1.本发明属于智能制造技术领域,具体涉及一种自动校准精度的组装系统。
背景技术:
2.现有技术的加装系统往往为半自动化,即在机械设备的加装过程往往需要由工作人员参与部分的加装,自动化程度低,这样的组装方式工作量大、人力成本大,并且由于机械设备的质量和体积过大,容易导致安全事故的发生,因此安全性低,并且由于人工加装存在精度低,导致机械设备的故障率和成品率低,给工厂带来巨大的经济和口碑损害。
技术实现要素:
3.为了解决现有技术存在的自动化程度低、工作量大、人力成本大、安全性低以及加装精度低的问题,本发明目的在于提供一种自动校准精度的组装系统。
4.本发明所采用的技术方案为:
5.一种自动校准精度的组装系统,包括输送线、控制后台以及若干机械组装单元,控制后台分别与输送线和若干机械组装单元通信连接,若干机械组装单元均匀的靠近输送线设置,且每个机械组装单元抓取有机械部件,输送线的顶端面放置有机械主体,机械部件和机械主体组合构成机械设备。
6.进一步地,机械组装单元均包括机械组装设备和校准数据获取组件,每个机械组装设备分别与对应的校准数据获取组件和控制后台通信连接。
7.进一步地,输送线包括控制箱、输送履带以及若干组装固定托盘,输送履带上均匀设置有若干组装固定托盘,控制箱与控制后台通信连接。
8.进一步地,机械组装设备包括第一控制模块、第一通讯模块、设备底座、滑轨、支撑底座、机械臂、加装头组件、第一伺服电机组以及第二伺服电机组,第一控制模块分别与校准数据获取组件、第一通讯模块、加装头组件、第一伺服电机组以及第二伺服电机组通信连接,第一通讯模块与控制后台通信连接,设备底座、滑轨以及支撑底座依次固定连接,第一伺服电机组设置于滑轨处,第二伺服电机组设置于机械臂处,加装头组件设置于机械臂的末端,机械臂的首端与支撑底座固定连接。
9.进一步地,第一伺服电机组包括均与第一控制模块通信连接的滑轨伺服电机以及支撑伺服电机,滑轨伺服电机设置于设备底座与滑轨的连接处,支撑伺服电机设置于滑轨与支撑底座的连接处;
10.第二伺服电机组包括至少一个与第一控制模块通信连接的机械臂伺服电机,每个机械臂伺服电机一一对应的设置于机械臂的关节处;
11.加装头组件包括转换器、机械爪以及机械螺丝刀,转换器与机械臂的末端连接,且转换器的控制端与第一控制模块通信连接,机械爪和机械螺丝刀均设置于转换器的末端,且机械爪与转换器的连接处设置有驱动电机,驱动电机与第一控制模块通信连接,机械螺丝刀的控制端与第一控制模块通信连接。
12.进一步地,校准数据获取组件包括加装视觉模块、三维扫描模块以及第一传感器模块,加装视觉模块、三维扫描模块以及第一传感器模块均与对应的机械组装设备的第一控制模块通信连接。
13.进一步地,加装视觉模块包括识别摄像头、运动摄像头以及第一测距传感器,识别摄像头、运动摄像头以及第一测距传感器均与第一控制模块通信连接,且识别摄像头设置于机械组装设备面向输送线的一侧,运动摄像头和第一测距传感器均设置于加装头组件处;
14.三维扫描模块设置于设备底座的顶端面,且三维扫描模块面向输送线设置;
15.第一传感器模块包括温度传感器、烟雾传感器、角位移传感器、定位传感器以及若干第二测距传感器,温度传感器、烟雾传感器、角位移传感器、定位传感器以及若干第二测距传感器均与第一控制模块通信连接,若干第二测距传感器一一对应的设置于雕刻设备的四侧。
16.进一步地,控制箱包括第二控制模块、第二通讯模块以及履带伺服电机,第二控制模块分别与第二通讯模块和履带伺服电机通信连接,履带驱动电机的转动轴设置有输送履带。
17.进一步地,输送履带包括若干固定连接的v型履带块,相邻v型履带块之间设置有间隙,均匀设置的组装固定托盘设置于v型履带块的顶端面。
18.进一步地,组装固定托盘包括托盘底座、托盘、第一固定卡槽以及第二固定卡槽,托盘底座设置于v型履带块的顶端面,托盘设置于托盘底座的顶端面,第一固定卡槽设置于托盘顶端面的前后两边,相对设置的第一固定卡槽之间设置有第一螺旋导轨,第一螺旋导轨设置有第一固定杆,第二固定卡槽设置于托盘顶端面的左右两边,相对设置的第二固定卡槽之间设置有第二螺旋导轨,第二螺旋导轨设置有第二固定杆。
19.本发明的有益效果为:
20.本发明提供一种自动化程度高的自动校准精度的组装系统,采用机械组装设备、输送线以及控制后台的相互配合自动控制,提高了加装系统的自动化程度,避免了工作人员的参与,减少了工作量和人力成本投入,避免了安全事故的发生,同时采用校准数据获取组件和机械组装设备进行加装精度的自动校准,提高了机械设备的品质,降低了加装过程中的故障因素。
21.本发明的其他有益效果将在具体实施方式中进一步进行说明。
附图说明
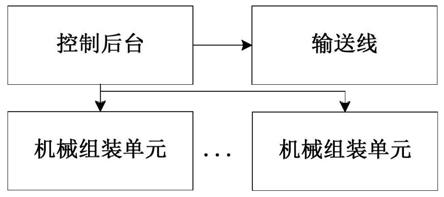
22.图1是本发明中自动校准精度的组装系统结构框图。
23.图2是自动校准精度的组装系统结构示意图。
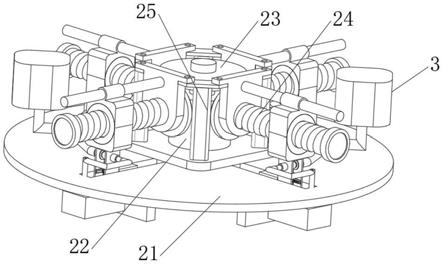
24.图3是机械组装设备结构示意图。
25.图4是加装头组件结构示意图。
26.图5是组装固定托盘结构示意俯视图。
27.图中,1、机械组装设备;11、设备底座;12、滑轨;13、支撑底座;14、机械臂;15、加装头组件;151、转换器;152、机械爪;153、机械螺丝刀;16、第一伺服电机组;17、第二伺服电机组;21、识别摄像头;22、运动摄像头;23、第一测距传感器;24、三维扫描模块;25、第二测距
传感器;3、输送线;31、控制箱;32、输送履带;321、v型履带块;33、组装固定托盘;331、托盘底座;332、托盘;333、第一固定卡槽;334、第二固定卡槽。
具体实施方式
28.下面结合附图及具体实施例对本发明做进一步阐释。
29.实施例1:
30.本实施例提供如图1和图2共同所示,本实施例提供一种自动校准精度的组装系统,包括输送线3、控制后台以及若干机械组装单元,控制后台分别与输送线3和若干机械组装单元通信连接,若干机械组装单元均匀的靠近输送线3设置,且每个机械组装单元抓取有机械部件,输送线3的顶端面放置有机械主体,机械部件和机械主体组合构成机械设备;
31.机械组装单元接收控制后台的控制信号将抓取的机械部件组装至设置于输送线3上的机械主体处,并实时采集机械部件的姿态信息进行组装精度的自动校准,实时调整机械组装单元中设备的姿态,输送线3固定和输送机械主体至机械组装单元进行机械部件的加装工作,并实时调整机械主体的姿态,控制后台向机械组装单元和输送线3发送控制信号,并采集机械组装单元和输送线3的工作信息。
32.作为优选,如图3所示,机械组装单元均包括机械组装设备1和校准数据获取组件,每个机械组装设备1分别与对应的校准数据获取组件和控制后台通信连接;
33.机械组装设备1抓取机械部件,将机械部件组装至组装固定托盘33上固定的机械主体,并根据校准数据获取组件发送的姿态信息进行自动校准,实时调整机械组装设备1的姿态,校准数据获取组件采集机械组装设备1的姿态信息和组装固定托盘33的姿态信息,并将姿态信息发送至机械组装设备1。
34.作为优选,输送线3包括控制箱31、输送履带32以及若干组装固定托盘33,输送履带32上均匀设置有若干组装固定托盘33,控制箱31与控制后台通信连接;
35.输送履带32将设置的组装固定托盘33输送至机械组装单元进行机械部件和机械主体的组装操作,控制箱31接收控制后台的控制信号启动输送履带32组装固定托盘33固定机械主体。
36.作为优选,机械组装设备1包括第一控制模块、第一通讯模块、设备底座11、滑轨12、支撑底座13、机械臂14、加装头组件15、第一伺服电机组16以及第二伺服电机组17,第一控制模块分别与校准数据获取组件、第一通讯模块、加装头组件15、第一伺服电机组16以及第二伺服电机组17通信连接,第一通讯模块与控制后台通信连接,设备底座11、滑轨12以及支撑底座13依次固定连接,第一伺服电机组16设置于滑轨12处,第二伺服电机组17设置于机械臂14处,加装头组件15设置于机械臂14的末端,机械臂14的首端与支撑底座13固定连接;第一伺服电机组16驱动设备底座11、滑轨12以及支撑底座13之间的相互位移,控制机械组装设备1与输送线3的相对距离,第二伺服电机组17驱动机械臂14在x
‑
y
‑
z的三维坐标的位移,第一控制模块控制第一通讯模块、机械臂14、加装头组件15、第一伺服电机组16以及第二伺服电机组17,加装头组件15抓取机械部件,第一通讯模块进行第一控制模块与控制后台的通信连接。
37.作为优选,第一伺服电机组16包括均与第一控制模块通信连接的滑轨伺服电机以及支撑伺服电机,滑轨伺服电机设置于设备底座11与滑轨12的连接处,支撑伺服电机设置
于滑轨12与支撑底座13的连接处;
38.第二伺服电机组17包括至少一个与第一控制模块通信连接的机械臂14伺服电机,每个机械臂14伺服电机一一对应的设置于机械臂14的关节处;
39.如图4所示,加装头组件15包括转换器151、机械爪152以及机械螺丝刀153,转换器151与机械臂14的末端连接,且转换器151的控制端与第一控制模块通信连接,机械爪152和机械螺丝刀153均设置于转换器151的末端,且机械爪152与转换器151的连接处设置有驱动电机,驱动电机与第一控制模块通信连接,机械螺丝刀153的控制端与第一控制模块通信连接。
40.作为优选,校准数据获取组件包括加装视觉模块、三维扫描模块24以及第一传感器模块,加装视觉模块、三维扫描模块24以及第一传感器模块均与对应的机械组装设备1的第一控制模块通信连接;加装视觉模块实时检测加装头组件15的机械部件和机械主体的相对位置,采集加装头组件15的位移情况,进行自动精度校准,实现准确的加装操作,三维扫描模块24采集机械主体的类型和位置,便于加装头组件15对机械部件的精准加装,第一传感器模块采集第一传感器模块的实时工作数据,便于发生故障时及时进行检修。
41.作为优选,加装视觉模块包括识别摄像头21、运动摄像头22以及第一测距传感器23,识别摄像头21、运动摄像头22以及第一测距传感器23均与第一控制模块通信连接,且识别摄像头21设置于机械组装设备1面向输送线3的一侧,运动摄像头22和第一测距传感器23均设置于加装头组件15处;识别摄像头21采集机械主体的类型,选择对应的机械部件进行加装,运动摄像头22和第一测距传感器23实时采集加装头组件15的位移数据,便于对加装的精度进行自动校准和机械臂14位移进行相应的调整。
42.三维扫描模块24设置于设备底座11的顶端面,且三维扫描模块24面向输送线3设置;三维扫描模块24扫描机械主体的加装程度和所需部件,便于机械组装设备1选择和抓取对应的机械部件进行加装。
43.第一传感器模块包括温度传感器、烟雾传感器、角位移传感器、定位传感器以及若干第二测距传感器25,温度传感器、烟雾传感器、角位移传感器、定位传感器以及若干第二测距传感器25均与第一控制模块通信连接,若干第二测距传感器25一一对应的设置于雕刻设备的四侧;温度传感器、烟雾传感器、角位移传感器以及定位传感器采集机械组装设备1的工作情况数据,便于对机械组装设备1进行故障监测,第二测距传感器25采集四周的人员移动数据,当发现有工作人员接近时停止当前机械组装设备1的工作,防止工作人员误入工作现场造成的安全事故。
44.作为优选,控制箱31包括第二控制模块、第二通讯模块以及履带伺服电机,第二控制模块分别与第二通讯模块和履带伺服电机通信连接,履带驱动电机的转动轴设置有输送履带32;第二控制模块控制第二通讯模块和履带伺服电机的工作,第二通讯模块实现第二控制模块与控制后台的通信,履带驱动电机带动输送履带32进行运转,实现将机械主体输送至机械组装设备1进行机械部件的加装。
45.作为优选,输送履带32包括若干固定连接的v型履带块321,相邻v型履带块321之间设置有间隙,均匀设置的组装固定托盘33设置于v型履带块321的顶端面,连续设置的v型履带块321便于输送履带32的弯道设置和组装固定托盘33的输送。
46.作为优选,如图5所示,组装固定托盘33包括托盘底座331、托盘332、第一固定卡槽
333以及第二固定卡槽334,托盘底座331设置于v型履带块321的顶端面,托盘332设置于托盘底座331的顶端面,第一固定卡槽333设置于托盘332顶端面的前后两边,相对设置的第一固定卡槽333之间设置有第一螺旋导轨,第一螺旋导轨设置有第一固定杆,第二固定卡槽334设置于托盘332顶端面的左右两边,相对设置的第二固定卡槽334之间设置有第二螺旋导轨,第二螺旋导轨设置有第二固定杆;第一固定卡槽333和第二固定卡槽334实现机械主体的固定,防止加装时机械主体的移动导致安全事故,托盘底座331用于将托盘332固定至当前的v型履带块321。
47.本发明提供一种自动化程度高的自动校准精度的组装系统,采用机械组装设备、输送线以及控制后台的相互配合自动控制,提高了加装系统的自动化程度,避免了工作人员的参与,减少了工作量和人力成本投入,避免了安全事故的发生,同时采用校准数据获取组件和机械组装设备进行加装精度的自动校准,提高了机械设备的品质,降低了加装过程中的故障因素。
48.本发明不局限于上述可选的实施方式,任何人在本发明的启示下都可得出其他各种形式的产品。上述具体实施方式不应理解成对本发明的保护范围的限制,本发明的保护范围应当以权利要求书中界定的为准,并且说明书可以用于解释权利要求书。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。