1.本发明涉及矩形弹簧生产设备技术领域,尤其涉及一种矩形弹簧成型设备。
背景技术:
2.矩形弹簧材料截面为矩形,非常适用于负载很高、而空间又非常有限的场合,符合高速压缩及超重负荷的需求。现有的以矩形钢丝为原料的矩形弹簧的成型设备,在矩形弹簧的成型制备时,通常采用挤压块对成型辊上的钢丝原料进行固定,此种方式,在成型辊的转动时挤压块与钢丝原料产生相对滑动摩擦,影响矩形弹簧的绕制成型;同时,对矩形弹簧初始绕制端固定作用力不均匀,由于钢丝的高弹性,容易使矩形弹簧由于受力不均在绕制后产生回弹形变。
技术实现要素:
3.针对上述技术的不足,本发明提出了一种矩形弹簧成型设备,其不仅减小了固定装置与钢丝原料的相对摩擦,且提高了对矩形弹簧的回弹抑制效果。
4.为了实现上述目的,本发明采用了如下技术方案:一种矩形弹簧成型设备,包括架体,所述架体一侧安装有驱动电机,所述驱动电机输出端同轴固定连接有驱动轴,所述驱动轴上同轴固定连接有成型辊,所述成型辊转动连接在架体内,且外周侧开设有螺旋成型槽,所述架体内设置有压紧机构,所述压紧机构包括压紧轮、螺旋压槽、张紧轮和传动齿带,所述压紧轮转动连接在压紧架内,所述压紧架沿竖直方向滑动连接在架体内,且与架体之间固定连接有压紧弹簧,所述压紧轮外周侧开设有螺旋压槽,所述螺旋压槽与螺旋成型槽关于成型辊和压紧轮接触面呈镜像设置,所述张紧轮转动连接在张紧架内,所述张紧架沿水平方向滑动连接在架体内,且与架体之间固定连接有张紧弹簧,所述压紧轮和张紧轮一端与驱动轴绕接有同一传动齿带。
5.优选地,所述架体内沿竖直方向开设有竖滑槽,其中压紧架滑动连接在竖滑槽内,所述压紧架呈门形,其中压紧弹簧固定连接压紧架顶部和竖滑槽内顶部,其中压紧轮两端均转动在压紧架两侧臂上,所述架体上螺纹连接调节螺栓,所述调节螺栓中部贯穿竖滑槽顶部,且底部转动连接在压紧架顶部内,方便调节压紧轮与成型辊的接触压力。
6.优选地,所述架体内沿水平方向开设有水平槽,其中张紧架滑动连接在水平槽内,所述张紧架呈门形且初始状态旋转90
°
,其中张紧弹簧固定连接张紧架顶部和水平槽内顶部,其中张紧轮两端均转动在张紧架两侧臂上,所述张紧弹簧弹性系数大于压紧弹簧弹性系数,张紧弹簧在压紧轮调节移动过程中,仍保持传动齿带的传动效果。
7.优选地,所述压紧轮、张紧轮和驱动轴一端上均同轴固定连接有传动齿轮,三个所述传动齿轮上绕接有同一传动齿带,其中传动齿带与压紧轮和成型辊交叉绕接,方便压紧轮和成型辊同步反向转动。
8.优选地,所述架体上还是设置有防回弹机构,所述防回弹机构包括内环架、外环架和转动辊,所述内环架同轴固定连接在成型辊远离驱动电机一端上,所述外环架与内环架
同轴设置,且同轴转动连接在架体远离驱动电机一侧上,所述外环架通过联动杆与驱动轴联动,其中联动杆贯穿转动连接在架体上,所述内环架外周侧和外环架外周侧均开设有多个抵槽,多个所述转动辊沿径向滑动连接在架体和成型辊上,且与多个抵槽一一对应,且初始状态位于抵槽内,通过挤压出抵槽的转动辊对矩形弹簧内外两侧均形成挤压效果,进一步防止矩形弹簧的回弹形变。
9.优选地,所述架体和成型辊上均开设有多个径向槽,所述转动辊滑动并转动连接在径向槽内,且与径向槽内底部之间固定连接有复位弹簧,在转动辊不工作时使其复位。
10.优选地,所述,抵槽呈梯形状,其中转动辊半径大于梯形高度,且梯形高度等于转动辊与待成型弹簧相邻一侧间距,方便转动辊被挤压出抵槽内。
11.优选地,所述内环架和外环架上均开设有多个弧形槽,多个所述弧形槽与多个抵槽一一对应,且连通在抵槽梯形腰边上,所述弧形槽内均转动连接有弧形板,所述弧形板与弧形槽内底部之间固定连接有封挡弹簧,弧形板随内环架和外环架转动伸出弧形槽,对抵槽形成封挡效果,避免在转动过程中转动辊再次落回抵槽内,造成转动辊对矩形弹簧挤压的不均匀。
12.与现有技术相比,本发明具备以下有益效果:1、本发明在加工矩形弹簧时,将钢丝原料插入成型辊的螺旋成型槽内,通过转动调节螺栓调节压紧轮上螺旋压槽与成型辊上的螺旋成型槽内的钢丝的接触压力,并通过驱动电机和传动齿带带动压紧轮和成型辊同步反向转动,螺旋压槽在成型辊转动过程中,对螺旋成型槽全程内的矩形弹簧绕制工作端始终保持挤压状态,极大提高了钢丝原料随成型辊转动绕制成矩形弹簧的牵引作用力,利于矩形弹簧绕制成型,且矩形弹簧绕制工作端全程受力,且无相对滑动摩擦,保证矩形弹簧的加工质量,防止矩形弹簧在绕制时由于受力不均导致的回弹形变。
13.2、本发明在驱动轴转动时,通过联动杆和成型辊带动外环架和内环架转动,外环架和内环架转动推动转动辊被挤压出抵槽,被挤压出的转动辊对矩形弹簧内外两侧均形成挤压效果,进一步防止矩形弹簧的回弹形变;同时,由于外环架和内环架转动产生的离心作用大于封挡弹簧对弧形板的弹力作用,弧形板伸出弧形槽并对抵槽形成封挡效果,避免在转动过程中转动辊再次落回抵槽内,保证多个转动辊对矩形弹簧挤压的均匀性,进一步避免矩形弹簧由于受力不均导致的回弹形变。
附图说明
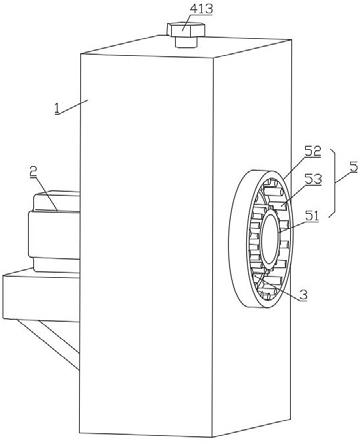
14.图1为本发明的结构示意图;图2为本发明的张紧轮和成型辊配合示意图;图3为本发明的压紧机构联动示意图;图4为本发明的防回弹机构部分示意图。
15.图中:1架体、2驱动电机、21驱动轴、3成型辊、31螺旋成型槽、4压紧机构、41压紧轮、411压紧架、412压紧弹簧、413调节螺栓、42螺旋压槽、43张紧轮、431张紧架、432张紧弹簧、44传动齿带、5防回弹机构、51内环架、511抵槽、52外环架、53转动辊、531复位弹簧。
具体实施方式
16.参照图1
‑
4,一种矩形弹簧成型设备,包括架体1,架体1一侧安装有驱动电机2,驱动电机2输出端同轴固定连接有驱动轴21,驱动轴21上同轴固定连接有成型辊3,成型辊3转动连接在架体1内,且外周侧开设有螺旋成型槽31,架体1内设置有压紧机构4,钢丝原料插入成型辊3的螺旋成型槽31内,随驱动电机2工作,通过驱动轴21带动成型辊3转动,在压紧机构4压紧钢丝端部时,完成矩形弹簧的绕制成型。
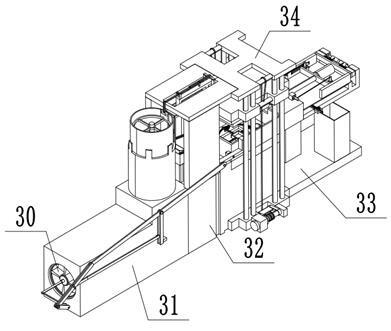
17.压紧机构4包括压紧轮41、螺旋压槽42、张紧轮43和传动齿带44,压紧轮41转动连接在压紧架411内,架体1内沿竖直方向开设有竖滑槽,其中压紧架411滑动连接在竖滑槽内,压紧架411呈门形,压紧架411与架体1之间固定连接有压紧弹簧412,其中压紧弹簧412固定连接压紧架411顶部和竖滑槽内顶部,其中压紧轮41两端均转动在压紧架411两侧臂上,架体1上螺纹连接调节螺栓413,调节螺栓413中部贯穿竖滑槽顶部,且底部转动连接在压紧架411顶部内,转动调节螺栓413,使压紧架411向下移动,并压缩压紧弹簧412,压紧架411带动压紧轮41压靠在成型辊3上,方便调节压紧轮41与成型辊3的接触压力。
18.压紧轮41外周侧开设有螺旋压槽42,螺旋压槽42与螺旋成型槽31关于成型辊3和压紧轮41接触面呈镜像设置,压紧轮41直径等于成型辊3直径,在压紧轮41与成型辊3同步反向转动时,对螺旋成型槽31全程内的矩形弹簧绕制工作端始终保持挤压状态,极大提高了钢丝原料随成型辊3转动绕制成矩形弹簧的牵引作用力,方便矩形弹簧绕制成型。
19.张紧轮43与架体1之间固定连接有张紧弹簧432,架体1内沿水平方向开设有水平槽,其中张紧架431滑动连接在水平槽内,张紧架431呈门形且初始状态旋转90
°
,其中张紧弹簧432固定连接张紧架431顶部和水平槽内顶部,其中张紧轮43两端均转动在张紧架431两侧臂上,张紧弹簧432弹性系数大于压紧弹簧412弹性系数,压紧轮41、张紧轮43和驱动轴21一端上均同轴固定连接有传动齿轮,三个传动齿轮上绕接有同一传动齿带44,通过张紧弹簧432在压紧轮41调节移动过程中,仍保持传动齿带44的传动效果。
20.其中传动齿带44与压紧轮41和成型辊3交叉绕接,方便压紧轮41和成型辊3同步反向转动。
21.架体1上还是设置有防回弹机构5,防回弹机构5包括内环架51、外环架52和转动辊53,内环架51同轴固定连接在成型辊3远离驱动电机2一端上,外环架52与内环架51同轴设置,且同轴转动连接在架体1远离驱动电机2一侧上,外环架52通过联动杆与驱动轴21联动,其中联动杆贯穿转动连接在架体1上,联动杆两端通过齿轮驱动轴21和外环架52啮合,进行传动。
22.内环架51外周侧和外环架52外周侧均开设有多个抵槽511,多个转动辊53沿径向滑动连接在架体1和成型辊3上,且与多个抵槽511一一对应,且初始状态位于抵槽511内,外环架52和内环架51转动,转动辊53沿二者内抵槽511的梯形腰边被挤压出抵槽511,使转动辊53对矩形弹簧内外两侧均形成挤压效果,进一步防止矩形弹簧的回弹形变。
23.架体1和成型辊3上均开设有多个径向槽,转动辊53滑动并转动连接在径向槽内,且与径向槽内底部之间固定连接有复位弹簧531,在转动辊53不工作时使其复位,避免对矩形弹簧成型绕出时造成阻碍。
24.抵槽511呈梯形状,其中转动辊53半径大于梯形高度,且梯形高度等于转动辊53与待成型弹簧相邻一侧间距,方便转动辊53被挤压出抵槽511内。
25.内环架51和外环架52上均开设有多个弧形槽,多个弧形槽与多个抵槽511一一对应,且连通在抵槽511梯形腰边上,弧形槽内均转动连接有弧形板,弧形板与弧形槽内底部之间固定连接有封挡弹簧,外环架52和内环架51转动产生的离心作用大于封挡弹簧对弧形板的弹力作用,弧形板伸出弧形槽并对抵槽511形成封挡效果,使转动辊53仅能沿外环架52内周侧和内环架51外周侧运动,避免在转动过程中转动辊53再次落回抵槽511内,造成转动辊53对矩形弹簧挤压的不均匀。
26.在加工矩形弹簧时,将钢丝原料插入成型辊3的螺旋成型槽31内,此时转动调节螺栓413,使压紧架411向下移动,并压缩压紧弹簧412,压紧架411带动压紧轮41压靠在成型辊3上,此时压紧轮41上螺旋压槽42与成型辊3上的螺旋成型槽31正对,启动驱动电机2后,其输出端带动驱动轴21转动,在传动齿带44联动带动下,由于压紧轮41直径等于成型辊3直径,压紧轮41和成型辊3同步反向转动,螺旋压槽42在成型辊3转动过程中,对螺旋成型槽31全程内的矩形弹簧绕制工作端始终保持挤压状态,极大提高了钢丝原料随成型辊3转动绕制成矩形弹簧的牵引作用力,利于矩形弹簧绕制成型,且矩形弹簧绕制工作端全程受力,保证矩形弹簧的加工质量,防止矩形弹簧在绕制时由于受力不均导致的回弹形变;在驱动轴21转动时,通过联动杆带动外环架52转动,并通过成型辊3带动内环架51转动,随外环架52和内环架51转动,转动辊53沿二者内抵槽511的梯形腰边被挤压出抵槽511,此时由于外环架52和内环架51转动产生的离心作用大于封挡弹簧对弧形板的弹力作用,弧形板伸出弧形槽并对抵槽511形成封挡效果,使转动辊53仅能沿外环架52内周侧和内环架51外周侧运动,在矩形弹簧绕转出螺旋成型槽31内时,通过被挤压出的转动辊53对矩形弹簧内外两侧均形成挤压效果,进一步防止矩形弹簧的回弹形变。
27.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。