1.本技术涉及钢格板加工的领域,尤其是涉及一种用于钢格板压焊机的扁钢取直装置。
背景技术:
2.钢格板又叫钢格栅板,钢格栅板是用扁钢按照一定的间距和横杆进行交叉排列,并且焊接成中间带有方形格子的一种钢铁制品,主要用来做水沟盖板,钢结构平台板,钢梯的踏步板等,横杆一般采用经过扭绞的方钢。
3.压焊机是一种焊接平台机械设备,主要采用浮动装置,使焊接压力不直接作用在转盘上,达到热压焊接的精确定位,实现精密焊接。
4.公告号为cn206643493u的中国专利公开了一种钢格板压焊机,包括压焊机,所述压焊机包括可竖直动作的焊接部和对应焊接部固定设置的配合部,还包括工作台,所述工作台包括对应压焊机设置的焊接区和远离压焊机设置的装料区,所述焊接区设置有通孔状的焊接位,所述焊接部和配合部分别位于所述焊接位的正上方和正下方,工作台上还设置有用以安装工件的夹具和将夹具从装料区输送至焊接区的机械手,所述机械手电连接有控制系统,所述控制系统还与压焊机电连接。
5.针对上述中的相关技术,发明人认为:焊接过程中,扁钢存在弯曲的现象,在焊接时,弯曲的扁钢容易导致焊接不牢固。
技术实现要素:
6.为了对扁钢进行取直,本技术提供一种用于钢格板压焊机的扁钢取直装置。
7.本技术提供的一种用于钢格板压焊机的扁钢取直装置采用如下的技术方案:
8.一种用于钢格板压焊机的扁钢取直装置,包括工作台,所述工作台上连接有取直装置,所述取直装置包括转动嵌设于工作台的取直辊一、位于取直辊一上方的取直辊二,所述取直辊一和取直辊二之间留有供扁钢通过的间距,所述工作台上连接有安装座,所述取直辊二转动连接于安装座,所述取直辊二上连接有驱动取直辊二转动的驱动源一。
9.通过采用上述技术方案,驱动源一驱动取直辊二转动,取直辊二带动扁钢运动,进而带动取直辊一转动,取直辊一和取直辊二同步转动,对扁钢进行取直。
10.可选的,所述工作台的上表面连接有导向板,所述导向板抵触扁钢长边处的侧面,所述导向板关于扁钢对称设置有两个。
11.通过采用上述技术方案,导向板为扁钢的移动提供了导向和限位,减少了扁钢在取直过程中产生倾斜的可能性,提高了扁钢移动的稳定性。
12.可选的,所述工作台上连接有用于调节导向板水平位置的调节组件,所述调节组件包括连接块,所述连接块固定连接于导向板,所述连接块与工作台滑移配合,所述连接块上穿设有插销,所述工作台上沿着扁钢的宽度方向开有若干锁孔,所述插销的底端插入锁孔。
13.通过采用上述技术方案,调节组件实现导向板位置的调整,可以为不同宽度的扁钢提供导向,扩大了适用范围,提高了使用的灵活性。
14.可选的,所述取直辊一和取直辊二上均设置有防滑层。
15.通过采用上述技术方案,防滑层增大了取直辊一与扁钢之间的摩擦力、取直辊二与扁钢之间的摩擦力,减少了扁钢在移动过程中打滑的可能,提高了扁钢移动的稳定性,保证了取直的效率和效果。
16.可选的,所述工作台上连接有升降组件,所述升降组件用于调节安装座在竖直方向的位置,所述升降组件包括固定板和丝杠,所述固定板固定连接于工作台,所述丝杠竖向设置且转动连接于工作台,所述丝杠上连接有用于驱动丝杠转动的驱动源二,所述丝杠上转动套设有运动座且与运动座螺纹配合,所述运动座与固定板滑移配合,所述运动座固定连接于安装座。
17.通过采用上述技术方案,升降组件实现了安装座竖向位置的调整,从而实现了取直辊二竖向位置的调整,可以灵活改变取直辊一与取直辊二之间的间距,适用于不同厚度的扁钢,提高了本技术的适用范围。
18.可选的,所述驱动源一和驱动源二均为电机。
19.通过采用上述技术方案,电机可以驱动取直辊一和丝杠转动。
20.可选的,所述工作台上方设有压板,所述压板位于取直装置朝向取直后扁钢的一侧,所述压板的底面贴合扁钢,所述压板上螺纹连接有螺杆,所述螺杆转动连接于工作台。
21.通过采用上述技术方案,压板为取直后的扁钢进行定型,进一步保证了取直效果。
22.可选的,所述导向板朝向扁钢的一侧设置有润滑层。
23.通过采用上述技术方案,润滑层为聚四氟乙烯,减少了导向板和扁钢之间的摩擦。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.驱动源一驱动取直辊二转动,取直辊二带动扁钢运动,进而带动取直辊一转动,取直辊一和取直辊二同步转动,对扁钢进行取直;
26.2.导向板为扁钢的移动提供了导向和限位,减少了扁钢在取直过程中产生倾斜的可能性,提高了扁钢移动的稳定性;
27.3.升降组件实现了安装座竖向位置的调整,从而实现了取直辊二竖向位置的调整,可以灵活改变取直辊一与取直辊二之间的间距,适用于不同厚度的扁钢,提高了本技术的适用范围。
附图说明
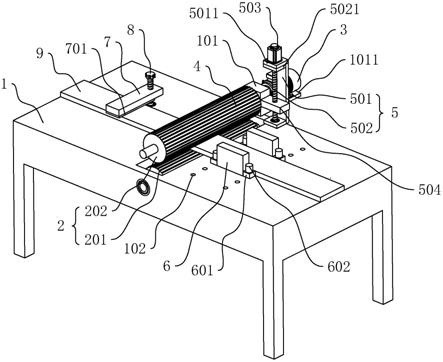
28.图1是本技术实施例的用于钢格板压焊机的扁钢取直装置的整体结构示意图。
29.附图标记说明:1、工作台;101、安装座;1011、承托板一;102、插孔;2、取直装置;201、取直辊一;202、取直辊二;3、驱动源一;4、防滑层;5、升降组件;501、固定板;5011、承托板二;502、丝杠;5021、连接座;503、驱动源二;504、运动座;6、导向板;601、连接块;602、插销;7、压板;701、弹性垫;8、螺杆;9、扁钢。
具体实施方式
30.以下结合附图1对本技术作进一步详细说明。
31.本技术实施例公开一种用于钢格板压焊机的扁钢取直装置。参照图1,用于钢格板压焊机的扁钢9取直装置包括工作台1,工作台1上连接有取直装置2,取直装置2对扁钢9进行取直,提高了后续钢格板压焊的牢固度。
32.参照图1,工作台1的长度方向和扁钢9的长度方向同向,取直装置2包括取直辊一201和取直辊二202,取直辊一201和取直辊二202的轴向平行于工作台1的宽度方向。取直辊一201通过轴承转动嵌设在工作台1内,且位于工作台1的中间,取直辊一201最高点和工作台1的上表面相平齐。
33.参照图1,工作台1上表面的一长边处连接有安装座101,安装座101垂直于工作台1的上表面设置。安装座101背离工作台1的一侧固定连接有水平设置的承托板一1011,承托板一1011上栓接有驱动源一3,驱动源一3为电机。
34.参照图1,取直辊二202通过轴承转动连接于安装座101朝向工作台1的侧面,取直辊二202和驱动源一3同轴固定。取直辊二202位于取直辊一201上方,取直辊一201轴线的竖向投影和取直辊二202轴线的竖向投影重合,取直辊一201和取直辊二202之间留有供扁钢9通过的间距,扁钢9抵触在取直辊一201和取直辊二202之间。
35.工作时,驱动源一3驱动取直辊二202转动,取直辊二202与扁钢9之间产生摩擦,摩擦力驱动扁钢9进行移动,同时,扁钢9与直辊一之间产生摩擦,摩擦力带动取直辊一201转动,取直辊一201和取直辊二202共同转动,对扁钢9进行取直。
36.参照图1,为了增大扁钢9与取直辊一201之间的摩擦力、扁钢9与取直辊二202之间的摩擦力,取直辊一201和取直辊二202上均设置有防滑层4,提高了扁钢9取直的稳定性。
37.参照图1,为了使取直装置2适用于不同厚度的扁钢9,工作台1和安装座101之间连接有升降组件5。升降组件5包括固定板501和丝杠502,固定板501固定连接于工作台1的上表面,且垂直于工作台1设置。丝杠502竖向设置,丝杠502的两端均转动连接有连接座5021,连接座5021固定连接于固定板501朝向扁钢9的一侧。
38.参照图1,丝杠502的顶端连接有驱动源二503,驱动源二503为电机,且与丝杠502同轴固定。为了提高驱动源二503的稳定性,固定板501的顶端固定连接有承托板二5011,驱动源二503栓接在承托板二5011的顶面,驱动源二503的输出轴穿设承托板二5011。
39.参照图1,丝杠502上转动套设有运动座504,运动座504与丝杠502螺纹配合,运动座504与固定板501滑移配合,运动座504的侧壁固定连接于安装座101。
40.开启驱动源二503,驱动源二503驱动运动座504竖向移动,从而带动了安装座101的竖向移动,进而实现了取直辊二202在竖向位置上的调整,使得取直装置2可以取直不同厚度的扁钢9,扩大了本技术的适用范围。
41.参照图1,工作台1的上表面滑移连接有导向板6,导向板6位于取直装置2朝向未取直扁钢9的一侧。导向板6垂直于工作台1的上表面设置,且导向板6平行于工作台1的长度方向。导向板6抵触扁钢9长边处的侧面,且导向板6关于扁钢9对称设置有两个。
42.参照图1,导向板6朝向扁钢9的一侧涂有润滑层,润滑层为聚四氟乙烯,具有良好的润滑效果。扁钢9取直过程中,润滑层减少了导向板6和扁钢9之间的摩擦力,同时,导向板6对扁钢9的移动进行导向和限位,提高了取直过程中扁钢9的稳定性。
43.参照图1,工作台1上连接有调节组件,调节组件用于调节导向板6的水平位置,并对导向板6进行定位。调节组件包括连接块601,连接块601固定连接于导向板6的侧壁,且关
于导向板6对称设置有两个。每个连接块601上均穿设有插销602,插销602和连接块601滑移配合。工作台1上开有供插销602插入的插孔102,孔沿着扁钢9的宽度方向设置有若干。
44.抽出插销602,滑移导向板6,移动导向板6至所需位置后,将插销602插入插孔102内,完成对导向板6位置的锁定,适用于不同宽度的扁钢9,进一步扩大了本技术的适用范围。
45.参照图1,工作台1上方设有水平的压板7,压板7位于取直辊背离导向板6的一侧。压板7的底面胶接有弹性垫701,弹性垫701抵触扁钢9,减少了对扁钢9的磨损。
46.参照图1,压板7上转动连接有竖向设置的螺杆8,且压板7与螺杆8螺纹配合。螺杆8的底端过轴承转动连接于工作台1。取直后的扁钢9从压板7下面经过,压板7对扁钢9进行再定型,保证了取直效果。
47.本技术实施例一种用于钢格板压焊机的扁钢9取直装置2的实施原理为:操作人员将扁钢9的一端放置在取直辊一201和取直辊二202之间,然后,开启驱动源一3,驱动取直辊二202转动,取直辊二202与扁钢9之间产生摩擦,摩擦力驱动扁钢9进行移动。另外,导向板6对移动的扁钢9提供导向,减少了扁钢9移动过程中产生倾斜的可能。同时,扁钢9与取直辊一201之间产生摩擦,摩擦力带动取直辊一201转动,取直辊一201和取直辊二202共同转动,挤压扁钢9,对扁钢9进行取直。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。