技术特征:
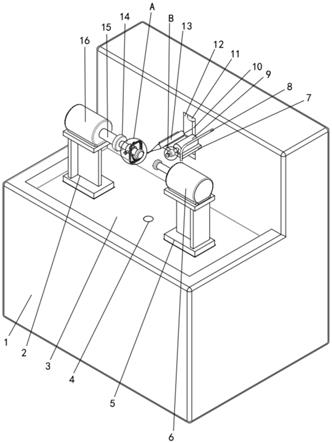
1.低成本短流程高温合金无缝管的制备方法,其特征在于,包括如下步骤:采用真空离心铸造技术将高温合金熔融钢液制成高温合金管坯,将所述管坯进行轧制成型处理得到高温合金无缝管;采用卧式离心铸造机进行所述真空离心铸造,对所述卧式离心铸造机的铸型进行在线加热;通过在所述铸型的前端设置感应加热线圈实现所述在线加热。2.根据权利要求1所述的制备方法,控制所述铸型前端的温度为200~300℃。3.根据权利要求1所述的制备方法,其特征在于,所述真空离心铸造的铸型转速的确定方法包括:通过procast软件模拟计算和流场分析,获得满足管坯壁厚不均匀性控制在壁厚的2%范围以内及钢液顺序充型的转速。4.根据权利要求1所述的制备方法,其特征在于,按照夹杂物评级标准gb/t 30834
‑
2014,所获得的离心铸管外表面夹杂物含量达到0~0.5级标准,内表面夹杂物含量达到0~1.0级标准。5.根据权利要求1
‑
4任一项所述的制备方法,其特征在于,所述轧制成型处理包括:对所述高温合金管坯进行真空均匀化处理和轧制变形;所述轧制变形为温轧和多道次冷轧变形组合,或者所述轧制变形为多道次冷轧变形。6.根据权利要求5所述的制备方法,其特征在于,所述真空均匀化处理包括:于1100~1200℃保温处理2~4h。7.根据权利要求5所述的制备方法,其特征在于,所述多道次冷轧变形中,第一道次冷轧变形的变形量为30%~40%;中间道次冷轧变形采取交替减径/减壁厚的变形方式,并控制中间道次冷轧变形的每道次的变形量为20%~30%;最后两道次冷轧变形采取连轧的变形方式,并控制最后一道次冷轧变形的变形量为8%~15%;倒数第二道次冷轧变形的变形量为35%~40%。8.根据权利要求5所述的制备方法,其特征在于,所述温轧变形中,温轧管坯加热温度为1000~1100℃,温轧变形量控制在25%~35%。9.根据权利要求8所述的制备方法,其特征在于,在每个所述中间道次冷轧变形后,进行退火处理;所述退火处理的条件包括:于1020~1100℃处理30~60min后,炉冷。10.根据权利要求1所述的制备方法,其特征在于,所述高温合金包括gh4169、gh4141、gh4163、gh3625、gh3044、gh367和l605中的任一种。
技术总结
本发明涉及管材制造技术领域,尤其是涉及一种低成本短流程高温合金无缝管的制备方法。低成本短流程高温合金无缝管的制备方法,包括如下步骤:采用真空离心铸造技术将高温合金熔融钢液制成高温合金管坯,将所述管坯进行轧制成型处理得到高温合金无缝管;采用卧式离心铸造机进行所述真空离心铸造,通过在铸型的前端设置感应加热线圈实现在线加热。本发明的制备方法不仅解决了难变形高温合金无法热穿孔的问题,而且将高温合金管坯的制备工艺过程由传统工艺中的真空感应熔炼 电渣重熔 锻造开坯 热穿孔/机加工减少为一步法,极大的缩短了高温合金无缝管的制备工艺流程,提高成材率,且使高温合金无缝管的制备成本减少至传统工艺的50%~70%。的50%~70%。的50%~70%。
技术研发人员:骆合力 李尚平 韩少丽 侯杰 郝志博
受保护的技术使用者:北京钢研高纳科技股份有限公司
技术研发日:2021.08.26
技术公布日:2021/11/23
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。