1.本说明书公开了单体的制造方法以及制造装置。
背景技术:
2.以往,作为这种单体的制造方法,提出了一种由厚度相同的带状坯料通过冲裁加工来制造由具有与无级变速器的带轮抵接的左右侧边且具有向下变细的锥形部(或者向下方延伸的平行薄壁部)的主体部、从主体部向上方延伸的颈部、以及从颈部向上方延伸的三角形状的头部构成的单体的方法(例如,参照专利文献1)。在单体的制造方法中,对于带状坯料以头部彼此相向的形态冲裁相邻的一对单体。作为该制造方法的工序,包括:冲裁工序,将在主体部的左右侧边的轮廓添加余量而绘制的线和在主体部的下边的轮廓添加余量而绘制的线作为冲裁线而冲裁坯料;狭缝形成工序,在相向的一对头部之间冲裁形成大致长方形状的狭缝;塑性加工工序(压溃工序),对坯料实施塑性加工以减小板厚并在坯料形成一对锥形部;以及第二冲裁工序,从带状坯料冲裁成单体作为产品。
3.现有技术文献
4.专利文献
5.专利文献1:国际公开2010/125876号。
技术实现要素:
6.发明要解决的问题
7.但是,在上述的单体的制造方法中,为了在使坯料的板厚变小并在主体部(胴部)形成锥形部时确保材料的流动去处,需要事先通过冲裁工序、狭缝形成工序在胴部的周围形成大的狭缝,因此存在发生狭缝大小的坯料的浪费,并且产品的成品率变差的问题。
8.本公开的单体的制造方法以及制造装置的主要目的在于,在通过冲裁加工从均匀厚度的带板状的坯料成形具有厚壁部和薄壁部的单体时,高精度地成形薄壁部,并且提高产品的成品率。
9.用于解决问题的手段
10.本公开的单体的制造方法以及制造装置为了实现上述的主要目的而采用了以下的技术方案。
11.本公开的单体的制造方法,通过将均匀厚度的带板状的坯料顺序输送到各冲压位置,并在所述各冲压位置对所述坯料进行冲压加工,来制造构成卷绕在无级变速器的一对带轮之间的传动带并具有厚壁部和薄壁部的单体,其中,
12.作为在所述各冲压位置进行的冲压加工,包括:
13.预冲裁工序,进行冲裁,使得留下与周围的坯料连接的连接部,使所述连接部以外的切离部从所述周围的坯料切离,并且使所述切离部相对于所述周围的坯料在板厚方向上不重叠;
14.压溃工序,在所述预冲裁工序之后,压缩所述切离部的与所述薄壁部相当的区域
并进行压溃;以及
15.冲裁工序,在所述压溃工序之后,将所述切离部冲裁为与所述单体对应的外形。
16.在该本公开的单体的制造方法中,通过将均匀厚度的带板状的坯料顺序输送到各冲压位置,并在各冲压位置对坯料进行冲压加工,来制造构成无级变速器的传动带并具有厚壁部和薄壁部的单体。作为在各冲压位置进行的冲压加工,包括:预冲裁工序,进行冲裁,使得留下与周围的坯料连接的连接部,使连接部以外的切离部从周围的坯料切离,并且使切离部相对于周围的坯料在板厚方向上不重叠;压溃工序,在预冲裁工序之后,压缩切离部的与薄壁部相当的区域并压溃;以及冲裁工序,在压溃工序之后,将切离部冲裁为与单体对应的外形。如上所述,在将切离部冲裁为相对于周围的坯料在板厚方向上不重叠之后,再压缩压溃切离部,因此能够使被压缩的材料在面方向上顺利地流动。由此,在成形单体时,能够使薄壁部高精度地形成。另外,由此,可以不必为了确保压溃工序中的材料的流动去处而事先在坯料的周围形成狭缝,或者可以将必要的狭缝变小,因此能够从坯料高效地取出单体,从而能够提高产品的成品率。其结果,在通过冲裁加工从均匀厚度的带板状的坯料成形具有厚壁部和薄壁部的单体时,能够高精度地成形薄壁部,并且能够提高产品的成品率。此外,当在预冲裁工序之前具备使用于在后续工序中定位坯料的引导孔形成于坯料的引导孔形成工序的情况下,由于切离部与周围的坯料在板厚方向上错开,因此能够抑制因在压溃工序中压缩的材料朝向引导孔流动而引起的对引导孔的不利影响。
17.本公开的单体的制造装置,通过将均匀厚度的带板状的坯料顺序输送到各冲压位置,并在所述各冲压位置对所述坯料进行冲压加工,来制造构成无级变速器的传动带并具有厚壁部和薄壁部的单体的单体,包括:
18.预冲裁用模具,设置于第一冲压位置,进行预冲裁加工,该预冲裁加工中,进行冲裁,使得留下与周围的坯料连接的连接部,使所述连接部以外的切离部从周围的坯料切离,并且使所述切离部相对于所述周围的坯料在板厚方向上不重叠;
19.压溃用模具,设置于比所述第一冲压位置在顺序输送方向上更靠下游的第二冲压位置,进行压溃加工,在所述压溃加工中,压缩所述切离部的与所述薄壁部相当的区域并压溃;以及
20.冲裁用模具,设置于比所述第二冲压位置在顺序输送方向上更靠下游的第三冲压位置,进行冲裁加工,在所述冲裁加工中,将所述切离部冲裁为与所述单体对应的外形。
21.在该本公开的单体的制造装置中,包括进行用于实现上述的本公开的单体的制造方法的各工序的冲压加工的模具(预冲裁用模具、压溃用模具、以及冲裁用模具),因此具有与本公开的单体的制造方法起到的效果同样的效果,即在通过冲裁加工从均匀厚度的带板状的坯料成形具有厚壁部和薄壁部的单体时,能够发挥在高精度地成形薄壁部的同时提高产品的成品率的效果。
附图说明
22.图1是具有传动带的无级变速器的概略结构图。
23.图2是传动带的概略结构图。
24.图3是单体的制造装置的概略结构图。
25.图4是示出单体的制造工序的说明图。
26.图5是预冲裁用模具的概略结构图。
27.图6是预冲裁用模具的概略结构图。
28.图7是预冲裁后的带板坯料的外观立体图。
29.图8是预冲裁后的带板坯料的剖视图。
30.图9是预冲裁后的带板坯料的侧视图。
31.图10是预冲裁后的带板坯料的背面图。
32.图11是预冲裁后的带板坯料的主视图。
33.图12是阶差压溃成形用模具的概略结构图。
34.图13是阶差压溃成形后的带板坯料的外观立体图。
35.图14是阶差压溃成形后的带板坯料的侧视图。
36.图15是示出材料因阶差压溃成形而流动的情形的说明图。
37.图16是板厚压溃成形用模具的概略结构图。
38.图17是板厚压溃成形后的带板坯料的外观立体图。
39.图18是板厚压溃成形后的带板坯料的侧视图。
40.图19是模压成形用模具的概略结构图。
41.图20是模压成形后的带板坯料的外观立体图。
42.图21是模压成形后的带板坯料的侧视图。
43.图22是半冲裁用模具的概略结构图。
44.图23是半冲裁后的带板坯料的外观立体图。
45.图24是半冲裁后的带板坯料的侧视图。
46.图25是落料用模具的概略结构图。
47.图26是包括其他实施方式的单体的传动带的概略结构图。
48.图27是示出其他实施方式的单体的制造工序的说明图。
具体实施方式
49.接下来,参照附图,对用于实施本公开的方式进行说明。
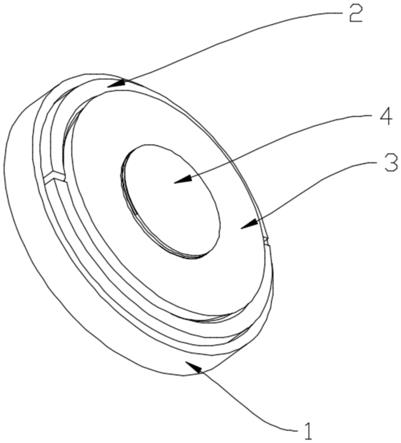
50.图1是具有传动带的无级变速器的概略结构图,图2是传动带的概略结构图。如图1所示,无级变速器1具有作为驱动侧旋转轴的主动轴2、设置于该主动轴2的主带轮3、作为与主动轴2平行配置的从动侧旋转轴的从动轴4、以及设置于该从动轴4的从带轮5。传动带10卷绕于主带轮3的带轮槽(v字状槽)和从带轮5的带轮槽(v字状槽)。
51.主动轴2经由未图示的前进后退切换机构,和与发动机(内燃机)等动力产生源连接的未图示的输入轴连接。主带轮3具有与主动轴2一体形成的固定滑轮3a、以及经由滚珠花键等被主动轴2支撑为在轴向上自由滑动的可动滑轮3b。另外,从带轮5具有与从动轴4一体形成的固定滑轮5a、以及经由滚珠花键等被从动轴4支撑为在轴向上自由滑动的同时被回动弹簧8沿轴向施力的可动滑轮5b。
52.并且,无级变速器1具有作为用于变更主带轮3的槽宽的油压式促动器的主缸6、以及作为用于变更从带轮5的槽宽的油压式促动器的副缸7。主缸6形成在主带轮3的可动滑轮3b的背后,副缸7形成在从带轮5的可动滑轮5b的背后。为了改变主带轮3和从带轮5的槽宽而从未图示的油压控制装置向主缸6和副缸7供给工作油,由此,能够将从发动机等经由输
入轴、前进后退切换机构向主动轴2传递的扭矩无级地变速并向从动轴4输出。输出到从动轴4的扭矩经由齿轮机构、差动齿轮以及驱动轴向车辆的驱动轮(均省略图示)传递。
53.如图2所示,传动带10具有:两个层叠环12,通过将能够弹性变形的复数个(在本实施方式中,例如为9个)环部件11沿厚度方向(环径向)层叠而构成;以及复数个(例如,数百个)单体20,沿层叠环12的内周面环状地排列(捆束)。构成层叠环12的复数个环部件11是分别从钢板制的筒(drum)切出的能够弹性变形的部件,被加工为具有大致相同的厚度以及每一个具有预先确定的不同的周长。另外,各环部件11以轴向的中央部向径向外侧稍微突出的方式缓缓弯曲。
54.如图2所示,各单体20是通过冲压加工从具有均匀板厚的金属制的带板状的坯料(带板坯料)50冲裁而成的构件,其具有:胴部21,在图中水平地延伸;颈部22,从该胴部21的宽度方向上的中央部向传动带10的外周侧(传动带10、层叠环12的径向外侧)延伸;以及头部23,包括以从胴部21分离的方式从颈部22向胴部21的宽度方向上的两侧延伸的一对耳部23a。胴部21的宽度大于等于头部23的宽度,通过胴部21、颈部22以及头部23的各耳部23a划分形成两个环容纳部(凹部)24。另外,在头部23的正面(一个表面)的宽度方向上的中央部形成有一个突起(dimple)23p,在头部23的背面(另一个表面)以位于突起23p的背侧的方式形成有凹部23r。
55.在各单体20的环容纳部24中,以从两侧夹住该单体20的方式嵌入有层叠环12,各单体20的突起23p与相邻的单体20的凹部23r松嵌合。由此,通过两个层叠环12将多个单体20以环状排列的状态捆束。另外,划分形成环容纳部24的胴部21的表面(图2中的上表面)是与层叠环12(最内层的环部件11)的内周面接触的鞍面21a。即、鞍面21a位于颈部22的宽度方向上的两侧。
56.各鞍面21a是向层叠环12侧弯曲的凸曲面。即、各鞍面21a具有将宽度方向上的中央部附近作为顶部并随着从该顶部朝向宽度方向上的外侧以及颈部22侧而向图中下方缓缓地倾斜的左右对称的凸曲面形状(crowning形状)。由此,通过与鞍面21a的摩擦,向层叠环12施加朝向顶部t的向心力,从而能够使该层叠环12居中。其中,鞍面21a也可以包括向传动带10等的径向上的外侧弯曲的复数个凸曲面。另外,鞍面21a(凸曲面)的曲率半径设定为小于最内层的环部件11(层叠环12)的沿着轴向弯曲的曲率半径。
57.另外,各单体20的胴部21具有以随着从传动带10的内周侧朝向外周侧(传动带等的径向上的外侧)而彼此分离的方式形成的一对侧面21f。各侧面21f与主带轮3的带轮槽、从带轮5的带轮槽的表面摩擦接触而受到来自带轮3、5的夹持压力,成为通过摩擦力从主带轮3向从带轮5传递扭矩的扭矩传递面(齿面)。在本实施方式中,如图所示,在各侧面21f的表面形成有用于保持用于润滑、冷却各单体20与主带轮3、从带轮5之间的接触部的工作油的凹凸(复数个槽)。
58.并且,如图2所示,本实施方式的单体20的正面(突起23p侧的表面)包括斜面21s,而其背面平坦地形成。即、胴部21的外周侧(传动带10等的径向上的外侧)的一部分、颈部22以及头部23具有大致恒定的厚度,在胴部21形成有随着从比鞍面21a更接近内周侧(传动带10等的径向上的内侧)的位置进一步朝向内周侧而接近背面的斜面21s。另外,在胴部21的内周部(图2中的下端部)形成有比包含该胴部21的斜面21s的部分更薄且具有大致恒定的厚度的阶差部21b。并且,在包括颈部22、头部23等的平坦部与斜面21s之间的边界部分形成
有使在传动带10的行进方向上相邻的单体20彼此接触并成为两者转动的支点的锁定边缘25。即、在各单体20中,锁定边缘25位于比各鞍面21a更靠内周一侧。
59.接下来,对如上所述构成的单体20的制造工序进行说明。图3是单体的制造装置的概略结构图,图4是示出单体的制造工序的说明图。如图3所示,单体的制造装置100具有:展卷机101,展开卷绕有带板坯料50的卷材c;输送装置102,将通过展卷机101展开的带板坯料50沿长度方向输送;以及冲压加工机105,对通过输送装置102输送的带板坯料50进行冲裁而成形单体20。单体20的制造是通过由输送装置102将带板坯料50沿着其长度方向顺序地输送到冲压加工机105的各冲压位置,并由冲压加工机105在各冲压位置对带板坯料50进行冲压加工而进行。作为在各冲压位置进行的冲压加工工序,从顺序输送方向上的上游侧开始依次包括引导孔冲孔
·
狭缝孔冲孔工序(s1)、预冲裁工序(s2)、阶差压溃成形工序(s3)、板厚压溃成形工序(s4)、模压成形工序(s5)、半冲裁工序(s6)、以及落料工序(s7)。冲压加工机105具有在引导孔冲孔
·
狭缝孔冲孔工序(s1)中使用的引导孔冲孔
·
狭缝孔冲孔用模具110、在预冲裁工序(s2)中使用的预冲裁用模具120、在阶差压溃成形工序(s3)中使用的阶差压溃成形用模具130、在板厚压溃成形工序(s4)中使用的板厚压溃成形用模具140、在模压成形工序(s5)中使用的模压成形用模具150、在半冲裁工序(s6)中使用的半冲裁用模具160、以及在落料工序(s7)中使用的落料用模具170。如图4所示,该冲压加工机105以使两个一对单体20在带板坯料50的长度方向上头部23的顶部23t(头部23的与胴部21侧相反的一侧的端部)彼此相向的状态成形的方式进行冲压加工。
60.引导孔冲孔
·
狭缝孔冲孔工序(s1)是使用引导孔冲孔
·
狭缝孔冲孔用模具110,对带板坯料50进行形成两个圆形的引导孔50p和一个椭圆形(oval形)的狭缝孔50s的工序。两个引导孔50p用于在后续工序的冲压加工(例如模压成形工序等)中定位带板坯料50,形成于穿过成形的两个一对单体20的彼此相向的头部23的顶部23t之间的中央且与胴部21的宽度方向(带板坯料50的宽度方向)平行的直线上且与该宽度方向上的中央部隔开相等距离的位置。另外,狭缝孔50s用于在后续工序的预冲裁工序中确保冲压加工时的材料的流动去处,其形成为在从成形的两个一对单体20的胴部21的内周部相当的位置沿带板坯料50的长度方向隔开规定距离的位置,沿带板坯料50的宽度方向延伸。
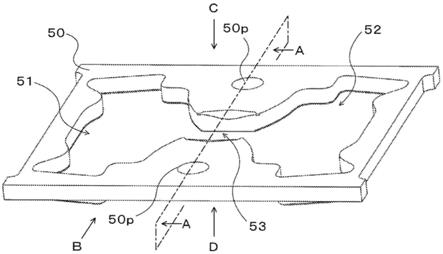
61.预冲裁工序(s2)是使用预冲裁用模具120进行冲裁的工序,将与两个一对单体20的头部23的顶部23t彼此之间相当的位置作为连接部53留在周围的带板坯料50中,并且将除了该连接部53以外的包括两个一对单体20的区域作为切离部51、52从周围的带板坯料50切离。图5和图6是预冲裁用模具的概略结构图,图7是预冲裁后的带板坯料的外观立体图,图8是图7的带板坯料的a
‑
a剖视图,图9是从b方向观察图7的带板坯料的侧视图,图10是从c方向观察图7的带板坯料的背面图,图11是从d方向观察图7的带板坯料的主视图。如图5和图6所示,预冲裁用模具120包括:模121,具有两个开口部121o;冲头122,将带板坯料50从背面(成为单体20的背面侧的表面、即图中的上方的表面)侧按压,并按压到模121的两个开口部121o;两个顶料构件123,以与冲头122相对的方式配置于模121的两个开口部121o的内部,与带板坯料50的正面(成为单体20的正面侧的表面、即图中的下方的表面)抵接;以及脱模板124,以与模121相对的方式配置于冲头122的周围,按压带板坯料50。
62.模121的两个开口部121o形成为,将在头部23的顶部23t彼此相向的状态的两个一对单体20的轮廓上添加余料部而获得的线作为冲裁线来冲裁带板坯料50。如图5和图6所
示,模121包括阶差部121a,其形成为两个开口部121o的分隔壁,并且与形成在冲头122的表面(图中的下方的表面)的凹部122o相对,具有比周围的表面低一些的表面。阶差部121a构成半冲裁部,其对连接部53进行半冲裁以使其在板厚方向上的端部处与周围的带板坯料50连接。
63.如图6至图9所示,通过如上所述构成的预冲裁用模具120,切离部51、52的正面(成为单体20的正面侧的表面、即图中的下方的表面)侧比其背面(成为单体20的背面侧的表面、即图中的下方的表面)侧相对于周围的带板坯料50在板厚方向上更分离且在板厚方向上不重叠地被切离。通过半冲裁,连接部53在板厚方向上的端部处与周围的带板坯料50连接,并且相对于该周围的带板坯料50在板厚方向上产生阶差。如图10所示,该阶差成形为,在冲头122侧的表面(切离部51、52的背面侧)形成有与带板坯料50的长度方向平行的直线状的棱线53a,如图11所示,在模121侧的表面(切离部51、52的正面侧)形成有向带板坯料50的宽度方向(短方向)上的外侧膨胀的圆弧状(凸曲面)的棱线53b。由此,能够在充分地确保连接部53的强度(与周围的带板坯料50的连接强度)的同时,能够将切离部51、52的范围取得较大。
64.阶差压溃成形工序(s3)是使用阶差压溃成形用模具130来对切离部51、52的正面侧的与单体20的胴部21的斜面21s以及阶差部21b相当的区域进行压缩而在板厚方向上压溃的工序。图12是阶差压溃成形用模具的概略结构图,图13是阶差压溃成形后的带板坯料的外观立体图,图14是阶差压溃成形后的带板坯料的侧视图。如图12所示,阶差压溃成形用模具130包括:顶料构件131
‑
134,按压切离部51、52的正面(成为单体20的正面侧的表面);顶料构件保持架135,配置于顶料构件131
‑
134的周围并保持该顶料构件131
‑
134;以及按压冲头136,与顶料构件131
‑
134相对地配置并按压切离部51、52的背面(成为单体20的背面侧的表面)。
65.顶料构件131、132配置于切离部51、52的正面侧,外径大于通过切离形成的带板坯料50的开口部50o,并且具有与切离部51、52的正面侧的与胴部21的斜面21s以及阶差部21t相当的区域抵接的抵接面(按压面)。顶料构件133、134配置于顶料构件131、132的内部,具有与切离部51、52的正面侧的与胴部21的平坦部、头部23以及颈部22相当的区域抵接的平坦面。按压冲头136在切离部51、52的背面侧与通过切离形成的带板坯料50的开口部50o隔开配置,并且形成为外径比该开口部50o小一些,插通于该开口部50o并具有与切离部51、52的背面侧的与胴部21的一部分、颈部22以及头部23相当的区域抵接的平坦面。
66.如图12所示,顶料构件131、132的抵接面(按压面)具有斜面形成部131s、132s以及阶差部形成部131b、132b,以在切离部51、52的正面(成为单体20的正面侧的表面)形成斜面51s、52s以及阶差部51b、52b(参照图14)。在从切离部51、52成形两个一对单体20时,斜面51s、52s成为形成在各个单体20的胴部21的正面的斜面21s。另外,在从切离部51、52成形两个一对单体20时,阶差部51b、52b成为形成在各个单体20的胴部21的正面的阶差部21b。
67.如上所述,切离部51、52冲裁为两个一对单体20以在带板坯料50的长度方向上头部23的顶部23t彼此相向的状态成形,并且与周围的带板坯料50在板厚方向上不重叠,因此如图12所示,在使用阶差压溃成形用模具130对切离部51、52进行冲压加工(压溃成形)时向外侧(图中的左右)流动的材料不会与周围的带板坯料50发生干扰。由此,能够在切离部51、52高精度地形成斜面51s、52s和阶差部51b、52b。即、在从切离部51、52成形两个一对单体20
时,能够在各个单体20的胴部21高精度地形成斜面21s和阶差部21b。
68.另外,如上所述,在连接部53中,在前工序的预冲裁工序(s2)中,形成在切离部51、52的背面侧的阶差的棱线53a形成为与带板坯料50的长度方向平行的直线状,并且形成在切离部51、52的正面侧的阶差的棱线53b形成为向带板坯料50的宽度方向(短方向)上的外侧膨胀的圆弧状,因此如图15所示,在阶差压溃成形工序(s3)中对切离部51、52进行冲压加工时,能够防止向内侧流动的材料经由连接部53流动到带板坯料50的形成有引导孔50p的区域,从而能够抑制该引导孔50p的位置偏移和变形。并且,两个引导孔50p形成为位于穿过两个切离部51、52的中央且与带板坯料50的宽度方向平行的直线上,因此如图15所示,在阶差压溃成形工序(s3)中对切离部51、52进行冲压加工时,即使材料向引导孔50p流动,也由于因材料流动而引起的引导孔50p的位置偏移方向彼此相反,从而被抵消。由此,能够抑制引导孔50p的位置偏移。
69.板厚压溃成形工序(s4)是使用板厚压溃成形用模具140来将切离部51、52的与单体20的胴部21的平坦部、颈部22以及头部23相当的区域向板厚方向压溃而进行板厚调整的工序。图16是板厚压溃成形用模具的概略结构图,图17是板厚压溃成形后的带板坯料的外观立体图,图18是板厚压溃成形后的带板坯料的侧视图。如图16所示,板厚压溃成形用模具140包括:顶料构件141,按压切离部51、52的正面(成为单体20的正面侧的表面);以及按压冲头142,与顶料构件141相对地配置并按压切离部51、52的背面(成为单体20的背面侧的表面)。
70.按压冲头142在切离部51、52的背面侧与通过切离形成的带板坯料50的开口部50o隔开配置,并且形成为外径比该开口部50o小一些,插通于该开口部50o,并具有与切离部51、52的背面抵接的平坦面。顶料构件141形成为与按压冲头142大致相同的外径,具有与切离部51、52的正面抵接的平坦面。如图17和图18所示,通过利用顶料构件141和按压冲头142在板厚方向上压缩切离部51、52,能够调整切离部51、52的与单体20的胴部21的平坦部、颈部22以及头部23相当的区域的板厚。在本实施方式中,由于是在阶差压溃成形工序(s3)之后,与阶差压溃成形工序(s3)独立地执行板厚压溃成形工序(s4),因此能够高精度地调整切离部51、52的与胴部21的平坦部、颈部22以及头部23相当的区域的板厚。
71.模压成形工序(s5)是使用模压成形用模具150在切离部51、52的正面侧的与单体20的头部23相当的区域形成突起51p、52p,并且在其背面侧形成凹部51r、52r的工序。图19是模压成形用模具的概略结构图,图20是模压成形后的带板坯料的外观立体图,图21是模压成形后的带板坯料的侧视图。如图19所示,模压成形用模具150包括:模压模151,具有小径且圆筒状的两个开口部151o;两个模压冲头152,形成为其外径比开口部151o稍微小的圆柱状,从背面(成为单体20的背面侧的表面)侧按压切离部51、52并按压到模压模151的两个开口部151o;以及脱模板153,配置于两个模压冲头152的周围,支撑该两个模压冲头152。
72.脱模板153在切离部51、52的背面侧与通过切离形成的带板坯料50的开口部50o隔开配置,并且形成为外径比该开口部50o小一些,插通于该开口部50o,并具有与切离部51、52的背面侧的与胴部21的一部分、颈部22以及头部23相当的区域抵接的平坦面。两个模压冲头152以其顶端部从脱模板153的平坦面突出的方式支撑于脱模板153。如图20和图21所示,通过使用模压模151和模压冲头152冲压加工切离部51、52,在切离部51、52的正面形成突起51p、52p,并在切离部51、52的背面以位于突起51p、52p的背侧的方式形成凹部51r、
52r。在从切离部51、52成形两个一对单体20时,突起51p、52p成为形成在各个单体20的头部23的正面的突起21p。另外,在从切离部51、52成形两个一对单体20时,凹部51r、52r成为形成在各个单体20的头部23的背面的凹部21r。
73.半冲裁工序(s6)是使用半冲裁用模具160,将从切离部51、52排除掉余料部51e、52e后的两个一对单体20的外形的轮廓线作为冲裁线,对切离部51、52进行半冲裁的工序。图22是半冲裁用模具的概略结构图,图23是半冲裁后的带板坯料的外观立体图,图24是半冲裁后的带板坯料的侧视图。如图22所示,半冲裁用模具160包括:模161,具有两个开口部161o;冲头162,将切离部51、52从背面(成为单体20的背面侧的表面)侧按压,并按压在模161的两个开口部161o;以及两个顶料构件163,与冲头162相对地配置于模161的两个开口部161o的内部,与切离部51、52的正面(成为单体20的正面侧的表面)抵接。
74.模161的两个开口部161o形成为,其内径与头部23的顶部23t彼此相向的两个一对单体20的外径大致相同。冲头162形成为其外形与模161的两个开口部161o大致相同形状,并且具有与切离部51、52的背面(成为单体20的背面侧的表面)抵接的平坦面。两个顶料构件163形成为其外径与冲头162的外径大致相同,并且与冲头162相对地配置于该两个开口部161o的内部,并且其表面具有效仿切离部51、52的正面(成为单体20的正面侧的表面)的形状形成的抵接面。如图23和图24所示,通过使用半冲裁用模具160冲压加工切离部51、52,以在板厚方向上的端部处与切离部51、52的余料部51e、52e在整周上连接的状态,成形与单体20相当的单体成形部55、56。
75.落料工序(s7)是使用落料用模具170,将切离部51、52的单体成形部55、56和余料部51e、52e切离的工序。图25是落料用模具的概略结构图。如图25所示,落料用模具170包括:模171,具有两个开口部171o;以及两个冲头172,朝向模171的两个开口部171o按压单体成形部55、56。模171的两个开口部171o与未图示的搬出口连通,冲裁掉落的单体成形部55、56经由开口部171o从搬出口被搬出到冲压加工机105的机外。并且,排出到机外的单体成形部55、56经过研磨等精加工工序,分别作为单体20而完成。此外,在落料工序(s7)中,使用一个落料用模具170使两个单体成形部55、56同时落料,但是也可以使用两个落料用模具在不同的工序中使两个单体成形部55、56分别落料。
76.在上述的实施方式中,在引导孔冲孔
·
狭缝孔冲孔工序(s1)中形成用于使在后续工序的预冲裁工序(s2)中流动的材料逸出的狭缝孔50s,但是由于在预冲裁工序中流动的材料较少,因此也可以省略狭缝孔50s。
77.在上述的实施方式中,通过一次冲压加工(模压成形工序),在切离部51、52成形了突起51p、52p和凹部51r、52r(凹凸部),但是也可以通过复数次(两次)冲压加工来成形凹凸部。在该情况下,也可以将之后进行的冲压加工包括在半冲裁工序中而在同一个工序中进行。
78.在上述的实施方式中,冲压加工为两个一对单体20在带板坯料50的长度方向上以头部23的顶部23t彼此相向的状态成形,但是也可以冲压加工为,两个一对单体20在带板坯料50的宽度方向(短方向)上以头部23的顶部23t彼此相向的状态成形。
79.图26是示出包括其他实施方式的单体的传动带的概略结构图。传动带210具有:一个层叠环12,通过将能够弹性变形的复数个(在本实施方式中,例如九个)环部件11沿着厚度方向(环径向)层叠而构成;一个保持环15;以及复数个(例如,数百个)单体220,沿着层叠
环12的内周面环状地排列(捆束)。
80.保持环15是例如从钢板制的筒中切取出的能够弹性变形的环,具有与环部件11大致相同或者比其更薄的厚度。另外,保持环15具有比层叠环12的最外层的环部件11的外周长更长的内周长。由此,如图26所示,在层叠环12和保持环15同心圆状地配置的状态(张力不作用的无负荷状态)下,在最外层的环部件11的外周面与保持环15的内周面之间形成有环状的间隙。
81.各单体220是通过冲压加工从具有均匀板厚的金属制的带板状的坯料(带板坯料)50冲裁而成的部件,如图26所示,各单体220具有:胴部221,在图中水平地延伸;一对柱部222,从该胴部221的两端部同向延伸;以及单一的环容纳部(凹部)224,以向各柱部222的自由端侧开口的方式划分形成在一对柱部222之间。一对柱部222从作为环容纳部224的底面的鞍面224a的宽度方向上的两侧向传动带210的径向上的外侧(从传动带210的内周侧朝向外周侧的方向、即图中上方)延伸,在各柱部222的自由端部形成有沿鞍面224a的宽度方向突出的钩部222f。一对钩部222f隔开比层叠环12(环部件11)的宽度稍长且比保持环15的宽度短的间隔彼此相对。
82.如图26所示,在环容纳部224内配置有层叠环12,该环容纳部224的鞍面224a与层叠环12(最内层的环部件11)的内周面接触。鞍面224a具有以宽度方向上的中央部作为顶部并随着朝向宽度方向外侧而向图中下方缓缓地倾斜的左右对称的凸曲面形状(crowning形状)。由此,通过与鞍面224a的摩擦,向层叠环12施加朝向顶部的向心力,从而能够使该层叠环12居中。其中,鞍面224a也可以包括向层叠环12的径向上的外侧弯曲的复数个凸曲面。
83.另外,在层叠环12配置于全部的单体220的环容纳部224内的状态下,使保持环15弹性变形并经由各单体220的一对钩部222f之间嵌入到环容纳部224中。然后,保持环15配置在层叠环12的最外层的环部件11的外周面与各单体220的钩部222f之间而包围层叠环12,限制各单体220从层叠环12脱落。由此,复数个单体220沿着层叠环12的内周面环状地捆束(排列)。
84.另外,单体220的正面包含斜面221s,而其背面平坦地形成。即、胴部221的外周侧(传动带210等的径向上的外侧)的一部分以及柱部222具有大致恒定的厚度,在胴部221形成有随着从比鞍面224a更接近内周侧(传动带210等的径向上的内侧)的位置进一步朝向内周侧而接近背面的斜面221s。斜面221s的外周侧的缘部(单体220的厚度发生变化的边界部分)形成有使在传动带10的行进方向上相邻的单体220彼此接触并成为两者转动的支点的锁定边缘225。由此,锁定边缘225位于比鞍面224a更靠内周一侧。另外,在胴部221的正面(一个表面)的宽度方向上的中央部形成有一个突起(dimple)221p,在胴部221的背面(另一个表面)以位于突起221p的背侧的方式形成有凹部211r。而且,单体220的胴部221具有一对侧面221f,其形成为随着从传动带210等的内周侧朝向外周侧(传动带210等的径向上的外侧)而彼此分离,并且作为齿面发挥功能。
85.这样构成的单体220与本实施方式的单体20同样地,能够通过使用顺序输送冲压加工机对带板坯料50进行冲裁来制造。即、单体220的制造是通过将带板坯料50顺序地输送到冲压加工机的各冲压位置,并在各冲压位置上对带板坯料50进行冲压加工而进行。如图27所示,作为单体220的冲压加工工序,与单体20的冲压加工工序同样地,具有引导孔冲孔
·
狭缝孔冲孔工序(s1)、预冲裁工序(s2)、阶差压溃成形工序(s3)、板厚压溃成形工序
(s4)、模压成形工序(s5)、半冲裁工序(s6)、以及落料工序(s7)。各工序的冲压加工可以通过使两个一对单体220冲裁成形为在带板坯料50的长度方向上在柱部222的自由端侧彼此相向的状态来进行。
86.如上所述,本公开的单体的制造方法是通过将均匀厚度的带板状的坯料(50)顺序输送到各冲压位置,并在所述各冲压位置对所述坯料(50)进行冲压加工,来制造构成卷绕在无级变速器(1)的一对带轮(3、5)之间的传动带(10)并具有厚壁部(22、23)和薄壁部(21s、21b)的单体(20)的单体的制造方法,作为在所述各冲压位置进行的冲压加工,包括:以留下与周围的坯料(50)连接的连接部(53),使所述连接部(53)以外的切离部(51、52)从周围的坯料(50)切离,并且使所述切离部(51、52)相对于所述周围的坯料(50)在板厚方向上不重叠的方式冲裁的预冲裁工序(s2);在所述预冲裁工序(s2)之后,压缩压溃所述切离部(51、52)的与所述薄壁部(21s、21b)相当的区域的压溃工序(s3);以及在所述压溃工序(s3)之后,将所述切离部(51、52)冲裁为与所述单体(20)对应的外形的冲裁工序(s6~s8)。
87.在该本公开的单体的制造方法中,通过将均匀厚度的带板状的坯料依次输送到各冲压位置,并在各冲压位置对坯料进行冲压加工,来制造构成无级变速器的传动带并具有厚壁部和薄壁部的单体。作为在各冲压位置进行的冲压加工,包括:以留下与周围的坯料连接的连接部,使连接部以外的切离部从周围的坯料切离,并且使切离部相对于周围的坯料在板厚方向上不重叠的方式冲裁的预冲裁工序;在预冲裁工序之后,压缩压溃切离部的与薄壁部相当的区域的压溃工序;以及在压溃工序之后,将切离部冲裁为与单体对应的外形的冲裁工序。如上所述,在将切离部冲裁为相对于周围的坯料在板厚方向上不重叠之后,再压缩压溃切离部,因此能够使被压缩的材料在面方向上顺利地流动。由此,在成形单体时,能够使薄壁部高精度地形成。另外,由此,可以不必为了确保压溃工序中的材料的流动去处而事先在坯料的周围形成狭缝,或者可以将必要的狭缝变小,因此能够从坯料高效地取出单体,从而能够提高产品的成品率。其结果,在通过冲裁加工从均匀厚度的带板状的坯料成形具有厚壁部和薄壁部的单体时,能够高精度地成形薄壁部,并且能够提高产品的成品率。需要说明的是,当在预冲裁工序之前具备使用于在后续工序中定位坯料的引导孔形成于坯料的引导孔形成工序的情况下,由于切离部与周围的坯料在板厚方向上错开,因此能够抑制因在压溃工序中压缩的材料朝向引导孔流动而引起的对引导孔的不利影响。
88.在如上所述的本公开的单体的制造方法中,所述单体(20)在宽度方向上的两侧具有与所述带轮(3、5)接触的侧面部(21f),并且在与所述宽度方向正交的所述传动带(10)的径向上的内周侧具有所述薄壁部(21s、21r),冲压加工为两个一对单体(20)以所述径向上的外周侧的端部(23)彼此相向的状态成形,在所述预冲裁工序(s2)之前,具备使用于在后续工序(s5)中定位所述坯料(50)的引导孔(50p)形成在位于穿过所述坯料(50)的所述端部(23)彼此之间的中央且与所述宽度方向平行的直线上的引导孔形成工序(s1),所述预冲裁工序(s2)可以在与所述端部(23)彼此之间相当的位置形成所述连接部(53)。这样,当在压溃工序中压缩切离部的与径向上的内周侧相当的区域时,即使被压缩的材料朝向径向上的外周侧流动并经由连接部朝向引导孔,也由于因材料的流动而引起的引导孔的位置偏移方向为彼此相反而被抵消。由此,能够抑制引导孔的位置偏移。在该情况下,所述单体(20)可以具有包括所述侧面部(21f)和所述薄壁部(21s、21b)的胴部(21)、头部(23)、以及从所述胴部(21)的所述宽度方向上的中央部向所述径向延伸并连接所述胴部(21)和所述头部
(23)的颈部(22),冲压加工为两个一对单体(20)以所述头部(23)的顶部(23t)彼此相向的状态成形,所述预冲裁工序(s2)可以在与所述头部(23)的顶部(23t)彼此之间相当的位置形成所述连接部(53)。
89.另外,在包括引导孔形成工序的方式的本公开的单体的制造方法中,在所述预冲裁工序(s2)中成形所述连接部(53)时,可以冲压加工为,使在所述切离部(51、52)通过之后的所述压溃工序(s3)被压缩的面相同侧相对于所述周围的坯料(50)在板厚方向上产生的阶差的棱线(53b)成为曲线状。这样,能够在充分地确保连接部的强度(切离部与周围的坯料的连接强度)的同时,能够将切离部的范围取得较大。另外,在压溃成形工序中对切离部进行冲压加工时,能够抑制材料经由连接部朝向坯料的形成有引导孔的区域流动,从而能够抑制引导孔的位置偏移或变形。在此,可以使在与切离部的被压缩的面相同侧相对于周围的坯料在板厚方向上产生的阶差的棱线(53b)成为朝向坯料的宽度方向上的外侧膨胀的凸曲线。另外,在与切离部的被压缩的面相反的一侧相对于周围的坯料在板厚方向上产生的阶差的棱线(53a)可以是直线状。
90.另外,在单体的制造方法中,还可以包括,在所述压溃工序(s3)之后,压缩所述切离部(51、52)的与所述厚壁部(22、23)相当的区域而调整板厚的板厚调整工序(s4)。通过将板厚调整工序和压溃工序分开设置,能够高精度地进行厚壁部的板厚调整。
91.本公开的单体的制造装置是通过将均匀厚度的带板状的坯料(50)顺序输送到各冲压位置,并在所述各冲压位置对所述坯料(50)进行冲压加工,来制造构成卷绕于无级变速器(1)的一对带轮(3,5)之间的传动带(10)并具有厚壁部(22、23)和薄壁部(21s、21b)的单体(20)的单体的制造装置,包括:预冲裁用模具(120),设置于第一冲压位置,进行以留下与周围的坯料(50)连接的连接部(53),使所述连接部(53)以外的切离部(51、52)从周围的坯料(50)切离,并且使所述切离部(51、52)相对于所述周围的坯料(50)在板厚方向上不重叠的方式冲裁的预冲裁加工;压溃用模具(130),设置于比所述第一冲压位置在顺序输送方向上更靠下游的第二冲压位置,进行压缩压溃所述切离部(53)的成为所述薄壁部(21s、21r)的区域的压溃加工;以及冲裁用模具(160、170),设置于比所述第二冲压位置在顺序输送方向上更靠下游的第三冲压位置,进行将所述连接部(53)和所述切离部(51、52)冲裁为与所述单体(20)对应的外形的冲裁加工。
92.在该本公开的单体的制造装置中,包括进行用于实现上述的本公开的单体的制造方法的各工序的冲压加工的模具(预冲裁用模具、压溃用模具以及冲裁用模具),因此具有与本公开的单体的制造方法起到的效果同样的效果,即在通过冲裁加工从均匀厚度的带板状的坯料成形具有厚壁部和薄壁部的单体时,能够发挥在高精度地成形薄壁部的同时提高产品的成品率的效果。
93.以上,说明了用于本公开的实施方式,但本公开不受上述实施方式的任何限定,在不脱离本公开宗旨的范围内可以以各种方式来实施。
94.工业上的可利用性
95.本公开能够利用于单体的制造产业。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。