一种手机中板cnc加工的快速装夹夹具
技术领域
1.本技术涉及手机加工用夹具的领域,尤其是涉及一种手机中板cnc加工的快速装夹夹具。
背景技术:
2.当前,智能手机设备,尤其是高端智能手机,均采用金属中板、后盖以迎合消费者对金属质感的需求,但金属中板的制作存在诸多问题。目前的智能手机中板的常用加工方式有三种:第一种,整体由型材cnc加工,外观采用阳极氧化处理;第二种为中板压铸成型,注塑后周边采用机器加工的外观嵌件;第三种方式为采用特殊压铸材料整体压铸成型,表面采用喷涂工艺。
3.一般cnc加工通常是指计算机数字化控制精密机械加工,加工设备通常有cnc加工车床、cnc加工铣床、cnc加工镗铣床等。以cnc加工车床为例,需要工作人员将工件安装在工装夹具上,再由cnc加工设备中通过数控加工语言提前对车刀行进路线进行编程,自动控制车刀在工件上走刀,直至工件加工成型。
4.授权公告号为cn207058083u的专利公开了一种用于手机中板cnc加工用的夹具,包括底板,底板上对称设两排立板,两排立板的底端安设一模座,模座上设成型模板,手机中板能活动搁置在成型模板上且成型模板上制有凹陷和凸楞,模座宽度方向的两侧两相邻立板间隔的空间上均设有一顶料组件,模座上还设有若干交错布置的销钉,且每一销钉朝上贯穿成型模板而穿出,销钉能使成型模板定位固定于模座上和/或使手机中板快速定位固定于成型模板上。
5.针对上述中的相关技术,发明人认为存在有以下缺陷:在对手机中板进行安装时,需要使用多个销钉对手机中板的成型模板固定在模座上,工作量大,安装效率低。
技术实现要素:
6.为了提高成型模板的安装效率,本技术提供一种手机中板cnc加工的快速装夹夹具。
7.本技术提供的一种手机中板cnc加工的快速装夹夹具采用如下的技术方案:
8.一种手机中板cnc加工的快速装夹夹具,包括底座,所述底座的顶壁上设有供成型模板安装的安装座,所述安装座顶壁上与安装座长度方向平行的两侧边缘均设有用于夹持成型模板的引脚的夹持装置,所述夹持装置包括抵接板和两个夹持瓣,所述安装座的内部中空,所述安装座的顶壁上开设有安装座内部连通的安装口,所述夹持瓣转动设置在安装口内,所述夹持瓣的转动轴线与安装座的宽度方向平行,两块所述夹持瓣沿安装口平行于安装座宽度方向的竖直中线对称设置,所述抵接板固接在安装口内,所述抵接板位于两块夹持瓣之间,所述抵接板位于抵接板的转动轴线上方,所述安装座上设置有用于驱使夹持瓣伸出安装口的活动端向抵接板转动的第一弹性件,所述夹持瓣伸出安装口的端部且靠近抵接板的边缘设有导向面,所述安装座上设置有用于驱使两个夹持瓣伸出安装口的一端相
互远离的解锁机构。
9.通过采用上述技术方案,工作人员在安装成型模板时,将成型模板的引脚对齐安装座上的夹持装置,使引脚对齐在两块夹持瓣之间,向下按压成型模板,使成型模板的引脚与夹持瓣上的导向面接触,推动两个夹持瓣的顶部活动端克服第一弹性件相互远离,使成型模板的引脚放在安装座上的抵接板上,再由第一弹性件通过弹力推动两个夹持瓣转动复原并将成型模板的引脚夹持,完成成型模板的安装固定操作,操作快速方便,提高成型模板的安装效率。
10.可选的,所述第一弹性件包括扭簧,所述扭簧的一端与夹持瓣固定连、另一端与安装座固定连接。
11.通过采用上述技术方案,在扭簧的弹力作用下,夹持瓣的顶部活动端在弹力作用下被驱使向抵接板转动,使得两块夹持瓣分别夹持在抵接板上的成型模板的两侧,省去工作人员手动对成型模板的引脚进行安装固定,成型模板安装快速。
12.可选的,所述解锁机构包括第一拉杆、第二拉杆、第一推杆、第二推杆和连杆,所述第一拉杆和第二拉杆均沿安装座长度方向滑移连接在安装座内,所述第一拉杆的一端伸出安装座并设置有把手,所述第一推杆固接在第一拉杆的侧壁上,所述第二推杆固接在第二拉杆的侧壁上,所述连杆与夹持瓣固定连接,所述连杆与夹持瓣位于夹持瓣的转动轴线的两侧,所述第一推杆与第二推杆位于安装座内一对连杆的两侧,所述安装座内设置有用于使第一拉杆与第二拉杆方向滑移的传动组件。
13.通过采用上述技术方案,在工作人员对安装座上的成型模板进行拆取时,拉动把手,带动第一拉杆向安装座外移动,拉动第一拉杆过程中,使第一拉杆上的第一推杆与夹持瓣上一根连杆抵接,第一拉杆移动过程中通过传动组件带动二拉杆反向移动,使第二拉杆上的第二推杆与另一夹持瓣上的连杆抵接,第一推杆与第二推杆相互靠近,两根连杆通过连杆作用驱使两个夹持瓣的顶端相互远离,可快速将成型模板的引脚从两块夹持瓣之间取出,提高安装座上的成型模板的取出效率。
14.可选的,所述传动组件包括第一齿条、第二齿条和齿轮,所述第一齿条沿第一拉杆长度方向固接在第一拉杆上,所述第二齿条沿第二拉杆长度方向固接在第二拉杆上,所述齿轮转动设置在安装座内,所述第一齿条与第二齿条啮合在齿轮的两侧。
15.通过采用上述技术方案,在第一拉杆移动时,第一拉杆上的第一齿条通过与齿轮啮合传动,以及齿轮与第二拉杆上的第二齿条之间啮合传动,从而使第二拉杆与第二拉杆平行且相互远离。
16.可选的,所述第一推杆位于安装口内远离把手的夹持瓣的外侧,所述安装座内设置有用于驱使第一拉杆向安装座内移动的第二弹性件,所述第二弹性件包括拉簧,所述拉簧设置在安装座内,所述拉簧的一端与第一拉杆固定连接、另一端与安装座固定连接。
17.通过采用上述技术方案,在拉簧的拉力作用下,第一拉杆保持移动向安装座内的状态,保持第一拉杆上的第一推杆与夹持瓣上的连杆分离,提高第一拉杆稳定性。
18.可选的,所述第一拉杆靠近把手的一端同轴转动连接有转动杆,所述把手与转动杆固定连接,所述安装座上开设有用于供转动杆活动的穿孔,所述转动杆的侧壁上固接有限位块,所述穿孔的侧壁上沿穿孔的长度方向贯穿开设有用于供限位块滑动的滑槽,所述限位块远离把手的端面与安装座带有穿孔的侧壁齐平时,两个夹持瓣伸出安装口的端部相
互远离。
19.通过采用上述技术方案,在工作人员取出成型模板时,拉动把手,将第一拉杆以及转动杆向安装座外拉出,在限位块从安装座上的滑槽中拉出后,两个夹持瓣分离,再转动把手,使转动杆上的限位块与安装座上的滑槽错位,松开把手,在拉簧的弹力作用下,限位块与安装座的外壁抵接,并限制第一拉杆向安装座内移动,有效防止两个安装瓣的活动端靠近,便于工作人员将成型模板从工作台上取出。
20.可选的,所述安装座带有穿孔的侧壁上开设有用于供限位块卡接的卡槽,所述卡槽与滑槽沿穿孔的周向错位设置。
21.通过采用上述技术方案,在拉簧拉动第一拉杆向安装槽内移动时,工作人员通过转动把手至限位块与安装座侧壁上的卡槽对齐,使得限位块卡接入卡槽内,提高限位块在安装座侧壁上抵接时的稳定性。
22.可选的,两个所述夹持瓣相互靠近的壁面上设置有保护层。
23.通过采用上述技术方案,在两个夹持瓣的活动端相互靠近从而夹持成型模板的引脚时,夹持瓣内侧的保护层与成型模板的侧壁接触,提高对成型模板的保护作用。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.工作人员在安装成型模板时,将成型模板的引脚对齐安装座上的夹持装置,向下按压成型模板,使成型模板的引脚与夹持瓣上的导向面接触,推动两个夹持瓣的活动端相互远离,即可使将引脚放在安装座上,完成成型模板的安装固定操作,操作快速方便,提高成型模板的安装效率;
26.2.工作人员拉动把手,带动第一拉杆向安装座外移动,并使第二拉杆与第一拉杆相反移动,第一推杆与第二推杆分别叠加在两个夹持瓣上连杆的外侧,推动两个夹持瓣活动端相互远离,可快速将成型模板的引脚从两块夹持瓣之间取出,提高安装座上的成型模板的取出效率;
27.3.在工作人员取出成型模板时,拉动把手,将第一拉杆以及转动杆向安装座外拉出,在限位块从安装座上的滑槽中拉出后,再转动把手,至限位块与安装座上的滑槽错位,有效限制第一拉杆向安装座内移动,便于工作人员将成型模板从工作台上取出。
附图说明
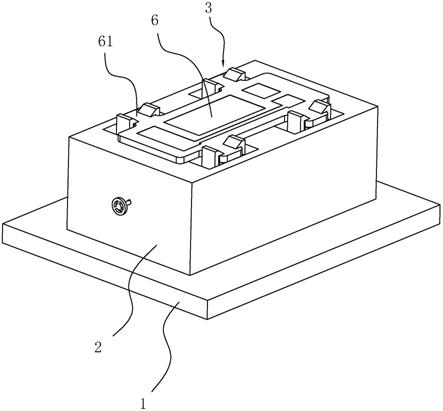
28.图1是本技术实施例手机中板装夹夹具的整体结构示意图。
29.图2是本技术实施例手机中板装夹夹具的安装座的局部剖视结构示意图。
30.图3是图2中a部分的局部放大示意图。
31.图4是本技术实施例手机中板装夹夹具另一视角的安装座的局部剖视结构示意图。
32.图5是图4中b部分的局部放大示意图。
33.附图标记说明:1、底座;2、安装座;21、安装口;3、夹持装置;31、抵接板;32、夹持瓣;321、导向面;322、保护层;4、扭簧;5、解锁机构;51、第一拉杆;52、第二拉杆;53、第一推杆;54、第二推杆;55、连杆;56、把手;57、传动组件;571、第一齿条;572、第二齿条;573、齿轮;58、拉簧;59、转动杆;591、穿孔;592、限位块;593、滑槽;594、卡槽;6、成型模板;61、引脚。
具体实施方式
34.以下结合附图1
‑
5对本技术作进一步详细说明。
35.本技术实施例公开一种手机中板cnc加工的快速装夹夹具。参照图1,手机中板装夹夹具包括底座1,底座1的顶壁上焊接固定有内部中空的安装座2,安装座2的顶壁上用于安装成型模板6。安装座2的顶壁上位于安装座2两侧长边的边缘上均设有夹持装置3,用于夹持安装成型模板6两侧的引脚61,将成型模板6固定在安装座2上。
36.参照图2、3,本实施例中夹持装置3包括抵接板31和两个夹持瓣32。安装座2的顶壁上靠近安装座2长边的边缘竖直开设有安装口21,安装口21与安装座2内部连通,抵接板31固定在安装口21内,抵接板31沿安装座2的短边方向设置在安装口21的中部,并将安装口21沿安装座2长边方向间隔分出两个开口,抵接板31平行于安装座2长边方向的长度应不大于成型模板6的引脚61的宽度。夹持装置3中的两个夹持瓣32分别安装在安装口21内抵接板31两侧的开口内,夹持瓣32与安装座2铰接,夹持瓣32的铰接轴与安装座2的短边长度方向平行。夹持瓣32的活动端从安装孔的开口向上伸出,夹持瓣32的铰接轴位于抵接板31的下方,使夹持瓣32靠近抵接板31的侧壁能与抵接板31的侧壁抵接。
37.夹持瓣32的顶部活动端,向抵接板31一侧凸出有挡边,夹持瓣32顶部活动端面且靠近挡边的边缘设为倾斜面,方便成型模板6的引脚61卡入。夹持瓣32靠近抵接板31的板面上还设有保护层322,保护层322用于保护成型模板6的引脚61不被划伤,保护层322可选绒布、橡胶、海绵等,本实施例中,保护层322材质为橡胶。为了使安装口21内两个夹持瓣32能主动夹持住成型模板6的引脚61,安装座2内设有用于驱使两个夹持瓣32的活动端相互靠近的第一弹性件,本实施例中,第一弹性件采用扭簧4,扭簧4套接在夹持瓣32的转动轴上,扭簧4的一端与夹持瓣32固定、另一端固定在安装座2上。
38.参照图2、3,安装口21在安装座2的顶壁上,于安装座2的两侧长边边缘对称设置,安装口21沿安装座2的长度方向间隔设有至少两对,本实施例中,安装口21为两对,利于将成型模板6夹持稳定。为了能快速将各个安装口21内的两个夹持瓣32转动至活动端相互远离,从而快速取出两个夹持瓣32之间的成型模板6的引脚61,安装座2上设有解锁机构5。本实施例中,解锁机构5包括第一拉杆51、第二拉杆52、第一推杆53、第二推杆54和连杆55。连杆55与夹持瓣32一体固定,连杆55的长度方向与夹持瓣32的长度方向在一条直线上,夹持瓣32在安装座2上的铰接点位于夹持瓣32与连杆55之间。
39.第一拉杆51和第二拉杆52均沿安装座2的长度方向平行滑移连接在安装座2内,第一拉杆51和第二拉杆52在滑移时同步且反向,为了实现第一拉杆51和第二拉杆52反向运动,安装座2内设传动组件57。本实施例中,传动组件57包括第一齿条571、第二齿条572和齿轮573。第一齿条571沿第一拉杆51的长度方向加工成型在第一拉杆51靠近第二拉杆52的壁面上,第二齿条572沿第二拉杆52的长度方向加工成型在第二拉杆52靠近第一拉杆51的壁面上。齿轮573转动安装在安装座2内,齿轮573位于第一拉杆51与第二拉杆52之间,齿轮573同时与第一齿条571和第二齿条572啮合。
40.参照图2、3,第一推杆53焊接固定在第一拉杆51上,第二推杆54焊接固定在第二拉杆52上,第一推杆53和第二推杆54沿安装座2长度方向分别位于一组夹持装置3内的两个夹持瓣32上的连杆55的两侧,第一推杆53和第二推杆54相互靠近时,分别抵接在两个夹持瓣32底部的连杆55上,并推动两根连杆55的活动端相互靠近,进而使两个夹持瓣32的活动端
相互远离,从而取出成型模板6的引脚61。第一推杆53与第二推杆54在第一拉杆51和第二拉杆52上,对应安装座2上夹持装置3数量,设有多根。
41.参照图2、3,为了提高第一拉杆51稳定性,保持两个夹持瓣32稳定夹持成型模板6引脚61稳定,安装座2内设有用于驱使第一拉杆51上第一推杆53与夹持瓣32上的连杆55分离的第二弹性件。第二弹性件采用拉簧58,拉簧58设置在第一推杆53远离对应连杆55一侧的第一拉杆51端部,拉簧58的一端与第一拉杆51连接固定、另一端连接在安装座2的内壁上。
42.参照图4、5,第一拉杆51远离拉环的一端同轴转动连接有转动杆59,安装座2靠近转动杆59的侧壁上开设有供转动杆59从安装座2内穿出的穿孔591。转动杆59同轴活动穿设在穿孔591内,转动杆59的外壁上焊接固定有限位块592,穿孔591的内壁上沿穿孔591轴向贯穿开设有滑槽593,限位块592在滑槽593内可以沿滑槽593长度方向活动。把手56同轴热熔粘接固定连接在转动杆59远离第一拉杆51的一端,且位于安装座2的外侧。拉动把手56将转动杆59上的限位块592拉出滑槽593后,转动把手56,可使转动杆59上的限位块592与安装座2上的滑槽593错位,即可限制转动杆59和第一拉杆51再向安装座2内移动。且为了保持转动杆59上限位块592拉出安装座2状态的稳定性,安装座2带有穿孔591的侧壁上还开设有供限位块592卡接的卡槽594。卡槽594的尺寸与限位块592尺寸一致,且卡槽594与滑槽593在安装座2的侧壁上沿穿孔591的周向间隔设置。
43.本技术实施例一种手机中板cnc加工的快速装夹夹具的实施原理为:工作人员在安装成型模板6时,将成型模板6的引脚61对齐安装座2上的夹持装置3,使引脚61对齐在两块夹持瓣32之间,向下按压成型模板6,使成型模板6的引脚61与夹持瓣32上的导向面321接触,推动两个夹持瓣32的顶部活动端克服扭簧4的弹力相互远离,使成型模板6的引脚61放在安装座2上的抵接板31上。再由扭簧4通过弹力推动两个夹持瓣32转动复原并将成型模板6的引脚61夹持,完成成型模板6的安装固定操作,操作快速方便,成型模板6的安装效率高。在拆卸成型模板6时,工作人员拉动安装座2侧壁上的把手56,拉动第一拉杆51向安装座2外移动,并通过齿轮573传动,使安装座2内的第二拉杆52与第一拉杆51反向移动,两根拉杆上的第一推杆53与第二推杆54反向移动,从而推动两个夹持瓣32下方的两根连杆55相互靠近,进而使两个夹持瓣32的活动端相互远离,从而使工作人员能快速取出成型模板6,操作方便。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。