1.本发明属于载带高速打孔技术领域,具体涉及一种应用于载带的高精度激光打孔系统。
背景技术:
2.载带是指应用于电子包装领域的带状产品,它具有特定的厚度,在其长度方向上等距分布着用于承放电子元器件的型腔和用于进行索引定位的定位。
3.制作载带口袋或型腔最主要的方式是采用机械打孔和激光打孔两种方式,机械打孔过程中需要不停的更换打孔模具,自动化和智能化程度低,而激光打孔普遍采用的是co2激光器系统,脉冲型co2激光器一般是μs,应用在纸打孔过程中会出现孔边缘发黄或者打孔不直出现倒“梯形”等问题,此外,co2激光器光电转化率低,能耗比较大,而且需要经常换气,维护成本高,外光路复杂,安装、调试和维护难度大。
技术实现要素:
4.为解决上述背景技术中提出的问题。本发明提供了一种应用于载带的高精度激光打孔系统,具有效率高,无需人工更换模具,自动化与智能化程度高,有效避免“方形”孔角度偏圆或者“倒三角”形状,结构简单,光束质量好,易集成,易操作和免维护的特点。
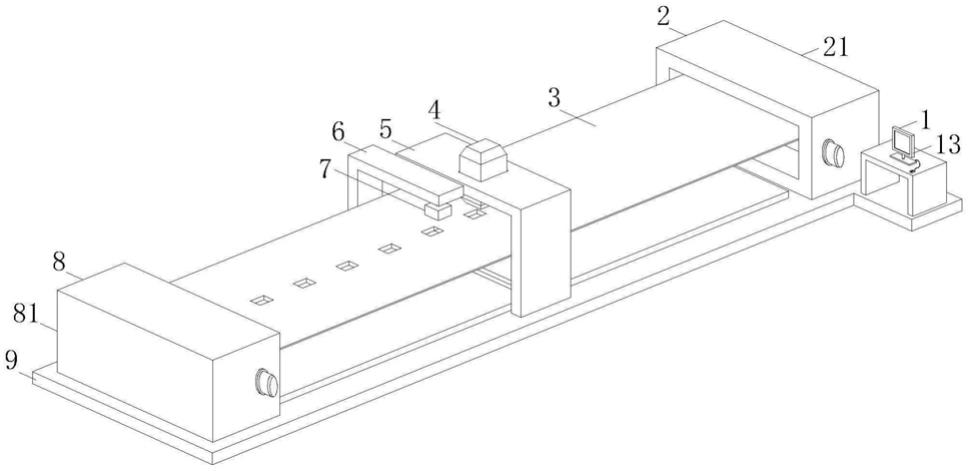
5.为实现上述目的,本发明提供如下技术方案:一种应用于载带的高精度激光打孔系统,包括底架,所述底架的顶端一侧通过支撑架连接有计算机控制模块,所述底架的顶端且位于靠近计算机控制模块的一侧连接有拉卷机模块,所述底架的顶端且位于远离计算机控制模块的一侧连接有复卷机模块,所述复卷机模块与拉卷机模块间可移动连接有载带,所述底架的顶端中间位置且位于载带的一侧连接有第一支撑架,所述第一支撑架上装配有激光打孔模块,所述底架的顶端且位于载带的另一侧连接有第二支撑架,所述第二支撑架位于第一支撑架靠近复卷机模块的一侧,所述第二支撑架上装配有机器视觉模块,所述拉卷机模块、激光打孔模块、机器视觉模块和复卷机模块分别与计算机控制模块电性连接。
6.本发明中进一步的,所述计算机控制模块包括计算机壳体,所述计算机壳体与底架连接,所述计算机壳体的内部分别嵌设有fpga控制器和人机交互器,所述人机交互器的输出端口连接有fpga控制器,所述fpga控制器与机器视觉模块双向电性连接。
7.本发明中进一步的,所述拉卷机模块包括拉卷机壳,所述拉卷机壳与底架连接,所述拉卷机壳的外侧壁装配有直伺服电机,所述直伺服电机与fpga控制器电性连接,所述拉卷机壳的内部设置有拉卷辊,所述拉卷辊与载带限位连接,所述拉卷辊的两端均连接有拉卷轴,一端所述拉卷轴与拉卷机壳间通过轴承连接,另一端所述拉卷轴与直伺服电机间通过联轴器连接。
8.本发明中进一步的,所述激光打孔模块包括μm纳秒脉冲激光器、准直隔离输出头与扩束镜和高速振镜,所述μm纳秒脉冲激光器、准直隔离输出头与扩束镜和高速振镜均与第一支撑架连接,所述准直隔离输出头与扩束镜位于μm纳秒脉冲激光器的激光光束出口位
置,所述高速振镜位于准直隔离输出头与扩束镜的下方,所述高速振镜位于载带的上方,所述μm纳秒脉冲激光器和高速振镜与fpga控制器连接。
9.本发明中进一步的,所述复卷机模块包括复卷机壳,所述复卷机壳与底架连接,所述复卷机壳的外侧壁装配有感应电机,所述感应电机与fpga控制器电性连接,所述复卷机壳的内部设置有复卷辊,所述复卷辊与载带限位连接,所述复卷辊的两端均连接有复卷轴,一端所述复卷轴与复卷机壳间通过轴承连接,另一端所述复卷轴与感应电机间通过联轴器连接。
10.本发明中进一步的,所述fpga控制器和μm纳秒脉冲激光器上均设置有风冷式散热器。
11.与现有技术相比,本发明的有益效果是:
12.1、本发明将2μm纳秒脉冲激光器激光打孔方式引入至载带打孔中,相较于传统的机械打孔方式而言,2μm纳秒脉冲激光器激光打孔方式的精度高,可达0.001mm,无消耗件,效率高,无需人工更换模具,自动化与智能化程度高。
13.2、本发明将2μm纳秒脉冲激光器激光打孔方法引入至载带打孔中,相较于传统的co2激光纸袋打孔方式而言,热影响区小,功率密度高,峰值功率高,作用时间短,可以有效避免“方形”孔角度偏圆或者“倒三角”形状。
14.3、本发明2μm纳秒脉冲激光器的光电转化率能够达到20%以上,相较于传统的co2激光器而言,更加节能,同时2μm纳秒脉冲激光器的结构简单、光束质量好、易集成、易操作和免维护等特点,更适合应用于载带高精度打孔。
附图说明
15.图1为本发明的立体结构示意图;
16.图2为本发明计算机控制模块的细化模块框图;
17.图3为本发明拉卷机模块的细化模块框图;
18.图4为本发明激光打孔模块的细化模块框图;
19.图5为本发明复卷机模块的细化框图;
20.图6为本发明的系统控制流程图;
21.图中:1、计算机控制模块;11、fpga控制器;12、人机交互器;13、计算机壳体;2、拉卷机模块;21、拉卷机壳;22、直伺服电机;23、拉卷轴;24、拉卷辊;3、载带;4、激光打孔模块;41、2μm纳秒脉冲激光器;42、准直隔离输出头与扩束镜;43、高速振镜;5、第一支撑架;6、第二支撑架;7、机器视觉模块;8、复卷机模块;81、复卷机壳;82、感应电机;83、复卷轴;84、复卷辊;9、底架;10、风冷式散热器。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.请参阅图1
‑
6,本发明提供以下技术方案:一种应用于载带的高精度激光打孔系
统,包括底架9,底架9的顶端一侧通过支撑架连接有计算机控制模块1,底架9的顶端且位于靠近计算机控制模块1的一侧连接有拉卷机模块2,底架9的顶端且位于远离计算机控制模块1的一侧连接有复卷机模块8,复卷机模块8与拉卷机模块2间可移动连接有载带3,底架9的顶端中间位置且位于载带3的一侧连接有第一支撑架5,第一支撑架5上装配有激光打孔模块4,底架9的顶端且位于载带3的另一侧连接有第二支撑架6,第二支撑架6位于第一支撑架5靠近复卷机模块8的一侧,第二支撑架6上装配有机器视觉模块7,拉卷机模块2、激光打孔模块4、机器视觉模块7和复卷机模块8分别与计算机控制模块1电性连接。
24.具体的,计算机控制模块1包括计算机壳体13,计算机壳体13与底架9连接,计算机壳体13的内部分别嵌设有fpga控制器11和人机交互器12,人机交互器12的输出端口连接有fpga控制器11,fpga控制器11与机器视觉模块7双向电性连接。
25.具体的,拉卷机模块2包括拉卷机壳21,拉卷机壳21与底架9连接,拉卷机壳21的外侧壁装配有直伺服电机22,直伺服电机22与fpga控制器11电性连接,拉卷机壳21的内部设置有拉卷辊24,拉卷辊24与载带3限位连接,拉卷辊24的两端均连接有拉卷轴23,一端拉卷轴23与拉卷机壳21间通过轴承连接,另一端拉卷轴23与直伺服电机22间通过联轴器连接。
26.具体的,激光打孔模块4包括2μm纳秒脉冲激光器41、准直隔离输出头与扩束镜42和高速振镜43,2μm纳秒脉冲激光器41、准直隔离输出头与扩束镜42和高速振镜43均与第一支撑架5连接,本实施例中,优选的,2μm纳秒脉冲激光器41可为2μm纳秒mopa光纤激光器或2μm纳秒调q光纤激光器任意一种,准直隔离输出头与扩束镜42位于2μm纳秒脉冲激光器41的激光光束出口位置,高速振镜43位于准直隔离输出头与扩束镜42的下方,高速振镜43位于载带3的上方,2μm纳秒脉冲激光器41和高速振镜43与fpga控制器11连接。
27.具体的,复卷机模块8包括复卷机壳81,复卷机壳81与底架9连接,复卷机壳81的外侧壁装配有感应电机82,感应电机82与fpga控制器11电性连接,复卷机壳81的内部设置有复卷辊84,复卷辊84与载带3限位连接,复卷辊84的两端均连接有复卷轴83,一端复卷轴83与复卷机壳81间通过轴承连接,另一端复卷轴83与感应电机82间通过联轴器连接。
28.具体的,fpga控制器11和2μm纳秒脉冲激光器41上均设置有风冷式散热器10。
29.本发明的工作原理及使用流程:载带3激光纸打孔过程前,通过fpga控制器11对2μm纳秒脉冲激光器41的模拟与参数进行控制,经2μm纳秒激光程序驱动电路实现2μm纳秒脉冲激光器41的激光光束输出,通过准直隔离输出头与扩束镜42对激光光束的光斑形状进行调控,通过fpga控制器11对高速振镜43的摆扫速度与频率进行控制,经高速振镜43的驱动电路实现高速振镜43的高速摆动,聚焦实现0.2~0.4mm光斑形状;
30.载带3激光纸打孔过程时,通过人机交互器12输入激光加工的运动轨迹,fpga控制器11控制2μm纳秒脉冲激光器41和高速振镜43动作,对载带3激光纸进行打孔作业;
31.载带3激光纸打孔过程中,通过fpga控制器11对机器视觉检测驱动进行控制,实现载带3的打孔视觉检测,并反馈结果至fpga控制器11,fpga控制器11根据反馈结果对感应电机82的驱动进行调控,实现载带3的高速收/
32.卷,同时fpga控制器11根据反馈结果对直伺服电机22的模拟量进行调控,进而对直伺服电机22的直拉驱动电路进行控制,实现载带3的高速拉动,使激光打孔模块4与拉卷机模块2的拉速度以及复卷机模块8的卷速度相互匹配,以实现高精度高速打孔;
33.载带3激光纸打孔过程中,通过fpga控制器11对机器视觉检测驱动进行控制,实现
载带3的打孔视觉检测,当打孔边缘出现毛刺或烧圆情况时,反馈结果至fpga控制器11,fpga控制器11对2μm纳秒脉冲激光器41的激光光束参数以及高速振镜43的参数进行调控,包括激光功率、脉宽、频率、振镜摆扫速度与宽带,当与标准打孔形状比对,重合度超过95%以上时,认为2μm纳秒脉冲激光器41与高速振镜43参数匹配,否则持续优化2μm纳秒脉冲激光器41的激光光束参数以及高速振镜43的参数。
34.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。