1.本实用新型涉及电池组装技术领域,具体涉及一种电池组装装置。
背景技术:
2.智能手表的电池组装中,操作人员在将电池组装到位之前,需先将排线组入电池上。现有技术中,电池组装时,待安装工位处常为水平放置,组装机构通过设置夹取移栽组件将电池夹取起来,然后人工安装排线,再由夹取移栽组件夹紧电池的几个侧面将电池移动至需安装的位置上,最后再人工按压组入电池。这样的组装机构会受使用条件及成本高等因素的限制,且难以灵活操作,存在诸多不便。
技术实现要素:
3.本实用新型的目的在于提供一种电池组装装置,其能够实现使用便捷,相比于夹取移栽式组件,其操作起来更加灵活,且适用性更好。
4.为实现上述技术目的,本实用新型实施例的技术方案具体如下:
5.电池组装装置,包括:
6.第一定位机构,其包括坡度调节机构及用于固定电池安装载具的定位板,所述定位板设于所述坡度调节机构上,所述定位板在所述坡度调节机构上的位置可调;
7.组装机构,其包括电池吸附组件及旋转驱动装置,所述旋转驱动装置的输出端驱动连接所述电池吸附组件,所述电池吸附组件包括安装于所述输出端上的安装部和安装于所述安装部一侧之上的翻转吸附板,所述翻转吸附板包括用于吸附电池的吸附部;
8.其中,所述组装机构可左右移动地设于所述第一定位机构的一侧,以使所述翻转吸附板运动到工作位置或退回等待位置。
9.进一步地,所述坡度调节机构包括平行设置的两个支撑座,所述定位板位于所述两个支撑座之间,每个所述支撑座包括第一支撑部和第二支撑部,所述第二支撑部的高度大于所述第一支撑部的高度,所述第二支撑部上设有坡度调整口,所述定位板的一端与所述第一支撑部转动连接,所述定位板的另一端可调动地设于所述坡度调整口中。
10.进一步地,所述定位板设于所述坡度调整口中的端部上分别安装有连接杆,所述连接杆外围固定有柱塞,所述柱塞包括狭窄部、固定部及手持部,所述狭窄部可调动地设于所述坡度调整口中,所述固定部的径向长度大于所述狭窄部的径向长度。
11.进一步地,所述连接杆为均匀细杆,所述连接杆与所述定位板上的安装处呈过盈配合;或所述连接杆为螺杆,所述连接杆螺接于所述定位板的端部。
12.进一步地,所述坡度调整口的形状为一弧形结构,所述坡度调整口包括供所述狭窄部滑动的滑道口及供所述定位板到位固定的配合部,所述配合部和所述固定部配合固定。
13.进一步地,所述配合部的径向长度大于所述滑道口的径向长度,所述配合部至少设有一处。
14.进一步地,还包括电池固定机构,所述电池固定机构包括竖直设置的固定板,所述固定板上设置有电池放置口,所述固定板一侧铰接设有翻转压板,所述电池放置口上端开设有用于露出电池的缺口。
15.进一步地,所述第一定位机构设于工作台上,所述工作台上还安装有对所述定位板上安装到位后的电池进行保压的保压机构。
16.更进一步地,还包括第二定位机构,所述第二定位机构用于排线安装时的电池定位。
17.更进一步地,所述第二定位机构包括安装于所述定位板上的固定座及铰接于所述固定座上的翻转定位板,所述翻转定位板上设有与电池形状相适配的定位口。
18.与现有技术相比,本实用新型的优点在于:本实用新型通过设置坡度调节机构将定位板支起,再与水平设置的旋转驱动装置和电池吸附组件配合即可将电池组装到位,这样的设置使得操作起来较为便捷。
附图说明
19.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
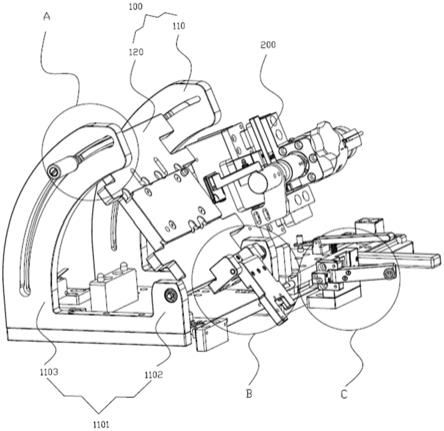
20.图1为本实用新型实施例中的一整体结构示意图。
21.图2为本实用新型实施例图1中a处的结构放大示意图。
22.图3为本实用新型实施例图1中b处的结构放大示意图。
23.图4为本实用新型实施例图1中c处的结构放大示意图。
24.图5为本实用新型实施例中柱塞处的结构示意图。
25.图6为本实用新型实施例中的另一结构示意图。
26.图7为本实用新型实施例中组装机构的一结构示意图。
27.图8为本实用新型实施例图7中d处的结构放大示意图。
28.图9为本实用新型实施例中旋转驱动装置处的结构示意图。
29.图10为本实用新型实施例中电池吸附组件处的结构示意图。
30.图11为本实用新型实施例中组装机构的另一结构示意图。
31.其中附图标号具体如下:
32.10
‑
电池;20
‑
排线;30
‑
轴承连接器;40
‑
磁性组件;50
‑
工具盒;
33.100
‑
第一定位机构;110
‑
坡度调节机构;1101
‑
支撑座;1102
‑
第一支撑部;1103
‑
第二支撑部;1104
‑
坡度调整口;1105
‑
滑道口;1106
‑
配合部;120
‑
定位板;1201
‑
连接杆;1202
‑
柱塞;1203
‑
狭窄部;1204
‑
固定部;1205
‑
手持部;
34.200
‑
组装机构;210
‑
电池吸附组件;2101
‑
翻转吸附板;2102
‑
吸附部;2103
‑
安装部;2104
‑
气管接头;2105
‑
气孔;220
‑
旋转驱动装置;2201
‑
输出端;230
‑
支撑架;240
‑
驱动安装板;2401
‑
旋钮;2402
‑
固定销;250
‑
驱动杆;260
‑
翻转把手;2601
‑
限位件;2701
‑
滑轨;2702
‑
限位块;2703
‑
连接板;280
‑
安装板;2801
‑
把手;290
‑
底板;3001
‑
弹性件;3002
‑
拉拔销;3003
‑
支撑座;3004
‑
卡接块;3005
‑
卡接部;3006
‑
狭窄部;3007
‑
手柄;400
‑
电池固定机构;410
‑
固定板;420
‑
电池放置口;430
‑
翻转压板;510
‑
固定座;520
‑
翻转定位板;530
‑
定位口;600
‑
工作台;700
‑
保压机构。
具体实施方式
35.下面结合附图及具体实施方式对本实用新型进行详细描述。
36.需要说明的是,当一个组件被认定是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认定是“设置于”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被称为是“固定于”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。本文所使用的术语“左”、“右”、“前”、“后”以及类似的表达只是为了说明的目的。
37.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术书的说明书中所使用的的术语只是为了描述具体的实施方式的目的,不是旨于限制本技术。
38.请参见图1至图11,本实用新型的电池组装装置的一实施例中,包括:
39.如图1所示,第一定位机构100,其包括坡度调节机构110及用于固定电池安装载具的定位板120,定位板120设于坡度调节机构110上,定位板120在坡度调节机构110上的位置可调。
40.如图7所示,组装机构200,其包括电池吸附组件210及旋转驱动装置220,旋转驱动装置220的输出端2201驱动连接电池吸附组件210,电池吸附组件210包括安装于所述输出端上的安装部2103和安装于安装部2103一侧之上的翻转吸附板2101,翻转吸附板2101包括用于吸附电池10的吸附部2102。
41.具体而言,如图10所示,翻转吸附板2101一侧设有气管接头2104,通过气管接头2104外接真空泵实现吸附部2102对电池10的真空负压吸附,吸附部2102处设有与气管相贯通的气孔2105。
42.其中,如图6所示的方位,组装机构200可左右移动地设于第一定位机构100的一侧,以使翻转吸附板2101运动到工作位置或退回等待位置。这样设计的目的在于:组装机构200可退回等待位置来避免干涉。
43.实际工作时,操作人员调动坡度调节机构,从而带动定位板120支起,吸附部2102先翻转朝上放置于定位板120上,电池10吸附固定于此处,操作人员将排线20安装至电池10上,安装完成后,启动驱动装置120带动翻转吸附组件200转动至电池安装处,此时如图11所示,吸附部2102翻转朝下,操作人员按压吸附部2102将电池10安装到位。通过设置坡度调节机构110将定位板120支起,再与水平设置的旋转驱动装置200和电池吸附组件210配合即可将电池组装到位,这样的设置使得操作起来较为便捷。
44.翻转吸附板2101安装于安装部2103一侧之上的好处在于:由于翻转吸附板2101设置于安装部2103一侧之上,与翻转吸附板2101安装于安装部2103的中央相比,翻转吸附板2101的翻转半径增加,能够使得电池10翻转到远距离的后续加工工位,避免与其他工位或元器件产生干涉。
45.请参见图1,坡度调节机构110包括平行设置的两个支撑座1101,定位板120位于两个支撑座1101之间,每个支撑座1101包括第一支撑部1102和第二支撑部1103,第二支撑部1103的高度大于第一支撑部1102的高度,第二支撑部1103上设有坡度调整口1104,定位板120的一端与第一支撑部1101转动连接,定位板120的另一端可调动地设于坡度调整口1104中。可以理解的是,坡度调节机构也可以设置为类手机支架的机构、或设于定位板120正后
方的单个支撑座1101或其他一切现有技术中可以实现坡度调节的机构。通过设置两个支撑座1101,可以达到对定位板120更好的固定效果。
46.请参见图2及图5,定位板120设于坡度调整口1104中的端部上分别安装有连接杆1201,连接杆1201外围固定有柱塞1202,柱塞1202包括狭窄部1203、固定部1204及手持部1205,狭窄部1203可调动地设于坡度调整口1104中,固定部1204的径向长度大于狭窄部1202的径向长度。
47.请参见图2,坡度调整口1104的形状为一弧形结构,坡度调整口1104包括供狭窄部1203滑动的滑道口1105及供定位板120到位固定的配合部1106,配合部1106和固定部1204配合固定。进一步地,配合部1106的径向长度大于滑道口1105的径向长度,配合部1106至少设有一处。本实施例中,配合部1106设置有两处,分别位于坡度调整口1104的起点和终点。需要说明的是,坡度调整口1104也可以不设置为弧形结构,其他现有技术中能够实现相同作用的形状皆可,设计成弧形结构的好处是能够在定位板120位置变动时起到更好的支撑导向作用。
48.进一步地连接杆1201为均匀细杆,连接杆1201与定位板120上的安装处呈过盈配合;或连接杆1201为螺杆,连接杆1201螺接于定位板120的端部。
49.如图7及图9所示,组装机构200还包括支撑架230,输出端2201由驱动安装板240安装至支撑架230上,输出端2201驱动连接驱动杆250的一端,驱动杆250的另一端与电池吸附组件210相连。具体而言,驱动安装板240和输出端2201之间由轴承连接器30连接。需说明的是,驱动杆250可以为一根杆或至少两根杆,具体视实际生产中的需要设计即可。进一步地,驱动安装板240上还设有旋钮2401来调整支撑架230与旋转驱动装置220之间的锁紧程度。本实施例中,旋钮2401具体选用便于手握锁附的五角旋钮。
50.请继续参见图9,驱动安装板240和电池吸附组件210之间的驱动杆250上固定有翻转把手260,驱动杆250上安装有对翻转把手260进行限位的限位件2601,翻转把手260用于手动调节电池吸附组件210的位置。本实施例中,限位件2601具体选用c型扣环。需要说明的是,翻转把手260固定套设于驱动杆250上。
51.实际工作时,电池10需安装至定位板120上的电池安装载具上,此时定位板120倾斜设置,若只依靠旋转驱动装置220带动电池吸附组件转动,旋转角度不易计算得出,本实施例中,通过设置翻转把手260,先由旋转驱动装置220驱动电池吸附组件210旋转一整数角度,再由操作人员带动翻转把手260旋转到达电池安装位,人工按压吸附部2102将电池安装即可。翻转把手260的设置使电池的安装更加方便易调,同时也不会影响电池吸附组件210的稳定转动。
52.需要说明的是:实际工作时,当组装机构200将电池10定位至吸附部2102上时,电池10的旋转中心和电池吸附组件210的旋转中心位于一条水平线上。若电池的旋转中心与电池吸附组件210的吸附中心不在一条水平线上,因吸附部2102吸附电池10时吸附的位置不一,则在电池吸附组件210带动电池10旋转或操作人员带动翻转把手260转动时,造成电池10运动的距离不定,从而导致最终安装位置出现偏差,对电池组装不利。
53.在本实施例中,如图11所示,支撑架240上设有固定销2402,翻转把手260上设有对应的插孔;和/或,支撑架240和翻转把手260对应处设置有相互配合吸附固定的磁性组件40。本实施例中,两设置为“和”的并列关系,即既设有固定销2402和对应的插孔,也设有磁
性组件40。需要说明的是,若支撑架240为铁磁性材质,磁性组件40即为安装于翻转把手260上的磁铁,反之亦然;若支撑架240和翻转把手260均为非铁磁性材质,则磁性组件40为分别安装于支撑架240和翻转把手260上的磁铁。
54.在本实施例中,如图11所示,组装机构200还包括前后位置调节机构,其包括安装于支撑架230上的滑轨2701和分别安装于滑轨2701两侧的限位块2702,电池吸附组件210由连接板2703滑动连接于滑轨2701上。通过设置前后位置调节机构,在操作人员带动翻转把手260旋转到达电池安装位时,移动滑轨2701上的电池吸附组件210来调整电池和电池安装位之间的距离。
55.请参见图7及图8,电池组装装置还包括安装板280及底板290,组装机构200安装于安装板280上;如图6所示的方位,安装板280左右滑动设于底板290上;安装板280和底板290之间设有固定机构,固定机构在安装板280滑动停止时,使安装板280固定于底板290上。通过这样的设置使得电池吸附组件210在工作时伸至定位板120处,及在工作完成后远离定位板120处,从而实现了组装机构200的灵活使用,避免了其可能存在的干涉阻碍。
56.请参见图8,固定机构包括弹性件3001、活动穿设于安装板280上的拉拔销3002、安装于安装板280上的支撑座3003、铰接于支撑座3003上的卡接块3004。支撑座3003靠近拉拔销3002设置,底板290上设有对应的长孔,以供拉拔销3002穿入固定;卡接块3004包括用于卡接拉拔销3002的卡接部3005,弹性件3001一端与卡接块3004相连,弹性件3001的另一端与安装板280相连。本实施例中,卡接部3005为u形缺口状,拉拔销3002包括一截狭窄部3006,卡接部3005卡于狭窄部3006上。另外,将支撑座3003靠近拉拔销3002设置,以实现省力操作。进一步地,卡接块3004还包括便于人工手持按压的手柄3007。需要说明的是,底板290上设置对应长孔的数量至少为两个,以实现在两个以上位置的固定。
57.进一步地,如图7所示,安装板280上还设有把手2801,以便于人工带动电池吸附组件200运动。优选地,把手2801位于手柄3007的正下方,操作人员在按压手柄3007时,可以同时握住把手2801带动安装板280及安装板280上承载的部件滑动,十分便捷。
58.固定机构功能的实现依靠的是杠杆原理。在实际操作时,操作人员按住卡接块3004并下压,由卡接部3005带动拉拔销3002上升,拉拔销3002从底板上对应的长孔拔出,操作人员同时握住把手2801带动安装板280滑动,当滑动停止,操作人员松开卡接块3004,弹性件3001回弹,从而卡接部3005带着拉拔销3002下降,拉拔销3002落回底板上对应位置的长孔中,从而实现对安装板280及其上部件的固定。
59.如图1及图4所示,电池组装装置还包括电池固定机构400,电池固定机构400包括竖直设置的固定板410,固定板410上设置有电池放置口420,固定板410一侧铰接设有翻转压板430,电池放置口420上端开设有用于露出电池的缺口。固定板410和翻转压板430的对应贴合面处也设有相互配合吸附固定的磁性组件40。
60.电池组装装置还包括第二定位机构,第二定位机构用于排线20安装时电池10的定位。
61.请参见图1及图3,第二定位机构包括安装于定位板120上的固定座510及铰接于固定座510上的翻转定位板520,翻转定位板520上设有与电池形状相适配的定位口530。定位板120上和翻转定位板520的对应贴合面处也设有相互配合吸附固定的磁性组件40。
62.请参见图6,第一定位机构100设于工作台600上,工作台600上还安装有对定位板
120上安装到位后的电池进行保压的保压机构700。具体而言,第一定位机构100滑动设于工作台600上,保压机构700安装于工作台600上远离操作人员的一侧。当定位板120上的电池安装到位后,操作人员调动坡度调节机构110上的定位板120使其由倾斜支起状态转至水平状态,由操作人员手推或外加驱动源驱动第一定位机构100至保压机构700下方,保压机构700下压对电池进行保压。具体地,保压机构可选用现有技术中一切可以实现保压的机构。
63.实现上述功能还需电气控制系统,如plc、工控机、程序、电路、气路布置等,此等皆可通过现有技术中的电气控制实现,此处不作详述。
64.进一步地,如图6所示,还设有工具盒50,工具盒50内盛有电池吸笔、排线吸笔、镊子、撬棒等辅助用具(图中未标出)。本实施例中,工具盒50置于工作台600上。
65.为了方便对上述具体实施例提供的电池组装装置的理解,下面结合附图1
‑
11对其工作原理进行详细描述:
66.首先,将电池安装载具固定至定位板120上,调整坡度调节机构110带动定位板120支起,操作人员将翻转定位板520翻转至工作角度,再同时握住把手2801和按压手柄3007带动电池吸附组件200朝左移动至工作位,将吸附部2102翻转朝上置于定位口530中;
67.然后,操作人员用电池吸笔将电池10组入电池固定机构400中,电池10上安装排线位放置朝上,再带动翻转压板430翻转压住电池10,操作人员使用撬棒撬开电池10上的排线安装位,撬完后,操作人员再利用电池吸笔将电池放在开启真空吸附的吸附部2102上,操作人员使用排线吸笔将排线20组入电池10上;
68.再者,启动旋转驱动装置220带动吸附部2102及其上的电池10旋转一整数角度,再由操作人员带动翻转把手260旋转到达电池安装位,人工按压吸附部2102将电池安装到位;
69.最后,翻转定位板520翻至非工作位,电池吸附组件210退回,调整坡度调节机构110将定位板120放置水平,再使第一定位机构100滑动至保压机构700处,保压机构700下压对电池10进行保压。
70.需要强调的是,尽管上面已经示出和描述了本实用新型的具体实施例,但是并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。