1.本发明属于光学加工设备领域,具体涉及一种结构简单、生产效率高、安全可靠的光学镜片铣磨自动上下料装置。
背景技术:
2.光学镜片从毛坯形成光学表面,都需要经过粗磨、精磨和抛光工序。其中,粗磨根据批量和加工条件,既可以选择散粒磨料手工加工,也可以采用固着的金刚石模具在铣磨机上加工,即铣磨工艺。由于铣磨具有加工周期短、生产效率高、磨具磨损低、加工质量稳定等优点,已基本取代散粒磨料手工加工。由于镜片的磨削费时费工,如何提高粗磨即铣磨的生产效率,是提高光学镜片生产竞争力的关键之一。
3.目前,光学镜片的铣磨装置多采非自动或半自动磨削,如采用人工操作方式,即人工立于光学镜片铣磨的装置旁,手动将镜片放置在铣磨夹持装置上,待其完成铣磨后在将光学镜片从铣磨夹持装置上取出放到成品盒内,使得操作人员需要时刻的在铣磨装置旁操作进行生产,人员临时离开就会造成铣磨装置暂停,造成设备的生产效率较低、人员劳动强度大,使得生产成本较高。而现有技术中,也有采用滑道或输送链配合机械手实现半自动供料的装置,虽然设备的生产效率有所提高且也可实现一人管护多台设备,生产成本也有降低;但是,由于滑道或输送链本身容易造成镜片堵塞及划伤镜片,因此只适合镜面质量要求较低的镜片生产,而且机械手抓取运动的加速度变化较为激烈,也容易造成镜片和铣磨装置的磨头损伤,故而应用范围较为有限。当然,现有技术中也有采用多自由度的机器人实现铣磨装置的自动化上下料,但其结构复杂且价格昂贵、后期维护也较为困难,而且机器人上、下料均需要两个来回才能完成,造成下料后至上料期间铣磨装置需要空转等待,会劣化铣磨装置的生产效率,因此本领域中的中小型企业难以承受,而规模化企业却由于生产效率底也不会采用。此外,现有技术中还有采振动盘供料 多气缸吸盘的技术方案,以实现用自动上下料,虽然结构相较简单且容易维护,但正如机器人送料一样,要么也存在上、下料均需要两个来回才能完成造成铣磨装置空转等待的问题,结局与机器人上下料一样难以应用;要么将上料与下料分成两个独立的机构,虽然生产效率大为提高,但又会造成结构复杂、可靠性差,而且上料与下料不能共用料盘,完成一面铣削后既需要人工翻面摆放,而且还需要人工将料盘搬运到上料的料台才可以继续铣削,造成自动化程度低,设备和人员的生产效率也难以有效提高。
技术实现要素:
4.本发明的目的在于提供一种结构简单、生产效率高、安全可靠的光学镜片铣磨自动上下料装置。
5.本发明的目的是这样实现的:包括机架、料盘、起放料系统、换向机构、喂起料机构、控制器,所述机架固定设置于光学镜片铣磨设备一侧,所述料盘固定设置于机架的上端,所述控制器固定设置在机架上,
所述起放料系统包括纵向导轨机构、横向导轨机构、垂直移动机构,所述纵向导轨机构的纵向导轨纵向平行固定设置于料盘两侧的机架上,所述横向导轨机构的横向导轨两端分别与纵向导轨机构两侧的滑块ⅰ固定连接,所述垂直移动机构的安装座固定设置于横向导轨机构的滑块ⅱ上,所述垂直移动机构的向下滑动延伸的移动杆顶端设置有吸盘ⅰ,所述吸盘ⅰ通过控制阀ⅰ与外接的真空系统连通;所述换向机构包括旋转底座ⅰ、吸盘ⅱ,所述旋转底座ⅰ可旋转的设置于纵向导轨延伸方向的机架上,所述旋转底座ⅰ的旋转轴与纵向导轨的方向平行,所述吸盘ⅱ设置于旋转底座ⅰ的上端且通过控制阀ⅱ与外接的真空系统连通;所述喂起料机构包括往复机构、旋转底座ⅱ、支臂ⅰ、吸盘ⅲ,所述往复机构设置于料盘下方的机架上且移动端平行于光学镜片铣磨的主轴轴线,所述旋转底座ⅱ与移动端固定连接,所述支臂ⅰ的一端垂直设置于旋转底座ⅱ的旋转轴上且另一端设置有至少两个吸盘ⅲ,所述支臂ⅰ上的吸盘ⅲ分别通过两个独立的控制阀ⅲ与外接的真空系统连通;所述纵向导轨机构、横向导轨机构、垂直移动机构、旋转底座ⅰ、往复机构和旋转底座ⅱ的驱动机构,以及控制阀ⅰ、控制阀ⅱ、控制阀ⅲ的控制端分别与控制器电性连接。
6.本发明的有益效果:1、本发明通过起放料系统、换向机构及喂起料机构的依次衔接,经正向上料及反向下料,可上实现上料与下料共用同一料盘,因此结构简单,而且还免除了人工料盘搬运过程,且也可减少传统半自动化需两个料盘造成占地面积过大的问题;特别是通过在起放料系统及换向机构间增加翻面机构,可在铣磨一面后的回送过程中实现自动翻面,然后放置到料盘中待磨,从而免除了传统人工翻面摆放的繁琐过程,不仅减低了劳动强度,而且也可避免人工翻面的摆放错误,可实现一人管护多台设备,有效提高了生产效率和生产质量。
7.2、本发明通过起放料系统、换向机构及喂起料机构实现自动上下料,人工仅需定时换料盘即可,相比机器人结构较为简单、容易维护、成本较低、安全可靠,而且通过在喂起料机构的支臂ⅰ上设置至少两个吸盘ⅲ,从而能够在一个吸盘ⅲ吸附待磨镜片的同时,另一个吸盘ⅲ空置待命以吸附铣磨后的镜片,从而可在吸附铣磨镜片后及时的将待磨镜片送入铣磨装置,而在铣磨过程中喂起料机构可从换向机构吸附新的待磨镜片,然后将已磨镜片放入换向机构的吸盘ⅱ,接着喂起料机构的吸盘ⅲ复位至铣磨装置一侧,而同时翻面机构将吸盘ⅱ中的已磨镜片翻面,随后起放料系统的吸盘ⅰ将吸盘ⅱ中的翻面后的已磨镜片放置到料盘内,随后从料盘中吸附待磨镜片送至换向机构的吸盘ⅱ中,从而实现上料与下料过程的交叉衔接,避免上下料时铣磨装置空转待磨,有效提高了铣磨生产效率。
8.3、本发明起放料系统、换向机构及喂起料机构乃至翻面机构均采用吸盘吸附镜片,可通过控制过程减小启停过程的加速度变化,从而避免吸附及送料过程损伤镜片及铣磨装置的磨头,而且也能避免传统滑道及链传送中易卡堵的问题,使用安全可靠。
9.综上所述,本发明具有结构简单、生产效率高、安全可靠的特点。
附图说明
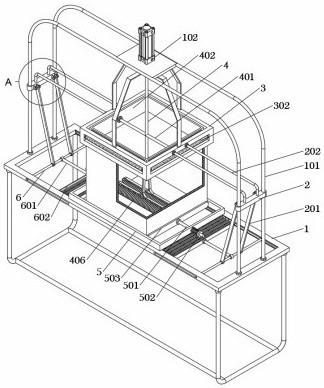
10.图1为本发明结构示意图;图2为图1之俯视图;图3为图1之右视图;
图4为图1之换向机构结构示意图;图5为图4之俯视图;图6为图1之喂起料机构结构示意图;图7为图6之右视图;图8为图1之吸盘结构示意图;图中:1
‑
机架,2
‑
料盘,3
‑
纵向导轨机构,3a
‑
纵向导轨,3b
‑
滑块ⅰ,3c
‑
纵向驱动装置,4
‑
横向导轨机构,4a
‑
横向导轨,4b
‑
滑块ⅱ,4c
‑
横向驱动装置,5
‑
垂直移动机构,5a
‑
安装座,5b
‑
移动杆,5c
‑
垂直驱动装置,6
‑
吸盘ⅰ,7
‑
旋转底座ⅰ,7a
‑
旋转驱动装置ⅰ,7b
‑
支撑座,7c
‑
对中机构,7c1
‑
阔型手指气爪,7c2
‑
定位指,7c3
‑
固定板,7c4
‑
调节螺母,8
‑
吸盘ⅱ,10
‑
往复机构,10a
‑
移动端,11
‑
旋转底座ⅱ,12
‑
支臂ⅰ,13
‑
吸盘ⅲ,14
‑
旋转驱动装置ⅱ,15
‑
支臂ⅱ,16
‑
吸盘ⅳ,17
‑
铣磨装置。
具体实施方式
11.下面结合附图和实施例对本发明作进一步的说明,但不以任何方式对本发明加以限制,基于本发明教导所作的任何变更或改进,均属于本发明的保护范围。
12.如图1至7所示,本发明包括机架1、料盘2、起放料系统、换向机构、喂起料机构、控制器,所述机架1固定设置于光学镜片铣磨设备一侧,所述料盘2固定设置于机架1的上端,所述控制器固定设置在机架1上,所述起放料系统包括纵向导轨机构3、横向导轨机构4、垂直移动机构5,所述纵向导轨机构3的纵向导轨3a纵向平行固定设置于料盘2两侧的机架1上,所述横向导轨机构4的横向导轨4a两端分别与纵向导轨机构3两侧的滑块ⅰ3b固定连接,所述垂直移动机构5的安装座5a固定设置于横向导轨机构4的滑块ⅱ4b上,所述垂直移动机构5的向下滑动延伸的移动杆5b顶端设置有吸盘ⅰ6,所述吸盘ⅰ6通过控制阀ⅰ(图中未示出)与外接的真空系统连通;所述换向机构包括旋转底座ⅰ7、吸盘ⅱ8,所述旋转底座ⅰ7可旋转的设置于纵向导轨3a延伸方向的机架1上,所述旋转底座ⅰ7的旋转轴与纵向导轨3a的方向平行,所述吸盘ⅱ8设置于旋转底座ⅰ7的上端且通过控制阀ⅱ(图中未示出)与外接的真空系统连通;所述喂起料机构包括往复机构10、旋转底座ⅱ11、支臂ⅰ12、吸盘ⅲ13,所述往复机构10设置于料盘2下方的机架1上且移动端10a平行于光学镜片铣磨的主轴轴线,所述旋转底座ⅱ11与移动端10a固定连接,所述支臂ⅰ12的一端垂直设置于旋转底座ⅱ11的旋转轴上且另一端设置有至少两个吸盘ⅲ13,所述支臂ⅰ12上的吸盘ⅲ13分别通过两个独立的控制阀ⅲ(图中未示出)与外接的真空系统连通;所述纵向导轨机构3、横向导轨机构4、垂直移动机构5、旋转底座ⅰ7、往复机构10和旋转底座ⅱ11的驱动机构,以及控制阀ⅰ、控制阀ⅱ、控制阀ⅲ的控制端分别与控制器电性连接。
13.所述纵向导轨机构3还包括纵向驱动装置3c,所述滑块ⅰ3b分别滑动设置于料盘2两侧的纵向导轨3a上,所述纵向驱动装置3c设置于纵向导轨3a或滑块ⅰ3b上并驱动滑块ⅰ3b移动;所述横向导轨机构4还包括横向驱动装置4c,所述横向驱动装置4c设置于横向导轨4a或滑块ⅱ4b上并驱动滑块ⅱ4b移动;所述垂直移动机构5还包括垂直驱动装置5c,所述垂直驱动装置5c固定于安装座5a上,所述移动杆5b与垂直驱动装置5c底部的移动端固定连接;
所述纵向驱动装置3c、横向驱动装置4c及垂直驱动装置5c的控制端分别与控制器电性连接。
14.所述纵向驱动装置3c和/或横向驱动装置4c为同步电机
‑
滚珠丝杆模组、直线电机
‑
光栅尺,所述同步电机
‑
滚珠丝杆模组的同步电机固定设置于纵向导轨3a、横向导轨4a的端部,且滚珠丝杆模组的滚珠丝杆平行设置于纵向导轨3a、横向导轨4a一侧,所述滑块ⅱ4b、料盘2一侧的滑块ⅰ3b分别螺纹啮合的套设在对应的滚珠丝杆上;所述直线电机
‑
光栅尺的光栅尺设置于纵向导轨3a、横向导轨4a的一侧且直线电机的磁轨固定设置于纵向导轨3a、横向导轨4a上端,所述滑块ⅱ4b、料盘2一侧的滑块ⅰ3b与直线电机的动子固定连接。
15.所述垂直驱动装置5c为气缸或油压缸,所述气缸、油压缸通过控制阀ⅳ(图中未示出)与对应的供气系统或液压系统连通,所述安装座5a在移动杆5b一侧的上部及下部还分别设置有限位器,所述控制阀ⅳ的控制端及限位器分别与控制器电性连接。
16.所述旋转底座ⅰ7包括旋转驱动装置ⅰ7a、支撑座7b,所述旋转驱动装置ⅰ7a固定设置于纵向导轨301延伸方向的机架1上且旋转轴与纵向导轨3a的方向平行,所述支撑座7b固定设置于旋转驱动装置ⅰ7a的旋转轴上,所述吸盘ⅱ8设置于支撑座7b的上端,所述旋转驱动装置ⅰ7a的的驱动机构与控制器电性连接。
17.所述旋转底座ⅰ7还包括对中机构7c,所述对中机构7c包括阔型手指气爪7c1、定位指7c2,所述阔型手指气爪7c1的底部与支撑座7b固定连接,所述阔型手指气爪7c1两侧的手指顶端分别设置有向吸盘ⅱ8中心延伸的一个或两个定位指7c2且两端总计至少设置有三个定位指7c2,所述阔型手指气爪7c1通过控制阀
ⅴ
(图中未示出)与外接的真空系统连通,所述控制阀
ⅴ
与控制器电性连接。
18.所述阔型手指气爪7c1两侧的手指顶端分别设置有固定板7c3,所述固定板7c3上设置有轴线延伸方向指向吸盘ⅱ8中心的螺孔,所述定位指7c2为螺钉且设置于固定板7c3的螺孔内,所述定位指7c2在固定板7c3的两侧分别连接有调节螺母7c4。
19.所述支臂ⅰ12为“v”形、“y”形、“l”形或“∈”形结构,所述吸盘ⅲ13分别设置与支臂ⅰ12的末端,所述支臂ⅰ12的交汇处与旋转底座ⅱ11的旋转轴固定连接。
20.本发明还包括翻面机构,所述翻面机构包括旋转驱动装置ⅱ14、支臂ⅱ15、吸盘ⅳ16,所述旋转驱动装置ⅱ14固定设置于旋转底座ⅰ7远离喂起料机构一侧的机架1上且旋转轴与纵向导轨3a平行,所述支臂ⅱ15垂直固定设置于旋转驱动装置ⅱ14的旋转轴上,所述吸盘ⅳ16固定设置于支臂ⅱ15远离旋转轴的一端,所述吸盘ⅳ16通过控制阀
ⅵ
(图中未示出)与外接的真空系统连通,所述控制阀
ⅵ
与控制器电性连接。
21.所述吸盘ⅳ16在支臂ⅱ15旋转至换向机构的吸盘ⅱ8上方时与吸盘ⅱ8中心重合。
22.如图8所示,所述吸盘ⅰ6、吸盘ⅱ8、吸盘ⅲ13和/或吸盘ⅳ16包括通过控制阀与外接的真空系统连接的吸盘、空心螺杆、调节螺母、压缩弹簧,所述吸盘固定设置于空心螺杆的一端,所述空心螺杆穿设在支臂、旋转底座或移动杆的通孔内,所述空心螺杆在吸盘与通孔端面间设置有压缩弹簧且在远离吸盘的通孔另一端设置有调节螺母,所述空心螺杆远离吸盘的一端依次与控制阀(图中未示出)及外接的真空系统连通。
23.本发明的工作原理和工作过程:如图1至7所示,将本发明启动后,自检完成后按下述步骤工作:1、控制器控制纵向驱动装置3c及横向驱动装置4c,将垂直移动机构5及其上的吸
盘ⅰ移动到料盘对应的待磨镜片上方,然后控制垂直驱动装置5c以驱动移动杆5b向下移动使吸盘ⅰ6抵接待磨镜片,随后控制控制阀ⅰ使吸盘ⅰ6接通真空系统将待磨镜片吸住,随后继续控制使吸盘ⅰ6及待磨镜片移动至换向机构的吸盘ⅱ8上方,控制控制阀ⅰ切断吸盘ⅰ6与真空系统间的连接,待磨镜片落入吸盘ⅱ8内。
24.2、控制器控制控制阀
ⅴ
使阔型手指气爪7c1与真空系统连通,从而驱动定位指7c2向内移动使落入吸盘ⅱ8内的待磨镜片自动定心,然后控制控制阀ⅱ使吸盘ⅱ8接通真空系统将待磨镜片吸住,随后启动旋转驱动装置ⅰ7a使对中机构7c及其上的待磨镜片旋转90度,完成待磨镜片传递路径换向;喂起料机构将已磨镜片送到吸盘ⅱ8内后,旋转驱动装置ⅰ7a使对中机构7c及其上的已磨镜片反向旋转90度,使已磨镜片向上,完成已磨镜片换向。
25.3、控制器控制往复机构10将移动端10a伸出,随后控制旋转底座ⅱ11旋转使支臂ⅰ12上的其中一个吸盘ⅲ13移动至换向机构的吸盘ⅱ8上方,随后往复机构10将移动端10a缩回使吸盘ⅲ13抵接待磨镜片,控制控制阀ⅲ使吸盘ⅲ13与真空系统连通吸住待磨镜片,同时控制控制阀ⅱ切断吸盘ⅱ8与真空系统的连接,最终使待磨镜片被吸盘ⅲ13吸住;必要时,随后控制移动端10a伸出并旋转支臂ⅰ12,使支臂ⅰ12上的另一个吸盘ⅲ13移动至换向机构的吸盘ⅱ8上方,随后移动端10a缩回使已磨镜片抵紧吸盘ⅱ8,接着使吸盘ⅱ8与真空系统连通且同时切断另一个吸盘ⅲ13与真空系统的连通,使已磨镜片落入吸盘ⅱ8内;随后控制移动端10a伸出并旋转支臂ⅰ12,使支臂ⅰ12上的另一个吸盘ⅲ13移动至铣磨装置的主轴头上方,随后移动端10a缩回使已另一个吸盘ⅲ13抵紧铣磨装置主轴头上的已磨镜片,接着使铣磨装置主轴头夹持力或吸力消失,同时使另一个吸盘ⅲ13与真空系统的连通以吸住已磨镜片;接着控制移动端10a伸出并旋转支臂ⅰ12,使支臂ⅰ12上吸有待磨镜片的吸盘ⅲ13移动至铣磨装置的主轴头上方,随后移动端10a缩回使待磨镜片抵紧铣磨装置主轴头上的夹持装置或吸盘,接着使主轴头上的夹持装置夹持或吸盘吸住待磨镜片,同时使切断吸盘ⅲ13与真空系统的连通,最后移动端10a伸出且旋转支臂ⅰ12使之复位,完成待磨镜片上料及已磨镜片下料过程。
26.4、控制器控制旋转驱动装置ⅱ14将支臂ⅱ15及其上的吸盘ⅳ16旋转,使吸盘ⅳ16抵接吸盘ⅲ13上已磨镜片,控制控制阀
ⅵ
使吸盘ⅳ16与真空系统连通从而吸住已磨镜片,同时控制控制阀ⅱ切断吸盘ⅱ8与真空系统的连通,使已磨镜片吸在吸盘ⅳ16上;随后控制旋转驱动装置ⅱ14将支臂ⅱ15及其上的吸盘ⅳ16反向旋转,实现已磨镜片翻面且吸在吸盘ⅳ16的已磨镜片空白面向上;随之启动起放料系统将已磨镜片放置在料盘的空位内,完成已磨镜片的回送过程。
27.以上所述仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。