1.本发明涉及一种一体化焊接激光器,具体为便携式高功率光纤激光器,具有辅助气体保护装置以及标准的辅助气体保护流程保证激光器的安全运行。
背景技术:
2.在工业激光器领域通常会使用高功率光纤激光器作为激光加工光源,而在通常的激光加工中,采用的多是超过千瓦的激光输出,其激光加工头输出光强较高,温度较高。同时由于激光的高功率,当激光离开工件或异常时需要快速的关断激光的输出。现有的辅助气体保护模块保护模式单一,出气控制逻辑比较简单,在一些特殊的情况下容易导致气体的浪费或是保护效果不理想。
3.为保护焊缝质量以及加工头,采用辅助气体辅助激光加工装置的运行,建立标准的辅助气体输出模式,使得辅助气体的输出过程更加可控,更好的保护加工头和焊缝。发明人构建了良好的气体输出的逻辑,在稳定的保护激光器的前提下降低气体的浪费,使得保护气体的续航时间增长,减少操作劳累度。
4.同时现有技术的焊接头的喷头容易在操作不小心时出射有害光线。
技术实现要素:
5.针对现有技术的不足,本发明提供了一种针对一体化的小型便携式激光焊接机的激光安全系统,克服了现有技术的不足,设计合理。
6.为实现以上目的,本发明通过以下技术方案予以实现:
7.本技术是针对一体化小型便携式激光焊接装置开发,激光系统包括控制和保护系统、输出焊接装置、制冷温控系统、光纤激光器,输出光缆,显示操作屏幕,控制按钮,机箱等装置,具体的散热装置采用风冷散热系统,使得装置的小型化。
8.光纤激光器温控系统包括变频压缩机、热力膨胀阀、冷凝器、半导体激光器、蒸发器,冷媒管道,风机等组成。
9.一种一体化焊接激光器装置,包括一个激光安全系统,其包括控制模块,辅助气体保护模块,工件接触保护模块,用于保护激光器的安全运行。
10.优选的,所述控制模块包括控制电路与控制系统软件,控制模块可以包括安全模块,安全模块根据保护模块反馈的信号决定对安全模块的回路进行断开或是闭合,当安全模块的回路断开时,激光器被设定为不能够输出激光。优选的,安全模块可以为安全电路,优选的可以为安全互锁电路。
11.辅助气体保护模块:由于装置为小型便携式激光焊接系统,采用一体化的风冷温控系统进行散热,同时为了保护焊缝的质量,需要接入辅助气体,允许气流通过输出头/焊接头喷嘴。辅助气体采用外部气管输入焊接头,气管外部采用自卷式编制网进行防护。辅助气体优选的可以采用氩气、氮气、氩气 二氧化碳混合气体等。输入气体的压力需满足特定范围,优选的可以采用0.3bar
‑
6bar的气体压力。
12.优选的辅助气体保护模块还包括一个气压检测装置,向控制模块输入第一检测信号,控制模块根据输入的第一检测信号,控制安全模块的通断和/或灯光示警模块的运行,当输入的气压不满足预设的要求时,控制模块的安全模块断开,同时可使得灯光示警模块输出相应的信号。
13.气体出气延时控制:在激光的运行过程中,需要气体保护加工头和焊缝质量,而如果出气操作和激光发射操作同时进行,由于控制电路的原因,则往往会出现延时不匹配的情况,激光在出气还不足够的情况下出射,将导致不在预期范围内的损害,因此,需要在激光出射之前先执行一段时间的出气延时,再出射激光。优选的为,当激光器准备就绪后,用户按下扳机开关按钮,是先进行一段时间t1的出气延时,然后再发生激光。
14.气体关气延时:在关闭激光输出时,由于加工头位置还存在大量的热量,此时若直接关闭气体的流动则可能导致不被期望的损害,因此,在激光输出结束后还需要一段时间的气体输出,优选的,用户松开扳机按钮时,先断开激光输出,再执行一段时间t1的关气延时,此时间内气体将继续输出。
15.按下焊接头上的扳机触发器1将打开保护气体。保护气体将继续保持0.5秒(气体延时时间可通过“出气延时”参数进行配置)后激光启动。激光发射的前提条件是满足所有安全互锁控制条件和设定的气体出气延时结束后的情况下启动。焊接过程中,操作人员必须持续保持开关按压,以保持激光发射。释放触发器或安全互锁回路失效时将停止激光发射。
16.优选的,气体的出气延时参数和关气延时参数时可调整和控制的,通常需要一段时间的t1和t1,具体可通过显示操作屏幕或远程控制系统设置。
17.通常,在不同的激光加工模式下,具有不同的出气延时和关气延时需求。通常的焊接模式包括如下模式:a、连续模式;b、调制模式;c、脉冲模式;d、线阵模式;e、定时模式,与此对应的,出气延时时间和关气延时时间也分为对应的5种模式,每种模式具有对应的t1和t1的模式组合,将对应的5种t1和t1的模式组合存入存储器中,当激光器选择对应的模式输出时,分别调取对应的模式所对应的t1和t1及相关气体输出参数,然后执行相关的出气延时和关气延时操作。
18.工件接触保护模块,在设备后面板上留有工件安全保护装置的接口,优选红色接线柱,在打开激光之前,必须将工件安全夹电缆连接到具有接地保护装置的工件上,当手持焊接头喷嘴放置于工件上时,建立电连接,将导通工件安全保护回路,激光进入就绪状态。只有在工件安全保护回路有效时,始终保持手持焊接头喷嘴与工件电连接时才能发射激光。如果操作员将喷嘴从加工工件上移开,这个工件安全保护回路将断开,控制模块的安全模块断开,同时也可使得灯光示警模块输出相应的信号。
19.即使在保持焊接头喷嘴与工件电连接的情况下,依然会存在偶然的危害激光出射,这是因为焊接头喷嘴其可导电部分面积较大,喷头的四周均可以和工件形成电连接,因此导致了有些时候,焊接头的喷嘴未处于标准的角度或是位置时,依然能建立焊接头与工件的电连接,因此会导致危害激光的出射,为了解决这个技术问题,优选的在喷嘴结构的(至少部分)下部区域喷涂耐高温不导电涂层,以避免喷嘴在不标准的姿势下与工件的电连接。
20.而为了更进一步的防止危害光的出射,将喷嘴分为上部的第一区域和下部的第二
区域,第一区域和第二区域之间具有分界线,在分界线下部的第二区域喷涂耐高温绝缘涂层,以避免不适当的区域与工件接触时所导致的通电情况。对于分界线的设定而言,可以设定分界线与喷嘴的轴线垂直的,即分界线围绕成的平面垂直于喷嘴的出射光轴。而通常情况,喷嘴的出射面并非垂直于光轴的平面,要么为有缺口的锥形,要么为倾斜出射口等等,此时若采用垂直面分界线,则会导致其一侧产生不期望的导电的可能性增大,在一些实施例下,分界线非常规的垂直于光轴的垂直线,分界线而是适应喷嘴出射口的出射表面的,优选的可以设为倾斜直线或是曲线。在一些实施例下,光轴垂直面为垂直于焊接头喷嘴光轴的平面,在非平面焊接或是内角焊接时,焊接头喷嘴出射口的出射表面为与光轴垂直面具有预定角度夹角的倾斜平面,预定角度夹角的范围为10
‑
80度,而分界线/分界面平行于焊接头喷嘴出射口的出射表面,基于此,可以降低其一侧产生不期望的导电的可能性。在一些实施例下,喷嘴出射口的出射表面不是平面,分界线也对应设置为曲线。
21.为了使得操作者更直观的感受到是工件接触保护模块的作用使得安全模块断开同时为了更好的保护焊接头装置,优选的,当工件接触保护模块的作用而使得工件安全保护回路断开时,若用户按下扳机按钮,此时仅允许打开辅助气体气阀,允许气流通过焊接头喷嘴,不会允许发射激光。发明人意识到,通常意外关断时,辅助气体也会随设备一同意外关闭,但这样可能会导致不可预料的损害,因此,为了保护意外关断造成的损害,当在激光器出射过程中,工件安全保护回路若突然断开,辅助气体将执行关气延时操作,与其他的安全保护装置导致的安全模块断开相似,不论扳机按钮是否被按下。通常扳机按下导致的气体流动是不被计入关气延时的,因为他们分别由不同的控制回路控制,即关气延时的控制回路和扳机按下的气体流动是由不同的控制逻辑控制,但这样可能导致某些情况下的气体浪费。优选的,在这种情况下,扳机按钮被按下时产生的气体流动时间,可以被计入到关气延时的总时间中,即预设扳机按钮断开后的关气延时t1,安全模块断开后扳机按钮按下导致的气体流动时间t2,此后扳机按钮的断开后的气体输出时间t3.若t2<t1,则t1=t2 t3,若t2大于等于t1,则t3=0。
22.本发明提供了一种便携式激光焊接装置安全系统。具备以下有益效果:通过设计辅助气体保护模块来保护焊接头和焊缝;工件接触保护模块防止意外的光伤害;设计标准模式的出气参数以及延时出气等,解决了风冷便携式激光器加工头和焊缝的保护,实现整个加工装置的安全运行。发明人构建了良好的气体输出的逻辑,在稳定的保护激光器的前提下降低气体的浪费,使得保护气体的续航时间增长,减少操作劳累度。在喷嘴的下部设置耐热不导电涂层,防止意外有害光的出射。
附图说明
23.为了更清楚地说明本发明或现有技术中的技术方案,下面将对现有技术描述中所需要使用的附图作简单地介绍。
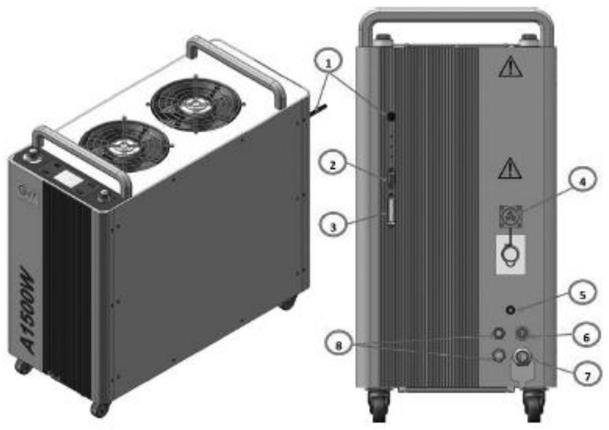
24.图1本发明的一体化焊接激光器装置结构侧面示意图;
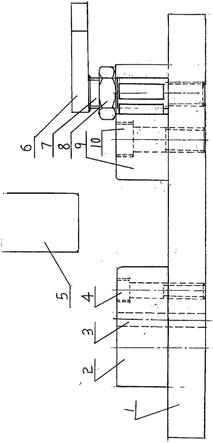
25.图2本发明的焊接头示意图;
26.图3为激光加工装置的部分连接结构示意图;
27.图4为激光加工装置的工件接触保护模块的连接柱示意图;
28.图5为激光加工装置喷嘴的不导电涂层示意图;
29.图6为激光加工装置喷嘴区域设置不导电涂层的分界线的示意图;
具体实施方式
30.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述。
31.本技术是针对一体化便携式焊接激光加工装置开发,激光加工装置包括控制和保护安全系统、输出焊接装置、制冷温控系统、光纤激光器,输出光缆,显示操作屏幕,控制按钮,机箱等装置,具体的散热装置采用一体化的风冷散热系统,使得装置的小型化。
32.光纤激光器温控系统包括变频压缩机、热力膨胀阀、冷凝器、半导体激光器、蒸发器,风机等组成。
33.一种便携式激光加工装置,包括一个激光安全系统,其包括控制模块,辅助气体保护模块,工件接触保护模块,用于保护激光器的安全运行和意外伤害的产生。
34.优选的,所述控制模块包括控制电路与控制系统软件,控制模块可以包括安全模块,安全模块根据保护模块反馈的信号决定对安全模块的回路进行断开或是闭合,当安全模块的回路断开时,激光器被设定为不能够输出激光。优选的,安全模块可以为安全电路,优选的可以为安全互锁电路。
35.辅助气体保护模块:由于装置为小型便携式激光焊接系统,采用一体化的风冷温控系统进行散热,同时为了保护焊缝的质量,需要接入辅助气体,允许气流通过输出头/加工头喷嘴。辅助气体采用外部气管输入焊接头,气管外部采用自卷式编制网进行防护。辅助气体优选的可以采用氩气、氮气、氩气 二氧化碳混合气体的一种或多种。输入气体的压力需满足特定范围,优选的可以采用0.2bar
‑
6bar的气体压力。
36.优选的辅助气体保护模块还包括一个气压检测装置,向控制模块输入第一检测信号,控制模块根据输入的第一检测信号,控制安全模块的通断和/或灯光示警模块的运行,当输入的气压不满足预设的要求时,控制模块的安全模块断开,同时可使得灯光示警模块输出相应的信号。
37.气体出气延时控制:在激光的运行过程中,需要气体保护加工头和焊缝质量,而如果出气操作和激光发射操作同时进行,由于控制电路的原因,则往往会出现不匹配的情况,激光在出气还不足够的情况下出射,将导致不在预期范围内的损害,因此,需要在激光出射之前先执行一段时间的出气延时,再出射激光。优选的为,当激光器准备就绪后,用户按下扳机,是先进行一段时间t1的出气延时,然后再发生激光。
38.气体关气延时:在关闭激光输出时,由于加工头位置还存在大量的热量,此时若直接关闭气体的流动则可能导致不被期望的损害,因此,在激光输出结束后还需要一段时间的气体输出,优选的,用户松开扳机按钮时,先断开激光输出,再执行一段时间t1的关气延时,此时间内气体将继续输出。
39.按下焊接头上的扳机触发器1将打开保护气体。保护气体将继续保持0.5秒(气体延时时间可通过“出气延时”参数进行配置)后激光启动。激光发射的前提条件是满足所有安全互锁控制条件和设定的气体出气延时结束后的情况下启动。焊接过程中,操作人员必须持续保持开关按压,以保持激光发射。释放触发器或安全互锁回路失效时将停止激光发射。
40.优选的,气体的出气延时参数和关气延时参数时可调整和控制的,通常需要一定时间的t1和t1。
41.通常,在不同的激光加工模式下,具有不同的出气延时和关气延时需求。通常的焊接模式包括如下模式:a、连续模式;b、调制模式;c、脉冲模式;d、线阵模式;e、定时模式,与此对应的,出气延时时间和关气延时时间也分别设定为对应的5种模式,每种模式具有对应的t1和t1的模式组合,将对应的5种t1和t1的模式组合存入存储器中,当激光器选择对应的模式输出时,分别调取对应的模式所对应的t1和t1及相关气体输出参数,然后执行相关的出气延时和关气延时操作。
42.工件接触保护模块,在设备后面板上留有工件安全保护装置的接口,优选红色接线柱,在打开激光之前,必须将工件安全夹电缆连接到接地保护装置和工件上,当手持焊接头喷嘴放置于工件上时,将建立电连接,导通工件安全保护回路,激光进入就绪状态。只有在工件安全保护回路有效时,始终保持手持焊接头喷嘴与工件电连接时才能发射激光。如果操作员将喷嘴从加工工件上移开,这个工件安全保护回路将断开,控制模块的安全模块断开,同时也可使得灯光示警模块输出相应的信号。
43.发明人意识到,即使在保持焊接头喷嘴与工件电连接的情况下,依然会存在偶然的危害激光出射,这是因为焊接头喷嘴其可导电部分面积较大,喷头的四周均可以和工件形成电连接,因此导致了有些时候,焊接头的喷嘴未处于标准的角度或是位置时,依然能建立焊接头与工件的电连接,因此会导致危害激光的出射,为了解决这个技术问题,优选的在喷嘴结构的下部区域喷涂耐高温不导电涂层,以避免喷嘴在不标准的姿势下与工件的电连接。
44.而为了更进一步的防止危害光的出射,将喷嘴分为上部的第一区域和下部的第二区域,第一区域和第二区域之间具有分界线,如图6所示,在分界线下部的第二区域喷涂耐高温绝缘涂层,以避免不适当的区域与工件接触时所导致的通电情况。对于分界线的设定而言,可以设定分界线与喷嘴的轴线垂直的,即分界线围绕成的平面垂直于喷嘴的出射光轴。而通常情况,喷嘴的出射面并非垂直于光轴的平面,要么如图5所示的有缺口的锥形,要么是如图6所示的倾斜出射口等等,此时若采用如图6左侧图所示的分界线,则会导致其一侧产生不期望的导电的可能性增大,在一些实施例下,分界线非常规的垂直于光轴的垂直线,分界线而是适应喷嘴出射口的出射表面的,优选的可以设为倾斜直线或是曲线。在一些实施例下,光轴垂直面为垂直于焊接头喷嘴光轴的平面,在非平面焊接或是内角焊接时,焊接头喷嘴出射口的出射表面为与光轴垂直面具有预定角度夹角的倾斜平面,预定角度夹角的范围为10
‑
80度,而分界线/分界面平行于焊接头喷嘴出射口的出射表面(如图6右侧所示),基于此,可以降低其一侧产生不期望的导电的可能性。在一些实施例下,喷嘴出射口的出射表面不是平面,分界线也对应设置为曲线。
45.为了使得操作者更直观的感受到是工件接触保护模块的作用使得安全模块断开同时为了更好的保护焊接头装置,优选的,当工件接触保护模块的作用而使得工件安全保护回路断开时,若用户按下扳机按钮,此时仅允许打开辅助气体气阀,允许气流通过焊接头喷嘴,不会允许发射激光。发明人意识到,通常意外关断时,辅助气体也会随设备一同意外关闭,但这样可能会导致不可预料的损害,因此,为了保护意外关断造成的损害,当在激光器出射过程中,工件安全保护回路若突然断开,辅助气体将执行关气延时操作,与其他的安
全保护装置导致的安全模块断开相似,不论扳机按钮是否被按下。通常扳机按下导致的气体流动是不被计入关气延时的,因为他们分别由不同的控制回路控制,即关气延时的控制回路和扳机按下的气体流动是由不同的控制逻辑控制,但这样可能导致某些情况下的气体浪费。优选的,在这种情况下,扳机按钮被按下时产生的气体流动时间,可以被计入到关气延时的总时间中,即预设扳机按钮断开后的关气延时t1,安全模块断开后扳机按钮按下导致的气体流动时间t2,此后扳机按钮的断开后的气体输出时间t3.若t2<t1,则t1=t2 t3,若t2大于等于t1,则t3=0。
46.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。