1.本实用新型属于管材结构件弯曲壁厚减薄控制技术领域,具体涉及一套减小弯曲管材结构件壁厚减薄的模具。
背景技术:
2.为了使管材结构适应多样性的布局,往往需要对管材结构件采用弯曲工艺,但是弯曲工艺其本身受力特征会导致管材结构件外侧壁厚发生减薄,在实际应用中该处容易引起结构件过早破坏,但是壁厚减薄在弯曲过程中是不可避免会发生的,因此如何减小弯曲导致的壁厚减薄成为生产中亟待解决的问题,为此我们提出一套减小弯曲管材结构件壁厚减薄的模具。
技术实现要素:
3.本实用新型的目的在于提供一套减小弯曲管材结构件壁厚减薄的模具,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一套减小弯曲管材结构件壁厚减薄的模具,包括上模、密封冲头与下模,所述上模由上模座、凸模和导套组成,所述凸模与导套均固定在上模座的端面,所述下模由下模座、凹模和导柱组成,所述凹模与导柱均固定在下模座的端面,所述密封冲头由导入段、密封区和末端段组成,所述导柱一端插入导套内部与上模相连接,所述凸模与凹模之间相互间歇配合连接,所述凸模与凹模表面均开设有型腔。
5.优选的,所述凸模和凹模所开设的型腔表面粗糙度为ra0.1
‑
ra0.8,所述型腔的横截面为弯弧形结构。
6.优选的,所述导入段的后端面与密封区的前端面相连,且所述的导入段后端面与密封区的前端面两者形状和大小相同并重合。
7.优选的,所述导入段后端面与前端截面的中间外轮廓呈一定锥度设置,所述导入段前端面的中心与导入段后端面的中心位于同一条直线上。
8.优选的,所述密封区后端面与密封区前端面形状大小一致,且密封区后端面与密封区前端面的中心在同一直线上。
9.优选的,所述导入段的外轮廓的锥度为5度,所述凹模的端面固定有限位块,所述限位块的横截面为矩形结构。
10.与现有技术相比,本实用新型的有益效果是:
11.(1)通过设计的上模与下模,两者通过合模作业对弯曲后的管材构件进行截面压缩,由于体积不可压缩及轴向应变为零的变形条件约束,管材壁厚在压缩过程中将发生增厚,从而使外侧壁厚增加,减轻弯曲导致的壁厚减薄通过设计的密封冲头,利用其对管材端部进行密封,以在管材内部施加了一定的液体压强,支撑管材截面压缩保证不发生起皱缺陷。
12.(2)通过设计的导套和导柱,两者相互组合使用确保模具以精准的定位进行,引导模具行程,通过设计的限位块,在合模过程中,实现截面压缩量的控制,进而达到控制壁厚增厚程度的目的。
附图说明
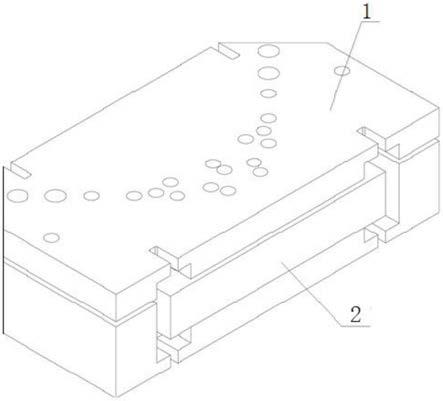
13.图1为本实用新型上模与下模的装配图;
14.图2为本实用新型上模结构示意图;
15.图3为本实用新型下模结构示意图;
16.图4为本实用新型密封冲头结构示意图;
17.图中:1、上模;2、下模;3、密封冲头;1
‑
1、上模座;1
‑
2、凸模;1
‑
3、导套;2
‑
1、下模座;2
‑
2、凹模;2
‑
3、导柱;2
‑
4、限位块;3
‑
1、导入段;3
‑
2、密封区;3
‑
3、末端段。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.实施例1
20.请参阅图1至图4,本实用新型提供一种技术方案:一套减小弯曲管材结构件壁厚减薄的模具,包括上模1、密封冲头3与下模2,通过设计的密封冲头3,利用其对管材端部进行密封,以在管材内部施加了一定的液体压强,支撑管材截面压缩保证不发生起皱缺陷,上模1由上模座1
‑
1、凸模1
‑
2和导套1
‑
3组成,凸模1
‑
2与导套1
‑
3均固定在上模座1
‑
1的端面,下模2由下模座2
‑
1、凹模2
‑
2和导柱2
‑
3组成,凹模2
‑
2与导柱2
‑
3均固定在下模座2
‑
1的端面,密封冲头3由导入段3
‑
1、密封区3
‑
2和末端段3
‑
3组成,通过设计的导套1
‑
3和导柱2
‑
3,两者相互组合使用确保模具以精准的定位进行,引导模具行程,导柱2
‑
3一端插入导套1
‑
3内部与上模1相连接,凸模1
‑
2与凹模2
‑
2之间相互间歇配合连接,凸模1
‑
2与凹模2
‑
2表面均开设有型腔,通过设计的上模1与下模2,两者通过合模作业对弯曲后的管材构件进行截面压缩,由于体积不可压缩及轴向应变为零的变形条件约束,管材壁厚在压缩过程中将发生增厚,从而使外侧壁厚增加,减轻弯曲导致的壁厚减薄。
21.本实施例中,优选的,凸模1
‑
2和凹模2
‑
2所开设的型腔表面粗糙度为ra0.1,型腔的横截面为弯弧形结构,导入段3
‑
1的后端面与密封区3
‑
2的前端面相连,且导入段3
‑
1后端面与密封区3
‑
2的前端面两者形状和大小相同并重合,导入段3
‑
1后端面与前端截面的中间外轮廓呈一定锥度设置,导入段3
‑
1前端面的中心与导入段3
‑
1后端面的中心位于同一条直线上,密封区3
‑
2后端面与密封区3
‑
2前端面形状大小一致,且密封区3
‑
2后端面与密封区3
‑
2前端面的中心在同一直线上,导入段3
‑
1的外轮廓的锥度为5度,凹模2
‑
2的端面固定有限位块2
‑
4,通过设计的限位块2
‑
4,在合模过程中,实现截面压缩量的控制,进而达到控制壁厚增厚程度的目的,限位块2
‑
4的横截面为矩形结构。
22.实施例2
23.请参阅图1至图4,本实用新型提供一种技术方案:一套减小弯曲管材结构件壁厚
减薄的模具,包括上模1、密封冲头3与下模2,通过设计的密封冲头3,利用其对管材端部进行密封,以在管材内部施加了一定的液体压强,支撑管材截面压缩保证不发生起皱缺陷,上模1由上模座1
‑
1、凸模1
‑
2和导套1
‑
3组成,凸模1
‑
2与导套1
‑
3均固定在上模座1
‑
1的端面,下模2由下模座2
‑
1、凹模2
‑
2和导柱2
‑
3组成,凹模2
‑
2与导柱2
‑
3均固定在下模座2
‑
1的端面,密封冲头3由导入段3
‑
1、密封区3
‑
2和末端段3
‑
3组成,通过设计的导套1
‑
3和导柱2
‑
3,两者相互组合使用确保模具以精准的定位进行,引导模具行程,导柱2
‑
3一端插入导套1
‑
3内部与上模1相连接,凸模1
‑
2与凹模2
‑
2之间相互间歇配合连接,凸模1
‑
2与凹模2
‑
2表面均开设有型腔,通过设计的上模1与下模2,两者通过合模作业对弯曲后的管材构件进行截面压缩,由于体积不可压缩及轴向应变为零的变形条件约束,管材壁厚在压缩过程中将发生增厚,从而使外侧壁厚增加,减轻弯曲导致的壁厚减薄。
24.本实施例中,优选的,凸模1
‑
2和凹模2
‑
2所开设的型腔表面粗糙度为ra0.45,型腔的横截面为弯弧形结构,导入段3
‑
1的后端面与密封区3
‑
2的前端面相连,且导入段3
‑
1后端面与密封区3
‑
2的前端面两者形状和大小相同并重合,导入段3
‑
1后端面与前端截面的中间外轮廓呈一定锥度设置,导入段3
‑
1前端面的中心与导入段3
‑
1后端面的中心位于同一条直线上,密封区3
‑
2后端面与密封区3
‑
2前端面形状大小一致,且密封区3
‑
2后端面与密封区3
‑
2前端面的中心在同一直线上,导入段3
‑
1的外轮廓的锥度为5度,凹模2
‑
2的端面固定有限位块2
‑
4,通过设计的限位块2
‑
4,在合模过程中,实现截面压缩量的控制,进而达到控制壁厚增厚程度的目的,限位块2
‑
4的横截面为矩形结构。
25.实施例3
26.请参阅图1至图4,本实用新型提供一种技术方案:一套减小弯曲管材结构件壁厚减薄的模具,包括上模1、密封冲头3与下模2,通过设计的密封冲头3,利用其对管材端部进行密封,以在管材内部施加了一定的液体压强,支撑管材截面压缩保证不发生起皱缺陷,上模1由上模座1
‑
1、凸模1
‑
2和导套1
‑
3组成,凸模1
‑
2与导套1
‑
3均固定在上模座1
‑
1的端面,下模2由下模座2
‑
1、凹模2
‑
2和导柱2
‑
3组成,凹模2
‑
2与导柱2
‑
3均固定在下模座2
‑
1的端面,密封冲头3由导入段3
‑
1、密封区3
‑
2和末端段3
‑
3组成,通过设计的导套1
‑
3和导柱2
‑
3,两者相互组合使用确保模具以精准的定位进行,引导模具行程,导柱2
‑
3一端插入导套1
‑
3内部与上模1相连接,凸模1
‑
2与凹模2
‑
2之间相互间歇配合连接,凸模1
‑
2与凹模2
‑
2表面均开设有型腔,通过设计的上模1与下模2,两者通过合模作业对弯曲后的管材构件进行截面压缩,由于体积不可压缩及轴向应变为零的变形条件约束,管材壁厚在压缩过程中将发生增厚,从而使外侧壁厚增加,减轻弯曲导致的壁厚减薄。
27.本实施例中,优选的,凸模1
‑
2和凹模2
‑
2所开设的型腔表面粗糙度为ra0.8,型腔的横截面为弯弧形结构,导入段3
‑
1的后端面与密封区3
‑
2的前端面相连,且导入段3
‑
1后端面与密封区3
‑
2的前端面两者形状和大小相同并重合,导入段3
‑
1后端面与前端截面的中间外轮廓呈一定锥度设置,导入段3
‑
1前端面的中心与导入段3
‑
1后端面的中心位于同一条直线上,密封区3
‑
2后端面与密封区3
‑
2前端面形状大小一致,且密封区3
‑
2后端面与密封区3
‑
2前端面的中心在同一直线上,导入段3
‑
1的外轮廓的锥度为5度,凹模2
‑
2的端面固定有限位块2
‑
4,通过设计的限位块2
‑
4,在合模过程中,实现截面压缩量的控制,进而达到控制壁厚增厚程度的目的,限位块2
‑
4的横截面为矩形结构。
28.本实用新型的工作原理及使用流程:凹模2
‑
2通过下模座2
‑
1固定在压力机工作台
上,凸模1
‑
2通过上模1座1
‑
1固定在活动滑块上,能通过滑块的运动实现合模和开模动作,将弯曲后获得的管材结构件放置于凹模2
‑
2型腔中,凸模1
‑
2在压力机的作用下合模,合模至一定距离,使模具内部型腔与管材结构件完全贴合,该阶段管材截面不发生压缩。然后利用油缸使密封冲头3对管材端部进行密封,在液压站增压作用下,管材内部充入具有一定压强的液体,保证管材端部不发生泄露。接着凸模1
‑
2继续合模,对管材截面进行相应的周长压缩,其中,随着合模位移的增大,其内部液体压强随之增大,保证管材截面不发生起皱缺陷,最后,将管材内部液体压强卸载,密封冲头3退出,凸模1
‑
2开模,取出管材结构件,通过该实用新型的加工方式,能够有效减轻管材外侧壁厚由于弯曲导致的壁厚减薄缺陷。
29.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。