1.本发明涉及酒盒生产线技术领域,尤其是涉及一种用于酒盒辅料的自动组装装置。
背景技术:
2.酒盒包装对酒的销售起到非常重要的作用,特别是其吸引消费者,增加产品附加值,满足消费者精神需求,巩固品牌与企业形象的作用,越来越为人们所认识。目前的酒盒为了保证酒瓶在酒盒盒体内部不会颠簸破裂,通常会在酒盒盒体的底部加装柔性的酒盒底座来固定酒瓶、对应在酒盒盒体的开口处加装固定酒盒的端盖以及在酒盒的开口处装设封口条,而传统的酒盒底座组装工序中人工参与程度高,存在耗时时间长以及成品一致性差等问题,难以满足大规模的量化生产要求,因此有必要予以改进。
技术实现要素:
3.针对现有技术存在的不足,本发明的目的是提供一种用于酒盒辅料的自动组装装置,实现了对酒盒多种辅料同时自动化上料和组装,大大地提高了酒盒组装生产线的生产效率,缩短了酒盒的生产周期,保证批量生产的酒盒一致性高。
4.为了实现上述目的,本发明所采用的技术方案是:一种用于酒盒辅料的自动组装装置,其特征在于:包括底座供料装置、端盖供料装置以及封口条供料装置,底座供料装置、端盖供料装置以及封口条供料装置前后顺次拼接形成一酒盒组装生产线,还包括沿着酒盒组装生产线的组装方向延伸设置的盒体供料装置,盒体供料装置设置有上料机座以及架设于上料机座上方并用于将上一工序的酒盒盒体转送至下一工序的转料机械手,底座供料装置用于提供酒盒底座并将酒盒底座组装至上料机座的酒盒盒体的底部,端盖供料装置用于提供酒盒端盖并将酒盒端盖组装到酒盒盒体的开口处,封口条供料装置用于提供封口条并将其组装到酒盒盒体开口处。
5.具体地,所述底座供料装置包括第一基座、设置于第一基座并用于堆叠酒盒底座的储料机构、设置于储料机构一侧的进仓推料机构以及设置于储料机构另一侧的出仓推料机构,进仓推料机构设置有进仓推料座、用于驱动进仓推料座横移送料的横移驱动装置以及安装于进仓推料座的进仓推料气缸,出仓推料机构用于将酒盒底座从储料机构推至进仓推料座,进仓推料气缸用于将位于进仓推料座处的酒盒底座推入外界的酒盒盒体的内腔内。
6.具体地,所进仓推料座的上方设置有推料导引机构,推料导引机构包括架设于第一基座的导引安装座、安装于导引安装座的导引气缸以及设置于进仓推料座上方并驱动连接于导引气缸的延长导引板。
7.具体地,所述第一基座还设置有用于定位酒盒盒体的盒体定位机构,盒体定位机构包括架设于第一基座的盒体定位座、设置于盒体定位座的盒体定位气缸以及驱动连接于盒体定位气缸的限位夹钳;
8.所述限位夹钳的左右两侧分别倾斜安装有一延长挡料杆,在盒体定位气缸驱动限位夹钳下移以卡紧限位酒盒盒体时,两个延长挡料杆分别位于酒盒盒体的开口两侧。
9.具体地,所述端盖供料装置包括第二基座、设置于第二基座并用于堆叠酒盒端盖的端盖储料机构、设置于端盖储料机构一侧的端盖出料机构、设置于端盖储料机构另一侧的涂胶机构以及滑动安装于第二基座的端盖转料机械手,端盖出料机构用于将端盖储料机构内的酒盒端盖推至或拨动至涂胶机构内涂胶,端盖转料机械手用于将沾胶后的酒盒端盖移送并粘附至外界酒盒盒体的开口处。
10.具体地,所述端盖转料机械手包括用于取料组件、用于驱动取料组件平移上下料的平移模组以及用于下压酒盒端盖或者驱动取料组件下压酒盒端盖的下压气缸,
11.所述取料组件包括驱动连接于平移模组的移料座以及多个前后和/或左对称安装于移料座的真空吸盘,下压气缸驱动连接于移料座,
12.所述端盖转料机械手还包括安装于取料组件的端部的下压头,在取料组件取料时,下压气缸驱动下压头将酒盒端盖的前端面压紧在涂胶机构处。
13.具体地,所述封口条供料装置包括第三基座、设置于第三基座并用于堆叠封口条的封口条储料机构、设置于封口条储料机构一侧的封口条出料机构、设置于封口条储料机构另一侧的封口条涂胶机构以及滑动安装于第三基座的取料贴装机构,取料贴装机构用于将沾胶后的封口条移送并粘附至外界酒盒盒体的开口处。
14.具体地,所述取料贴装机构包括贴装基座、固定安装于贴装基座中部的定位吸料臂、至少两个分别转动安装于贴装基座左右两侧的翻折摆臂、以及一摆臂驱动源,定位吸料臂的端部设置有定位板,各个翻折摆臂的端部分别安装有折弯板,定位板和/或折弯板安装有真空吸料组件,在贴装时,真空吸料组件吸附封口条,定位板抵顶在封口条的中部,摆臂驱动源经由两个翻折摆臂驱动对应的折弯板分别折弯封口条两侧以使封口条贴附在外界的酒盒盒体。
15.具体地,所述取料贴装机构还包括机芯基座和平移模组,所述贴装组件滑动安装于该机芯基座,所述平移模组用于驱动贴装组件相对机芯基座滑动取料或者下料贴装;
16.所述取料贴装机构还包括有用于夹持外界酒盒盒体的酒盒夹持机构,酒盒夹持机构包括安装于机芯基座的第三夹持安装座、安装于第三夹持安装座的第三夹持气缸以及驱动连接于第三夹持气缸的第二夹持定位钳。
17.具体地,所述盒体供料装置包括至少四个盒体转料机构,盒体转料机构用于完成上一工序的盒体转移到下一工序,各个盒体转料机构包括上料机座、设置于上料机座一侧的盒体上料机构、设置于上料机座另一侧的组装工作台以及用于将盒体上料机构内的酒盒盒体移送至组装工作台的转料机械手。
18.采用上述结构后,本发明和现有技术相比所具有的优点是:
19.本发明实现了酒盒各种辅料(酒盒底座、酒盒端盖以及封口条)以及酒盒盒体全自动化上料和组装,大大地提高了酒盒组装生产线的生产效率,缩短了酒盒的生产周期,保证批量生产的酒盒一致性高。
附图说明
20.下面结合附图和实施例对本发明进一步说明。
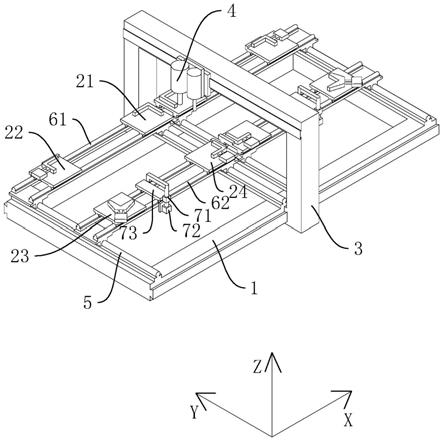
21.图1是本发明的结构示意图;
22.图2是底座供料装置的结构示意图;
23.图3是底座供料装置的另一视角的结构示意图;
24.图4是储料机构以及出仓推料机构的结构示意图;
25.图5是进仓推料机构的结构示意图;
26.图6是盒体定位机构的结构示意图;
27.图7是端盖供料装置的结构示意图;
28.图8是端盖转料机械手、涂胶机构以及端盖出料机构的结构示意图;
29.图9是图8中a处的结构放大示意图;
30.图10是端盖储料机构以及端盖出料机构的结构示意图;
31.图11是封口条供料装置的结构示意图;
32.图12是封口条供料装置的局部结构示意图;
33.图13是封口条供料装置的另一局部结构示意图;
34.图14是取料贴装机构的结构示意图;
35.图15是取料贴装机构初始状态的结构示意图;
36.图16是图5的另一视角的结构示意图;
37.图17是取料贴装机构另一状态的结构示意图。
具体实施方式
38.以下仅为本发明的较佳实施例,并不因此而限定本发明的保护范围。
39.如图1至17所示,本发明提供的一种用于酒盒辅料的自动组装装置,其包括底座供料装置8、端盖供料装置20以及封口条供料装置3,底座供料装置8端盖供料装置20以及封口条供料装置3前后顺次拼接形成一酒盒组装生产线,还包括沿着酒盒组装生产线的组装方向延伸设置的盒体供料装置7,盒体供料装置 7设置有上料机座70以及架设于上料机座70上方并用于将上一工序的酒盒盒体 02转送至下一工序的转料机械手。底座供料装置8用供酒盒底座01并将酒盒底座01组装至上料机座70的酒盒盒体02的底部,端盖供料装置20用于提供酒盒端盖03并将酒盒端盖03组装到酒盒盒体02的开口处,封口条供料装置用于提供封口条04并将其组装到酒盒盒体02开口处。
40.本发明实现了酒盒各种辅料(酒盒底座01、酒盒端盖04以及封口条04)以及酒盒盒体02全自动化上料和组装,大大地提高了酒盒组装生产线的生产效率,缩短了酒盒的生产周期,保证批量生产的酒盒一致性高。
41.其中,如图2至6所示,所述底座供料装置8括第一基座1、设置于第一基座1并用于堆叠酒盒底座01的底座储料机构2、设置于底座储料机构2一侧的进仓推料机构3以及设置于底座储料机构2另一侧的出仓推料机构4,进仓推料机构3设置有进仓推料座130、用于驱动进仓推料座130横移送料的横移驱动装置 131以及安装于进仓推料座130的进仓推料气缸132,出仓推料机构4用于将酒盒底座01从底座储料机构2推至进仓推料座130,进仓推料气缸132用于将位于进仓推料座130处的酒盒底座01推入外界的酒盒盒体02的内腔内。实际应用中,出仓推料机构4用于将酒盒底座01从底座储料机构2推至进仓推料座130,横移驱动装置131带动进仓推料座130抵顶着酒盒底座01移动至酒盒盒体的开口处,然后进仓推料气
缸132用于将位于进仓推料座130处的酒盒底座01推入外界的酒盒盒体02的内腔内。底座供料装置8现对酒盒底座01全自动出仓供料以及进仓组装,大幅度降低劳动强度,提高酒盒生产线的生产效率,并且其相对于人工组装方式,能保证酒盒底座01每次推入的深度一致,从而保证同批生产出来的酒盒一致性高。
42.优选的是,所进仓推料座130的上方设置有推料导引机构5,推料导引机构 5包括架设于第一基座1的导引安装座50、安装于导引安装座50的导引气缸51 以及设置于进仓推料座130上方并驱动连接于导引气缸51的延长导引板52。
43.优选的是,所述第一基座1还设置有用于定位酒盒盒体02的盒体定位机构6,盒体定位机构6包括架设于第一基座1的盒体定位座60、设置于盒体定位座60 的盒体定位气缸61以及驱动连接于盒体定位气缸61的限位夹钳62,在酒盒底座 01入仓时,盒体定位气缸61驱动限位夹钳62下移卡紧酒盒盒体02。所述限位夹钳62的左右两侧分别倾斜安装有一延长挡料杆63,在盒体定位气缸61驱动限位夹钳62下移以卡紧限位酒盒盒体02时,两个延长挡料杆63分别位于酒盒盒体02的开口两侧,从而保证酒盒底座01组装的准确性。
44.优选的是,所述底座储料机构2包括背靠座120以及对称安装于背靠座120 左右两侧的两个立式挡板21,两个立式挡板21均呈纵向延伸,并与背靠座120 围成一能够用于上下堆叠酒盒底座01的底座储料腔22,底座储料腔22的下部设置成开放式结构,以形成一供出仓推料机构4将酒盒底座01推出的出料通道,出料通道的前侧设置有储料护板23。其中,所述出仓推料机构4包括设置于出料通道一侧的出仓推料气缸40、驱动连接于出仓推料气缸40的出仓推料板41以及设置于出料通道另一侧的接料气缸42。这样的结构设计巧妙,其相对于采用机械手对酒盒底座01进行上下料,储料以及出料方便,设备生产成本更低。所述储料机构2还包括设置于底座储料腔22的上部或者中部的出料定位装置24,出料定位装置24包括架设于背靠座120的出料定位座240、安装于出料定位座240 的出料定位气缸241以及驱动连接于出料定位气缸241的出料定位块242,出料定位块242呈筒柱状,在出仓推料机构4推料时,出料定位气缸241驱动出料定位块242伸入出料通道内并抵顶位于上方的酒盒底座01。
45.优选的是,所述进仓推料机构3还包括架设于基座的横移固定座133、滑动安装于横移固定座133的横移滑座134、安装于横移滑座134的微调驱动座135 以及驱动微调驱动座135相对横移滑座134微调的微调驱动气缸136,所述进仓推料座130安装于该微调驱动座135,所述用于相对于横移固定座133滑动。实际应用,横移驱动装置131驱动横移滑座134滑动至指定位置,然后微调驱动气缸136驱动微调驱动座135调整位置,使进仓推料座130对准酒盒盒体02的开口处。
46.其中,如图7至10所示,所述端盖供料装置20包括第二基座200、设置于第二基座200并用于堆叠酒盒端盖03的端盖底座储料机构201、设置于端盖底座储料机构201一侧的端盖出料机构202、设置于端盖底座储料机构201另一侧的涂胶机构203以及滑动安装于第二基座200的端盖转料机械手204,端盖出料机构202用于将端盖底座储料机构201内的酒盒端盖03推至或拨动至涂胶机构203 内涂胶,端盖转料机械手204用于将沾胶后的酒盒端盖03移送并粘附至外界酒盒盒体的开口处。实际应用中,端盖出料机构202将端盖储料机构201内的酒盒端盖03推至涂胶机构203的位置处,涂胶结构203对酒盒端盖03的底面进行涂胶,然后端盖转料机械手204将沾胶后的酒盒端盖03移送至指定位置,使酒盒端盖03粘附至
外界酒盒盒体的开口处。端盖供料装置20实现了对酒盒端盖03 全自动供料、上胶以及组装工序,替代了传统的人工酒盒组装方式,提高酒盒量产效率,并且能够保持酒盒端盖03沾胶量以及贴合位置一致,从而保证批量生产的酒盒质量一致性高。
47.优选的是,所述端盖转料机械手204包括用于取料组件2040、用于驱动取料组件2040平移上下料的平移模组2041以及用于下压酒盒端盖03或者驱动取料组件2040下压酒盒端盖03的下压气缸2042,其中下压气缸2042可以是直接下压将酒盒端盖03压紧在涂胶机构203的位置处,也可以是通过驱动连接于取料组件2040,并在取料组件2040取料的同时间接下压酒盒端盖03,这样的结构设计能够保证酒盒端盖03沾胶量充足且酒盒端盖03各个位置的涂胶量均匀,从而保证酒盒批量生产的一致性。优选的,所述取料组件2040包括驱动连接于平移模组2041的移料座2043以及多个前后和/或左对称安装于移料座2043的真空吸盘2044,下压气缸2042驱动连接于移料座2043,
48.优选的是,所述端盖转料机械手204还包括安装于取料组件2040的端部的下压头2045,在取料组件2040取料时,下压气缸2042驱动下压头2045将酒盒端盖03的前端面压紧在涂胶机构203处。
49.所述端盖出料机构202包括滑动安装于第二基座200的推料头2020以及用于驱动推料头2020推料的推料驱动源2021,推料驱动源2021为丝杠螺母机构或者推料气缸。
50.具体地,所述基座对应涂胶机构203的位置处设置有感应开关,在推料头 2020滑动并触发该感应开关时,涂胶机构203向被推出的酒盒端盖03供胶、且端盖转料机械手204取走沾胶后的酒盒端盖03。
51.具体地,如图9所示,所述涂胶机构203包括设置于第二基座200下部的供胶座2030、设置于供胶座2030的供胶头2031以及连接于供胶座2030的供胶接头2032,供胶头2031显露伸出第二基座200,当端盖储料机构201内的酒盒端盖03被端盖出料机构202推到涂胶机构203处时,显露的供胶头2031自动在酒盒端盖03的底面涂上胶水,其结构设计巧妙,实用性高。
52.如图10所示,所述端盖储料机构201包括两个安装基座的出料导轨2010,两个出料导轨2010相对左右对称设置形成一出料通道2011,出料通道2011的两侧分别设置有立式挡板2012,立式挡板2012与出料通道2011围成一能够用于上下堆叠酒盒端盖03的端盖储料腔。这样的结构设计储料以及出料方便,设备生产成本更低。
53.其中,如图11
‑
图17所示,所述封口条供料装置3包括第三基座30、设置于第三基座30并用于堆叠封口条的封口条储料机构35、设置于封口条储料机构35 一侧的封口条出料机构36、设置于封口条储料机构35另一侧的封口条涂胶机构37以及滑动安装于第三基座30的取料贴装机构31,取料贴装机构31用于将沾胶后的封口条04移送并粘附至外界酒盒盒体02的开口处。实际应用中,封口条出料机构202将封口条储料机构201内的封口条04推至涂胶机构203的位置处,涂胶结构203对封口条04的底面进行涂胶,然后封口条转料机械手204将沾胶后的封口条04移送至指定位置,使封口条04粘附至外界酒盒盒体的开口处。封口条供料装置3实现了对封口条04全自动供料、上胶以及组装工序,替代了传统的人工酒盒组装方式,提高酒盒量产效率,并且能够保持封口条04沾胶量以及贴合位置一致,从而保证批量生产的酒盒质量一致性高。
54.进一步的技术方案中,所述取料贴装机构31包括贴装基座310、固定安装于贴装基
座310中部的定位吸料臂311、至少两个分别转动安装于贴装基座310左右两侧的翻折摆臂312、以及一摆臂驱动源313,定位吸料臂311的端部设置有定位板314,各个翻折摆臂312的端部分别安装有折弯板315,定位板314和/或折弯板315安装有真空吸料组件318,在贴装时,真空吸料组件318吸附封口条 04,定位板314抵顶在封口条04的中部,摆臂驱动源313经由两个翻折摆臂312 驱动对应的折弯板315分别折弯封口条04两侧以使封口条04贴附在外界的酒盒盒体02。实际应用中,真空吸料组件318吸附封口条04,定位板314抵顶在封口条04的中部,摆臂驱动源313经由两个翻折摆臂312驱动对应的折弯板315 分别折弯封口条04两侧,使封口条04贴附在外界的酒盒盒体。这样的结构设实现了封口条04全自动取料以及贴装工序,替代了传统的人工酒盒组装方式,提高酒盒量产效率,并且能够保持贴合封口条04的一致性,从而保证批量生产的酒盒质量一致性高。
55.优选地,所述取料贴装机构31还包括机芯基座32和平移模组34,所述贴装组件31滑动安装于该机芯基座32,所述平移模组34用于驱动贴装组件31相对机芯基座32滑动取料或者下料贴装,其中,平移模组34可以选用丝杠皮带传动机构,这样的结构设计移料平稳。
56.优选地,所述取料贴装机构31还包括有用于夹持外界酒盒盒体02的酒盒夹持机构33,酒盒夹持机构33包括安装于机芯基座32的第三夹持安装座330、安装于第三夹持安装座330的第三夹持气缸331以及驱动连接于第三夹持气缸331 的第二夹持定位钳332。
57.优选地,所述盒体供料装置7包括至少四个盒体转料机构700,盒体转料机构700用于完成上一工序的盒体转移到下一工序,各个盒体转料机构700包括上料机座70、设置于上料机座70一侧的盒体上料机构71、设置于上料机座70另一侧的组装工作台72以及用于将盒体上料机构71内的酒盒盒体02移送至组装工作台72的转料机械手73。
58.以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。