1.本实用新型涉及一种焊接装置,特别涉及一种变速器悬置车架侧支架自动焊接机。
背景技术:
2.变速器悬置车架侧支架在制备过程中需要采用焊接工序将两个零件固定连接,目前焊接工序主要由简单的焊接工装经过快速夹夹紧然后手工焊接固定,再经过悬挂焊或电阻焊(手工)而成,焊接效率低,工序多,焊接变形较大不可控,焊接质量得不到保证。而且手工焊接对操作工的焊接要求高,焊接工的工作量大,焊接效率低,且近距离的人工焊接操作存在一定的危险性,不利于安全生产及操作工的身体健康。
技术实现要素:
3.本实用新型要解决的技术问题是:提供一种变速器悬置车架侧支架自动焊接机,该焊接机采用焊接机械手对工件进行焊接,焊接效率高,能够保证焊接质量,同时减少了焊接工人的工作量,提高了焊接安全性,同时操作工可以远离焊接工件,减少焊接气体及焊接火花对人体的伤害,解决了上述现有技术存在的不足之处。
4.解决上述技术问题的技术方案是:一种变速器悬置车架侧支架自动焊接机,包括工作台、焊接夹紧工装、用于带动焊接夹紧工装上下左右移动的夹紧工装驱动装置和两个对称布置在工作台两侧的焊接机械手组件,所述工作台包括支架和安装在支架上的台面,所述台面上开有长条形的移动通道,
5.所述夹紧工装驱动装置包括连接板、上下驱动组件和左右驱动组件,所述左右驱动组件包括左右驱动电机、底板ⅰ、安装在底板ⅰ上的丝杆ⅰ、安装在丝杆ⅰ上的螺母ⅰ、安装在底板上的两条滑轨ⅰ和安装在滑轨ⅰ上的滑块ⅰ,所述底板ⅰ安装在支架上,所述丝杆ⅰ与左右驱动电机连接,所述上下驱动组件包括上下驱动电机、底板ⅱ、安装在底板ⅱ上的丝杆ⅱ、安装在丝杆ⅱ上的螺母ⅱ、安装在底板上的两条滑轨ⅱ和安装在滑轨ⅱ上的滑块ⅱ,所述底板ⅱ与螺母ⅰ和滑块ⅰ连接,所述丝杆ⅱ与上下驱动电机连接,所述连接板与螺母ⅱ和滑块ⅱ连接,所述连接板穿过台面上的移动通道,焊接夹紧工装安装在连接板上,
6.所述焊接机械手组件包括焊接机械手和驱动焊接机械手前后移动的机械手驱动装置。
7.所述机械手驱动装置包括前后驱动电机、底座、安装在底座上的丝杆ⅲ、安装在丝杆ⅲ上的螺母ⅲ、安装在底座上的两条滑轨ⅲ和安装在滑轨ⅲ上的滑块ⅲ,所述丝杆ⅲ与前后驱动电机连接,所述焊接机械手通过连接座与螺母ⅲ和滑块ⅲ连接。
8.所述焊接机械手的底端安装有支撑板,所述支撑板通过安装轴和套装在安装轴上的连接耳安装在连接座上,支撑板与连接座之间还安装有缓冲弹簧。
9.所述焊接夹紧工装包括支撑底板、顶板、连接支撑底板和顶板的连接杆、安装在顶板上的n个气缸和安装在支撑底板上的n个支撑座,每个气缸的下方对应布置一个支撑座,
气缸的活塞端部安装有压紧块,n为2
‑
4,所述支撑底板安装在夹紧工装驱动装置的连接板上。
10.对应位置的支撑座上设置有定位销。
11.由于采用上述技术方案,本实用新型具有以下有益效果:
12.1、本实用新型采用两组焊接机械手同时工作,对产品的两侧同时进行焊接,焊接时间明显缩短,提高了焊接的效率。由于采用焊接机械手替代工人进行焊接工作,工人只需要将工件放置到焊接夹紧工装上,再操作相应的开关按钮就可以完成焊接工作,自动化程度高,同时减少了焊接工人的工作量;另外工人不用近距离的进行焊接操作,只需要在旁边看管,提高了焊接安全性及减少焊接对人体的伤害。
13.2、本实用新型采用焊接夹紧工装对产品进行夹紧,只需要一次装夹,减少了装夹工作量,另外焊接夹紧工装上设置有定位销对产品进行定位,保证了零件孔的位置度,降低了焊接变形量,能够保证焊接质量。
14.下面,结合附图和实施例对本实用新型之一种变速器悬置车架侧支架自动焊接机的技术特征作进一步的说明。
附图说明
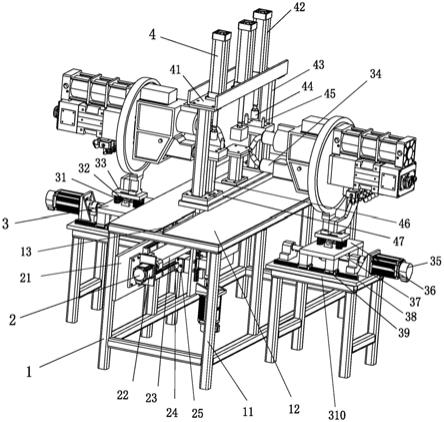
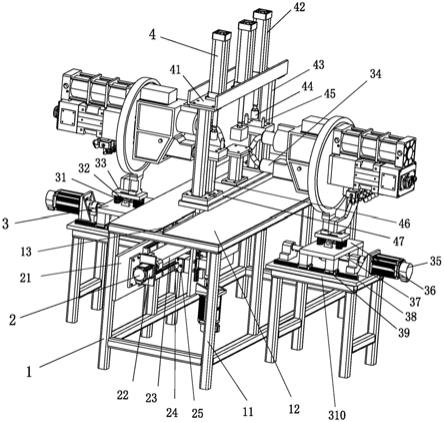
15.图1:本实用新型之一种变速器悬置车架侧支架自动焊接机立体图之一。
16.图2:本实用新型之一种变速器悬置车架侧支架自动焊接机立体图之二。
17.图3:本实用新型之一种变速器悬置车架侧支架自动焊接机使用状态立体图。
18.图4:本实用新型之一种变速器悬置车架侧支架自动焊接机使用状态左视图。
19.图中:1
‑
工作台,11
‑
支架,12
‑
台面,13
‑
移动通道。
[0020]2‑
夹紧工装驱动装置,21
‑
底板ⅰ,22
‑
左右驱动电机,23
‑
丝杆ⅰ,24
‑
滑轨ⅰ,25
‑
滑块ⅰ,26
‑
连接板,27
‑
螺母ⅱ,28
‑
滑块ⅱ,29
‑
上下驱动电机,210
‑
滑轨ⅱ,211
‑
底板ⅱ,212
‑
螺母ⅰ,213
‑
丝杆ⅱ。
[0021]3‑
焊接机械手组件,31
‑
缓冲弹簧,32
‑
安装轴,33
‑
支撑板,34
‑
焊接机械手,35
‑
前后驱动电机,36
‑
连接座,37
‑
丝杆ⅲ,38
‑
滑轨ⅲ,39
‑
滑块ⅲ,310
‑
底座。
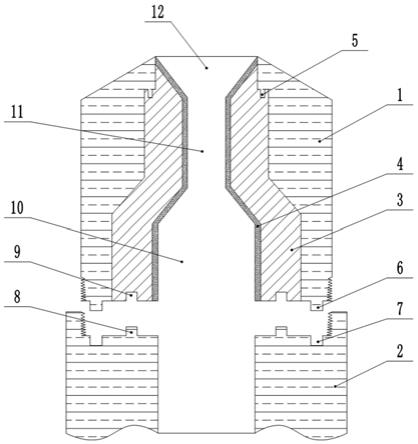
[0022]4‑
焊接夹紧工装,41
‑
顶板,42
‑
气缸,43
‑
连接杆,44
‑
压紧块,45
‑
定位销,46
‑
支撑座,47
‑
支撑底板。
[0023]
p表示待焊接工件。
具体实施方式
[0024]
实施例1:一种变速器悬置车架侧支架自动焊接机,如图1
‑
图4所示,包括工作台1、焊接夹紧工装4、用于带动焊接夹紧工装上下左右移动的夹紧工装驱动装置2和两个对称布置在工作台两侧的焊接机械手组件3,所述工作台包括支架11和安装在支架上的台面12,所述台面上开有长条形的移动通道13。
[0025]
所述夹紧工装驱动装置2包括连接板26、上下驱动组件和左右驱动组件,所述左右驱动组件包括左右驱动电机22、底板ⅰ21、安装在底板ⅰ上的丝杆ⅰ23、安装在丝杆ⅰ上的螺母ⅰ212、安装在底板上的两条滑轨ⅰ24和安装在滑轨ⅰ上的滑块ⅰ25,所述丝杆ⅰ两端通过轴承和轴承座安装在底板ⅰ上,所述底板ⅰ安装在支架上,所述丝杆ⅰ23与左右驱动电机22连接,
所述上下驱动组件包括上下驱动电机29、底板ⅱ211、安装在底板ⅱ上的丝杆ⅱ213、安装在丝杆ⅱ上的螺母ⅱ27、安装在底板上的两条滑轨ⅱ210和安装在滑轨ⅱ上的滑块ⅱ28,所述丝杆ⅱ两端通过轴承和轴承座安装在底板ⅱ上,所述底板ⅱ211与螺母ⅰ212和滑块ⅰ25连接,所述丝杆ⅱ213与上下驱动电机29连接,所述连接板26与螺母ⅱ27和滑块ⅱ28连接,所述连接板26穿过台面上的移动通道13,连接板26能够在移动通道13内左右移动,焊接夹紧工装4安装在连接板26上。
[0026]
所述焊接机械手组件3包括焊接机械手34和驱动焊接机械手前后移动的机械手驱动装置,所述机械手驱动装置包括前后驱动电机35、底座310、安装在底座上的丝杆ⅲ37、安装在丝杆ⅲ上的螺母ⅲ311、安装在底座上的两条滑轨ⅲ38和安装在滑轨ⅲ上的滑块ⅲ39,所述丝杆ⅲ两端通过轴承和轴承座安装在底座上,所述丝杆ⅲ37与前后驱动电机35连接,所述焊接机械手34通过连接座36与螺母ⅲ311和滑块ⅲ39连接。本实施例中,所述底座310由支撑架和安装在支撑架顶端的安装板构成,相关部件安装在安装板上。作为一种变换,所述底座还可以采用其他合适的结构。
[0027]
本实施例中,所述焊接机械手34的底端安装有支撑板33,所述支撑板通过安装轴32和套装在安装轴上的连接耳安装在连接座36上,支撑板33与连接座36之间还安装有缓冲弹簧31,起到缓冲的作用。作为一种变换,所述焊接机械手还可以采用其他合适的方式安装在连接座36上。
[0028]
本实施例中,所述焊接夹紧工装4包括支撑底板47、顶板41、连接支撑底板和顶板的连接杆43、安装在顶板41上的3个气缸42和安装在支撑底板上的3个支撑座46,每个气缸的下方对应布置一个支撑座46,气缸的活塞端部安装有与支撑座配合的压紧块44,所述支撑底板47安装在夹紧工装驱动装置的连接板26上。对应位置(即布置在两端)的支撑座上设置有定位销45。作为一种变换,气缸和支撑座的数量可以根据实际需要增加或是减少。
[0029]
本实用新型所述的焊接机械手属于现有技术,此处不再赘述其具体结构。
[0030]
工作过程:先将待焊接工件p(变速器悬置车架侧支架)放置在焊接夹紧工装4的支撑座46上,通过气缸42夹紧,然后通过夹紧工装驱动装置2的上下驱动组件和左右驱动组件调节好焊接夹紧工装的初始位置,再通过焊接机械手驱动装置调节好焊接机械手的位置,启动焊接机械手开始焊接,同时夹紧工装驱动装置2的左右驱动组件驱动焊接夹紧工装从左往右(或是从右往左)移动,使两个焊接机械手同时对待焊接工件p的两侧边进行焊接,直到两侧边全部焊接固定,完成一个产品的焊接工作。
[0031]
本实用新型可以采用控制系统自动控制,只需要在控制系统中设置好各个驱动电机的转动时间、转速、转动方向及焊接机械手的动作过程等参数,就可以实现自动控制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。