法兰毛坯件的外周面时,三个夹爪对法兰毛坯件施加的夹持力相同,而且第一顶锥与夹爪呈等间距设置,法兰毛坯件所受的支撑力更加均衡,减轻了法兰毛坯件与三爪卡盘发生相对晃动的幅度,提高了加工法兰端面时的平整度。
13.可选的,所述定位组件还包括第一滑块,所述第一滑块沿所述盘身的径向与所述盘身滑移连接,所述第一顶锥通过所述第一滑块连接在所述盘身上。
14.通过采用上述技术方案,在夹持直径不同的法兰毛坯件时,可通过调整第一滑块调整第一顶锥的位置,进而使第一顶锥可以抵紧在法兰毛坯件的端面上,进而对法兰毛坯件进行固定,提高了定位组件的适配性。
15.可选的,所述定位组件还包括第一锁定螺栓,所述第一锁定螺栓螺纹连接在所述第一滑块上,且所述第一锁定螺栓穿过所述第一滑块后与所述盘身抵接。
16.通过采用上述技术方案,在批量加工同型号的法兰时,操作人员可先调整第一滑块的位置之后通过第一锁定螺栓将第一滑块锁定在盘身上,在需要定位法兰毛坯件时只需再调整第一顶锥即可,提高了定位法兰毛坯件的效率,进而提高了加工效率。
17.可选的,所述第一顶锥与所述第一滑块螺纹连接。
18.通过采用上述技术方案,在顶紧法兰毛坯件时,只需转动第一顶锥使第一顶锥与法兰毛坯件顶紧即可,在螺纹的自锁作用下,第一顶锥不易沿卡盘的径向与第一滑块发生相对移动,进而提高了法兰毛坯件被支撑的稳定性。
19.可选的,所述第一顶锥的外周面上固定连接有六角头。
20.通过采用上述技术方案,操作人员在调整第一顶锥时可使用扳手转动第一顶锥,降低了操作人员调整第一顶锥时的难度,而且使用扳手转动第一顶锥可提高第一顶锥施加给法兰毛坯件的支撑力,进而提高了法兰毛坯件被支撑的稳定性。
21.可选的,所述定位组件还包括第一锁定螺母,所述第一锁定螺母螺纹连接在所述第一顶锥上,且所述第一锁定螺母与所述第一滑块抵接。
22.通过采用上述技术方案,在调整完第一顶锥的位置使第一顶锥抵紧法兰毛坯件后,再转动第一锁定螺母使第一锁定螺母与第一滑块抵接,如此车削法兰毛坯件时,能够降低第一顶锥从第一滑块上松动的概率,进一步提高了法兰毛坯件被支撑的稳定性。
23.可选的,所述机架上还设置有尾架,所述尾架上设置有用于对法兰毛坯件进行轴向压紧的尾推组件。
24.由于经过碾环机碾压后的法兰毛坯件可能存在不平整的现象,在以法兰毛坯件的外周面为基准对法兰毛坯件进行加工时会出现切削量大的问题,通过采用上述技术方案,在夹持法兰毛坯件时,先调整第一顶锥,使第一顶锥远离卡盘的端部所在的平面与卡盘的轴心垂直,之后使用尾推组件将法兰毛坯件压紧在第一顶锥上,之后再移动夹爪夹紧法兰毛坯件,如此法兰毛坯件便以第一顶锥为基准,减小了切削法兰时的切削量。
25.可选的,所述尾推组件包括支撑板、多个第二顶锥以及与所述第二顶锥数量相同的压缩弹簧,所述支撑板设置在所述尾架上,所述第二顶锥可沿所述卡盘的轴向与所述支
撑板发生相对滑动,所述压缩弹簧套设在所述第二顶锥上,且所述压缩弹簧使所述第二顶锥具有朝所述卡盘滑动的趋势。
26.通过采用上述技术方案,在对法兰毛坯件进行定位时,先移动尾架使第二顶锥抵接在法兰毛坯件的一端面上,在压缩弹簧的推动作用下,第二顶锥会将法兰毛坯件完全压紧在第一顶锥上,且第二顶锥可根据法兰毛坯件的不平整程度进行自动调整,之后再使用夹爪夹持法兰毛坯件的外周面,如此法兰毛坯件便以第一顶锥为基准,减小了切削法兰时的切削量。
27.综上所述,本技术包括以下至少一种有益技术效果:
28.1.通过第一顶锥的设置,在使用夹爪夹紧法兰毛坯件的外周面后,使用第一顶锥顶紧法兰毛坯件的端面,减轻了法兰毛坯件与卡盘发生相对晃动的幅度,进而提高了加工法兰端面时的平整度。
29.2.通过第一滑块的设置,在夹持直径不同的法兰毛坯件时,可通过调整第一滑块调整第一顶锥的位置,进而使第一顶锥可以抵紧在法兰毛坯件的端面上,进而对法兰毛坯件进行固定,提高了定位组件的适配性。
30.3.通过第一锁定螺栓的设置,在批量加工同型号的法兰时,操作人员可先调整第一滑块的位置之后通过第一锁定螺栓将第一滑块锁定在盘身上,在需要定位法兰毛坯件时只需再调整第一顶锥即可,提高了定位法兰毛坯件的效率,进而提高了加工效率。
31.4.通过尾推组件的设置,在夹持法兰毛坯件时,先调整第一顶锥,使第一顶锥远离卡盘的端部所在的平面与卡盘的轴心垂直,之后使用尾推组件将法兰毛坯件压紧在第一顶锥上,之后再移动夹爪夹紧法兰毛坯件,如此法兰毛坯件便以第一顶锥为基准,减小了切削法兰时的切削量。
附图说明
32.图1是相关技术三爪卡盘的整体结构示意图;
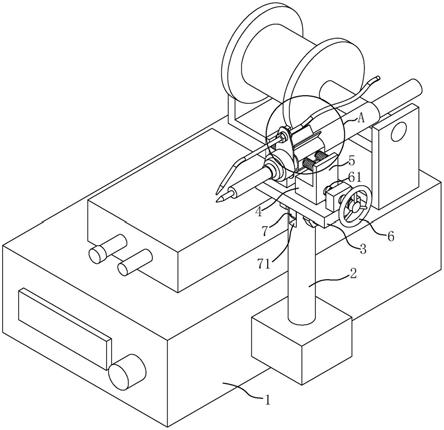
33.图2是本技术实施例的整体结构示意图;
34.图3是本技术实施例三爪卡盘的整体机构示意图;
35.图4是本技术实施例尾推组件的爆炸结构示意图。
36.附图标记说明:110、盘身;120、驱动组件;130、夹爪;131、夹持面;132、定位面;200、机架;210、车削机构;220、尾架;230、丝杠;300、三爪卡盘;310、盘身;311、第一滑槽;320、驱动组件;330、夹爪;400、定位组件;410、第一顶锥;420、第一滑块;430、第一锁定螺栓;440、六角头;450、第一锁定螺母;500、尾推组件;510、支撑板;511、第二滑槽;520、第二滑块;530、第二锁定螺栓;540、第二顶锥;550、压缩弹簧;560、挡块;570、第二锁定螺母。
具体实施方式
37.以下结合附图1
‑
4对本技术作进一步详细说明。
38.参照图1,目前的三爪卡盘大多包括盘身110、驱动组件120与三个夹爪130,三个夹爪130沿盘身110的周向均布设置,且夹爪130在驱动组件120的驱动作用下沿盘身110的径向与盘身110滑移连接。夹爪130上的内周面为用于夹持法兰毛坯件外周面的夹持面131,夹爪130远离盘身110的端面为用于定位法兰毛坯件端面的定位面132。在夹持法兰毛坯件时,
先将法兰毛坯件靠近盘身110的端面放置在夹爪130的定位面132上,之后通过驱动组件120驱动夹爪130朝盘身110的中部移动,进而使夹爪130的夹持面131夹紧在法兰毛坯件的外周面上。
39.但是经过碾环机碾压的法兰毛坯件的端面可能不平整,法兰毛坯件端面的不平整主要有以下两种情况:1、法兰毛坯件的端面上存在缺陷,进而使法兰毛坯件的端面不平整;2、法兰毛坯件的外周面与法兰毛坯件的轴心不平行,使法兰毛坯件的端面为曲面。若法兰毛坯件出现上述的两种情况,在使用三爪卡盘夹持法兰毛坯件时,法兰毛坯件的端面便可能无法抵紧在定位面132上,此时对法兰毛坯件进行车削,法兰毛坯件便容易出现晃动的现象,加工完成的法兰其端面平整度低。
40.为了解决上述技术问题,本技术实施例提出了一种用于加工法兰的车床。参照图2,用于加工法兰的车床包括机架200,机架200上设置有主轴以及用于车削法兰毛坯件的车削机构210。主轴上设置有用于夹持法兰毛坯件的卡盘,卡盘上设置有用于为定位法兰毛坯件端面的定位组件400。
41.在使用卡盘夹紧法兰毛坯件后,使用定位组件400顶紧法兰毛坯件的端面,在法兰毛坯件被车削机构210切削时,能够减轻法兰毛坯件与卡盘发生相对晃动的幅度,进而提高了加工法兰端面时的平整度。
42.参照图2及图3,卡盘包括夹爪330以及用于支撑夹爪330的盘身310,本技术实施例中卡盘为三爪卡盘300,因此夹爪330设置有三个,盘身310内设置有用于驱动夹爪330沿盘身310的径向滑动的驱动组件320。定位组件400设置在卡盘的盘身310上,定位组件400包括用于支撑法兰毛坯件的第一顶锥410,本技术实施例中,第一顶锥410设置有三个,三个第一顶锥410在盘身310的周向上呈均布设置,且第一顶锥410与夹爪330呈等距的间隔设置,第一顶锥410还可沿盘身310的轴向与盘身310发生相对滑动。
43.在夹持法兰毛坯件时,先使用夹爪330夹持在法兰毛坯件的外周面上,之后在调整第一顶锥410,使第一顶锥410抵紧在法兰毛坯件靠近盘身310的一端面。在使用夹爪330夹持法兰毛坯件时,三个夹爪330对法兰毛坯件施加的夹持力相同,之后调整第一顶锥410使三个第一顶锥410对法兰毛坯件的支撑力相同,而且第一顶锥410与夹爪330呈等间距设置,法兰毛坯件所受的支撑力更加均衡,如此减轻了法兰毛坯件与三爪卡盘300发生相对晃动的幅度,提高了加工法兰端面时的平整度。
44.参照图2及图3,由于法兰毛坯件的中部设置有通孔,而第一顶锥410需要抵接在法兰毛坯件的端面上,因此在加工直径不同的法兰时,第一顶锥410需要沿盘身310的径向发生移动,以便于对不同直径的法兰进行支撑。为此,定位组件400还包括第一滑块420与第一锁定螺栓430,第一滑块420设置有三个,一个第一顶锥410与一个第一滑块420相对应。盘身310上沿自身的径向开设有三条第一滑槽311,一个第一滑块420对应滑动设置在一个第一滑槽311中,第一锁定螺栓430螺纹连接在第一滑块420上,且第一锁定螺栓430穿过第一滑块420后与第一滑槽311的槽底抵接。第一顶锥410的外周面上开设有外螺纹,且第一顶推的外周面上一体成型有六角头440,第一顶锥410沿盘身310的轴向螺纹连接在第一滑块420上。
45.在加工直径不同的法兰时,操作人员可调整第一滑块420在第一滑槽311中的位置,进而使调整第一顶锥410与盘身310轴心之间的距离。而在批量加工同型号的法兰时,操
作人员可先调整第一滑块420的位置,之后转动第一锁定螺栓430使第一锁定螺栓430远离自身螺栓头的一端抵紧在第一滑槽311的槽底上,如此第一滑块420便完成定位。在需要定位法兰毛坯件时,操作人员只需再使用扳手掰动六角头440即可转动第一顶锥410,进而使第一顶锥410抵紧在法兰毛坯件靠近盘身310的端面上,如此提高了定位法兰毛坯件的效率,进而提高了加工效率。
46.参照图2及图3,第一顶锥410抵紧在法兰毛坯件靠近盘身310的端面上后,若第一顶锥410从第一滑块420上松动,第一顶锥410便会失去对法兰毛坯件的支撑作用。为此定位组件400还包括第一锁定螺母450,第一锁定螺母450螺纹连接在第一顶锥410上,且第一锁定螺母450抵紧在第一滑块420上。在第一顶锥410与第一锁定螺母450的双重锁定下,第一顶锥410便不易从第一滑块420上松动,提高了第一顶锥410支撑法兰毛坯件的稳定性,进而提高了加工法兰端面时的平整度。
47.在使用定位组件400对法兰进行支撑和定位后,虽然能够提高加工法兰端面时的平整度,但是由于法兰毛坯件的端面不平整,在车削法兰毛坯件时会增大切削量,而且在车削法兰毛坯件时,法兰毛坯件各部位被切削的深度不均匀。坯料经过加热、锻压和碾环后,法兰毛坯件的外表面上会形成一层脱碳层,车削时需要将脱碳层切除以保持法兰表面的物理及化学性能;由于法兰毛坯件各部位被切削的深度不均匀,会使成品法兰的表面残存有脱碳层,如此会影响成品法兰的表面性能。
48.参照图2及图4,为了减小切削量,并且提高成品法兰的表面性能,在夹持法兰毛坯件时,需要沿法兰毛坯件的径向对法兰毛坯件进行定位,之后再夹紧法兰毛坯件的外周面。为了满足该需要,机架200上还通过丝杠230螺纹连接有尾架220,使尾架220可沿卡盘的轴向与机架200发生相对滑移,尾架220上还设置有用于对法兰毛坯件进行轴向压紧的尾推组件500。
49.参照图2及图4,尾推组件500包括支撑板510、多个第二顶锥540以及与第二顶锥540数量相同的压缩弹簧550,本技术实施例中,第二顶锥540与压缩弹簧550的数量均设置有三个。支撑板510转动连接在尾架220上,且支撑板510的轴心与盘身310的轴心同轴,第二顶锥540设置在支撑板510上。通过转动丝杠230使尾架220朝卡盘滑动,第二顶锥540便可将法兰毛坯件压紧在第一顶锥410上。
50.参照图4,为了使第二顶锥540可以压紧不同直径的法兰,尾推组件500还包括沿支撑板510的径向滑动在支撑板510上的第二滑块520,第二顶锥540通过第二滑块520连接在支撑板510上。尾推组件500还包括第二锁定螺栓530,第二锁定螺栓530螺纹连接在第二滑块520上,且第二锁定螺栓530远离自身螺栓头的一端穿过第二滑块520后与支撑板510抵接。如此通过拧紧第二锁定螺栓530便可将第二滑块520固定在支撑板510上,在批量生产法兰时,可以提高压紧法兰毛坯件的效率,进而提高加工效率。
51.参照图4,为了使第二顶锥540可根据法兰毛坯件的不平整程度进行自动调整,第二顶锥540沿支撑板510的轴向滑移连接在第二滑块520上。第二顶锥540靠近卡盘的一端的外周面上一体成型有挡块560,压缩弹簧550套设在第二顶锥540上,且压缩弹簧550的一端与挡块560抵接,另一端与第二滑块520抵接。由于压缩弹簧550的设置,第二顶锥540可根据法兰毛坯件的不平整程度进行自动调整,进而使法兰毛坯件始终以第一顶锥410为基准。
52.参照图4,第二顶锥540远离卡盘的一端螺纹连接有第二锁定螺母570,初始状态
时,在压缩弹簧550的弹力作用下,第二锁定螺母570与支撑板510远离卡盘的一端面抵接,以降低第二顶锥540从支撑板510上脱落的概率。
53.在对法兰毛坯件进行轴向定位时,先调整第一顶锥410,使第一顶锥410远离卡盘的端部所在的平面与卡盘的轴心垂直,之后移动尾架220,通过尾推组件500将法兰毛坯件压紧在第一顶锥410上,之后再移动夹爪330夹紧法兰毛坯件。
54.在夹爪330夹紧法兰毛坯件时,即使法兰毛坯件沿自身的径向与盘身310发生相对滑移,在压缩弹簧550的推动作用下,也不会影响法兰毛坯件在径向上的夹持精度。由于通过定位组件400以及尾推组件500夹紧的法兰毛坯件始终以第一顶锥410为基准,减小了切削法兰时的切削量,同时使法兰毛坯件各部位的切削深度更加均匀,提高了法兰的表面性能。
55.本技术实施例一种用于加工法兰的车床的实施原理为:
56.在加工法兰时,先根据法兰的尺寸调整第一滑块420以及第二滑块520的位置,是第一顶锥410与第二顶锥540能够夹紧法兰毛坯件。在对法兰毛坯件进行轴向定位时,先调整第一顶锥410使第一顶锥410远离卡盘的端部所在的平面与卡盘的轴心垂直,之后移动尾架220使尾推组件500逐渐靠近法兰毛坯件,之后继续移动尾架220使尾推组件500将法兰毛坯件压紧在第一顶锥410上,之后再移动夹爪330夹紧法兰毛坯件。
57.在夹爪330夹紧法兰毛坯件时,即使法兰毛坯件沿自身的径向与盘身310发生相对滑移,在压缩弹簧550的推动作用下,三个第一顶锥410均能始终与法兰毛坯件保持抵接,如此不会影响法兰毛坯件在径向上的夹持精度。由于通过定位组件400以及尾推组件500夹紧的法兰毛坯件始终以第一顶锥410为基准,减小了切削法兰时的切削量,同时使法兰毛坯件各部位的切削深度更加均匀,提高了法兰的表面性能。
58.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。