1.本技术涉及模具结构领域,尤其涉及一种镦旋一体机用的自带倒角冲压模具。
背景技术:
2.镦旋结构端头是指用于压缩机、冷凝器等设备中介质输送管道的连接端头,为了使镦旋结构端头方便连接,一般需要使镦旋结构端头处为倒角。镦旋结构端头一般为铝管,镦旋结构端头一般是通过镦旋一体机进行镦旋成型,一般是将待镦旋的镦旋结构端头蘸适量润滑油后放置在镦旋一体机中的工件放置处,然后使用镦旋一体机的相应工作模具对镦旋结构端头进行加工。
3.目前,可供参考的授权公告号为cn206316160u的中国专利,其公开了一种自动上下料镦旋倒一体机,其特征在于:包括上料机构、平移取料机构、主机机架、液压机构、倒角机构、旋沟机构、镦头机构、旋沟倒角夹模机构、镦头夹模机构、镦头定位机构和接料机构,上料机构设置在主机机架前端的一侧,接料机构设置在主机机架前端的另一侧,平移取料机构设置在主机机架的上方,液压机构设置在主机机架的底部;倒角机构、旋沟机构和镦头机构依次排列设置在主机机架的顶部,旋沟倒角夹模机构设置在主机机架的顶部,镦头夹模机构设置在主机机架的顶部,镦头定位机构设置在镦头机构前端的一侧。
4.如图1所示,镦旋结构端头9包括连接管91和压板92,压板92套设在连接管91的外部且与连接管91固定连接,压板92开设有螺杆预设孔921,螺杆预设孔921用于使螺杆将连接管91与空调、冷凝器等设备进行固定。当使用镦旋一体机对镦旋结构端头9进行加工时,首先要使用墩头机构对镦旋结构端头9进行冲压,使压板92与连接管91过盈配合,然后再用倒角机构对连接管91倒角。
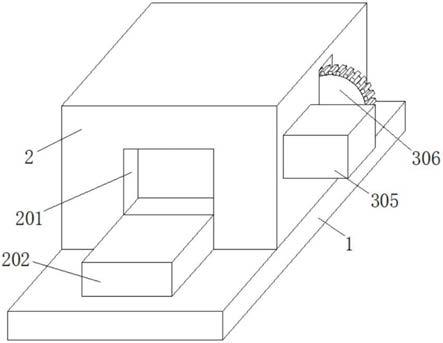
5.如图2所示,目前常见的镦旋一体机本体1中的倒角机构11为刀具111,图3突出显示了刀具111工作时,刀具111与连接管91之间的位置关系,此时,刀具111对连接管91成型的倒角为倒斜角,使连接管91在安装过程中易产生碎屑。
6.针对上述中的相关技术,发明人认为倒角机构与镦头机构分别对镦旋结构端头进行加工,比较繁琐,不利于提高生产效率。
技术实现要素:
7.为了提高镦旋结构端头倒角的便捷性,本技术提供一种镦旋一体机用的自带倒角冲压模具。
8.本技术提供的一种镦旋一体机用的自带倒角冲压模具,采用如下的技术方案:
9.一种镦旋一体机用的自带倒角冲压模具,包括与镦旋一体机本体可拆卸连接,其特征在于:包括模具柱和冲头柱,模具柱的一端为中空结构且套设在冲头柱的外部,冲头柱的一端位于模具柱的内部,另一端露出模具柱,模具柱中空处的内径大于冲头柱的外径,模具柱远离开口处的位置设为与连接管的端口贴合的倒圆角,模具柱与冲头柱之间设有连接件,模具柱与镦旋一体机本体之间设有固定件。
10.通过采用上述技术方案,将模具柱与冲头柱之间通过连接件连接,模具柱与镦旋一体机本体之间通过固定件连接后,将待加工连接管放置在镦旋一体机本体的工件放置处后,启动镦旋一体机本体工作,使冲头柱伸入连接管内,此时,连接管的管口与模具柱内的倒圆角贴合,冲头柱可对连接管进行二次冲压,且冲头柱对连接管起导向作用,在冲头柱对连接管进行二次冲压的过程中,倒圆角可使连接管管口处的倒角成型,二次冲压工序与倒角工序同时进行,有助于节约换模具的时间,进而可起到提高生产效率的效果;另外,通过倒圆角使连接管成型的倒角为r角,较为光滑,不易使连接管的管口有毛刺,有助于连接管的封装和连接。
11.可选的,所述倒圆角的度数为18
°‑
20
°
。
12.通过采用上述技术方案,连接管内的倒角易成型,且倒角成型后的连接管与冷凝管等其他零部件之间的适配性较好。
13.可选的,所述连接件为紧定螺栓,紧定螺栓穿过模具柱后与冲头柱螺纹连接。
14.通过采用上述技术方案,冲头柱与模具柱可以独立加工,比较便捷,组装冲头柱与模具柱时,将冲头柱的一端插设在模具柱的空心部位处,然后向冲头柱中拧入紧定螺栓,即可完成模具柱与冲头柱之间的连接。
15.可选的,所述固定件为固定螺栓,固定螺栓与镦旋一体机本体螺纹连接且可穿过镦旋一体机本体后与模具柱抵接。
16.通过采用上述技术方案,当需要安装倒角模具时,将模具柱的端部插入镦旋一体机本体中的相应位置,然后向模具柱的方向拧动固定螺栓,使固定螺栓与模具柱抵接,即完成倒角模具与镦旋一体机本体之间的固定。
17.可选的,所述冲头柱包括成型段和固定段,成型段与固定段固定连接,固定段位于模具柱的空心处且与紧定螺栓螺纹连接,成型段位于模具柱的外部,成型段的外径小于固定段的外径。
18.通过采用上述技术方案,成型段的直径较小,有助于使冲头柱快速且准确地进入连接管内。
19.可选的,所述成型段远离倒圆角的一端倒角设置。
20.通过采用上述技术方案,倒角可减少冲头柱与连接管之间的摩擦,有助于使冲头柱快速进入连接管内,且使冲头柱端部不易受损。
21.可选的,所述镦旋一体机本体与模具柱连接处开设有连接孔,模具柱远离冲头柱的一端设有连接柱,连接柱位于连接孔内,连接柱的直径小于模具柱的直径。
22.通过采用上述技术方案,当连接柱位于连接孔内并与固定螺栓连接后,由于连接柱的直径较小,可方便连接柱快速插入连接孔内,有助于提高操作人员的操作效率。
23.可选的,所述连接柱的直径沿着远离模具柱的方向逐渐增大。
24.通过采用上述技术方案,由于连接柱的直径沿背离冲头柱的方向逐渐增大,当给倒角模具冲压时,倒角模具不易从连接孔中移出,有助于提高倒角模具与镦旋一体机本体之间的连接稳定性。
25.可选的,所述模具柱的空心处开设有贯穿模具柱侧壁的通油孔。
26.通过采用上述技术方案,由于连接管在被加工前要蘸取润滑油,连接管在被冲压时,多余的润滑油可从通油孔中流出,使模具柱与连接管之间没有压力差,有助于顺利地完
成倒角成型加工。
27.综上所述,本技术包括以下有益技术效果:
28.1.通过在模具柱的内部设置倒圆角,将冲头柱伸入连接管后,在冲头柱对连接管进行冲压的过程中,模具柱内的倒圆角可使连接管倒角成型,省去了专门对连接管进行倒角的工序,有助于节约时间,且使连接管端头较为圆滑,有助于连接管后续的封装和连接;
29.2.通过使连接管成型为18
°‑
20
°
,有助于连接管容易成型倒角,也使连接管适配性好;
30.3.通过在模具柱的侧壁开设通油孔,有助于镦旋一体机本体对连接管顺利冲压。
附图说明
31.图1是本技术背景技术中镦旋结构端头的立体结构示意图;
32.图2是本技术背景技术中镦旋一体机本体的立体结构示意图;
33.图3是本技术背景技术中镦旋一体机中的倒角模具的工作状态示意图;
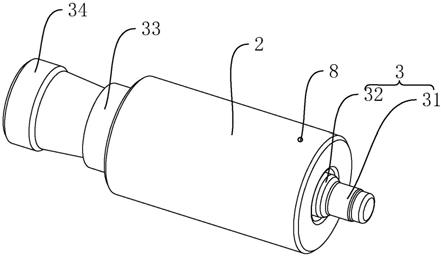
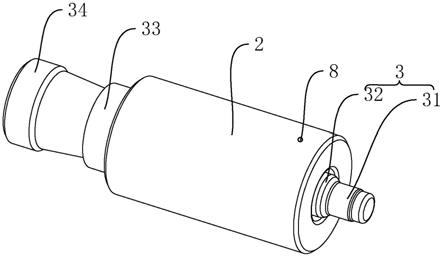
34.图4是本技术实施例一种镦旋一体机用的自带倒角冲压模具的立体结构示意图;
35.图5是本技术实施例一种镦旋一体机用的自带倒角冲压模具中倒角冲压模具的工作状态示意图;
36.图6是本技术实施例一种镦旋一体机用的自带倒角冲压模具中倒角冲压模具的剖面图。
37.附图标记说明:1、镦旋一体机本体;11、倒角机构;111、刀具;2、模具柱;3、冲头柱;31、成型段;32、固定段;33、固定环;34、连接柱;4、倒圆角;5、紧定螺栓;6、固定螺栓;7、连接孔;8、通油孔;9、镦旋结构端头;91、连接管;92、压板;921、螺杆预设孔。
具体实施方式
38.以下结合附图4
‑
6对本技术作进一步详细说明。
39.本技术实施例公开一种镦旋一体机用的自带倒角冲压模具。结合图4、图5和图6所示,镦旋一体机用的自带倒角冲压模具包括冲头柱3和与镦旋一体机本体1可拆卸连接的模具柱2,模具柱2的一端为中空结构且套设在冲头柱3的外部,冲头柱3的一端位于模具柱2的内部,另一端露出模具柱2,模具柱2中空处的内径大于冲头柱3的外径,模具柱2远离开口处的位置设为用于与连接管91的端口贴合的倒圆角4,模具柱2与冲头柱3之间设有连接件,模具柱2与镦旋一体机本体1之间设有固定件。冲头柱3与模具柱2可以独立加工,比较便捷;使用倒圆角4使可连接管91成型的倒角为圆弧角,与通过刀具111成型的直角倒角相比,圆弧角相对光滑,且没有毛刺,有助于连接管91的封装和连接。
40.另外,倒圆角4可为18
°
、19
°
或者20
°
,本实施例中采用20
°
。此时,模具柱2内的20
°
倒圆角40有助于使连接管91端口处的倒角成型,另外,20
°
倒角的模具柱2与冷凝管等其他零部件之间的适配性较好。
41.结合图4和图5所示,镦旋一体机本体1与模具柱2连接处开设有连接孔7,模具柱2远离冲头柱3的一端设有连接柱34,连接柱34与模具柱2焊接固定,连接柱34位于连接孔7内,连接柱34的直径小于模具柱2的直径。连接柱34的直径沿着远离模具柱2的方向逐渐增大。固定件为固定螺栓6,固定螺栓6穿过镦旋一体机本体1后与连接柱34的圆周壁抵接。固
定螺栓6与镦旋一体机本体1螺纹连接。将连接柱34的端部快速插入连接孔7内后,向连接柱34的方向拧动固定螺栓6,使固定螺栓6与连接柱34抵接,完成倒角冲压模具与镦旋一体机本体1之间的连接,当倒角模具进行冲压工作时,固定螺栓6不易在连接柱34上滑动,有助于减少连接柱34由于被冲压而从连接孔7中脱离的情况。
42.如图4所示,为了增强连接柱34与模具柱2之间的连接稳定性,模具柱2的外壁套设有固定环33,固定环33的内周壁与连接柱34的外壁一体连接,固定环33靠近冲头柱3的侧壁与模具柱2一体连接,固定环33的外径小于模具柱2的直径。固定环33同时与连接柱34和模具柱2连接,有助于增强连接柱34与模具柱2之间的连接稳定性,使连接柱34与模具柱2之间不易相互脱离。
43.如图6所示,冲头柱3包括成型段31和固定段32,成型段31与固定段32一体连接,固定段32位于模具柱2的空心处,成型段31位于模具柱2的外部,成型段31的外径小于固定段32的外径。连接件为紧定螺栓5,紧定螺栓5依次穿过连接柱34及模具柱2后与固定段32螺纹连接,紧定螺栓5与模具柱2螺纹连接。组装冲头柱3与模具柱2时,将固定段32的一端插设在模具柱2的空心部位,然后向冲头柱3中拧入紧定螺栓5,即可完成模具柱2与冲头柱3之间的连接,简单便捷。
44.如图6所示。成型段31远离固定段32的一端设置为倒角。倒角有助于减少成型段31与连接管91之间的摩擦力,使成型段31顺利进入连接管91中,对连接管91完成冲压过程;倒角也有助于减缓冲头柱3的损坏。
45.如图6所示,模具柱2的空心处开设有贯穿模具柱2侧壁的通油孔8。连接管91在被冲压时,多余的润滑油可从通油孔8中流出,使模具柱2与连接管91之间没有压力差,有助于倒角模具顺利地完成倒角成型工作。
46.本技术实施例一种镦旋一体机用的自带倒角冲压模具的实施原理为:使用时,将镦旋结构端头9放置在镦旋一体机本体1中的工件放置处后,启动镦旋一体机本体1,镦旋一体机本体1推动整个镦旋一体机用的自带倒角冲压模具向镦旋结构端头9移动,使成型段31进入连接管91中,此时连接管91的端口与模具柱2内的倒圆角4抵接,冲头柱3对连接管91进行冲压时,冲头柱3内部的倒圆角4可使连接管91冲压为圆滑的倒角,不再需要在连接管91冲压成型完毕后还要将连接管91在特定的倒角模具上进行倒角,有助于提高镦旋一体机本体1对镦旋结构端头9进行倒角的便捷性,且通过本技术中的倒角模具使连接管91成型的倒角为圆弧角,有助于使连接管91端头圆滑,不易产生铝屑。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。