一种塑胶壳新型led灯丝灯自动化生产线
技术领域
1.本实用新型涉及led灯组装技术领域,尤其涉及一种塑胶壳新型led灯丝灯自动化生产线。
背景技术:
2.1906年,爱迪生以钨丝为灯丝实用新型了家用电灯泡。以后,白炽灯、日光灯、节能灯、霓虹灯以及当代利用高科技实用新型的各种高科技灯如雨后春笋般登上照明的舞台.极大地方便了人们的生产和生活。
3.led灯具有高效、节能、环保等优点,随着led技术的普及,目前在许多照明领域都采用led灯泡来代替传统的白炽灯。
4.第二代节能灯相对传统白炽灯能够节能30%,但灯管内含有汞,有污染性,不环保。
5.第三代节能灯由传统贴片led改进为灯丝led发光,相对传统白炽灯能够节能90%,发光角度相比贴片led的90
‑
120
°
,改进成为360度发光,大大提高了节能效率的同时,也提高了光照亮度。
6.led灯泡一般由灯头、灯罩和led灯芯及电子件组装而成,led灯泡的生产需要经过多道人工工序才能完成。传统led灯泡的生产工艺一般沿用传统人工手工焊接电子件及led 灯丝的生产工艺,首先预先加工一只与白炽灯内同的芯柱,通过人工将灯丝焊接到芯柱上,形成灯芯;然后将灯芯与灯罩封口制成一只毛泡,接着在毛泡的后端部用人工连接一个驱动电源,再接着就是手工固定安装灯头,形成一成品,最后再进行手工测光。
7.现有技术中,上述提到的多道生产工序基本都采用人工操作,整条生产线需要提供大量的人力,生产成本高昂,且人工操作速度较慢,生产效率低下;因此,如何能快速、高效、高质量地生产led灯泡成为当前led生产线中需要解决的问题。
8.且现有玻璃外壳制led灯泡产品和塑胶壳制led灯泡产品,通常需要多台生产半成品部件设备,生产成本较高,现需要一种新型的led生产线能够生产与安全性更好的塑胶外壳结合封装的led产品。
技术实现要素:
9.本实用新型提供了一种塑胶壳新型led灯丝灯自动化生产线,通过对现有白炽灯及led 生产线进行技术增加改造,解决了现有生产线人工的成本高、品质不稳定性,且生产效率较低的问题,且提供了一种能够生产与安全性更好的塑胶外壳结合密封防水led产品及led 自动化生产设备。
10.为解决上述技术问题,本实用新型具体采用如下技术方案:
11.一种塑胶壳新型led灯丝灯自动化生产线,包括生产带驱动电子元件的芯柱自动生产设备、振动送料机构、灯芯自动焊接设备、胶件自动插入自动切管设备、灯头自动播线套头烘烤打钉焊接设备、自动老化验光分数设备以及设置于上述各个设备之间前后连接成
一整套流水线的传送装置,芯柱自动生产设备用于将外界的玻璃喇叭管、排气管、带有驱动芯片及电阻的第一导电丝、第二导电丝自动组装熔结成芯柱,所述振动送料机构用于将芯柱输送至灯芯自动焊接设备,所述灯芯自动焊接设备用于将外界的灯丝焊接至芯柱自动生产设备组装后的芯柱上形成灯芯,胶件自动插入自动切管设备用于将自动插入塑胶灯壳后将灯芯插入密封硅胶后形成毛泡,所述密封硅胶为耐高温防水密封硅胶制成,灯头自动播线套头烘烤打钉焊接设备用于将外界的灯头充填入传统的白炽灯用胶料组装至胶件自动插入自动切管设备组装后的毛泡上形成led灯成品,自动老化验光分数设备用于对灯头自动播线套头烘烤打钉焊接设备组装后的led灯成品进行点亮测验。
12.优选的,所述胶件自动插入自动切管设备包括密封机台、胶泡壳输送带、胶泡壳安装座、密封硅胶下料机构、密封硅胶安装机构、灯芯夹爪、胶泡壳定位机构、排气管切断装置和毛泡下料机构,密封机台上安装有胶泡壳输送带,胶泡壳输送带上设置有多个胶泡壳安装座,所述胶泡壳安装座内放置有开口向上放置的胶泡壳,胶泡壳安装座上方设置有密封硅胶安装机构,密封硅胶安装机构用于将密封硅胶下料机构输送的密封硅胶顶装在胶泡壳内,密封机台上还安装有灯芯夹爪和胶泡壳定位机构,所述胶泡壳定位机构用于夹紧定位装有密封硅胶的胶泡壳口,所述灯芯夹爪用于将灯芯自动焊接设备下料的灯芯夹持沿密封硅胶塞入泡壳内,密封机台上还安装有排气管切断装置,所述排气管切断装置用于将装有灯芯的胶泡壳外露的多余芯柱排气管切断,所述排气管切断后形成的毛泡通过毛泡下料机构出料。
13.优选的,所述灯芯自动焊接设备包括用于控制所有机械动作的自动化控制装置、芯柱自动上料机构、物料识别检测机构、导丝整形机构、切除导丝淳钩机构、灯丝上料机构、焊接机构及出料机构,芯柱自动上料机构用于将外界的玻璃芯柱输送至焊接机构,物料识别检测机构用于检测灯芯物料并将不良品检出,导丝整形机构用于将芯柱两侧导丝整形,切除导丝淳钩机构用于将芯柱多余导丝切除并弯钩成型,焊接机构用于将灯丝上料机构输送的外界的led灯丝焊接在玻璃芯柱上形成灯芯,出料机构用于将灯芯输出与胶件自动插入自动切管设备相连。
14.所述物料识别检测机构包括导丝长短检测装置、第一机械手、试光检测装置和第二机械手,芯柱通过芯柱自动上料结构输送至导丝长短检测装置,所述导丝长短检测装置用于检测芯柱两侧导丝长短,所述第一机械手能够将检测导丝长短后的芯柱不良品检出,所述试光检测装置用于检测焊接灯丝后的芯柱通电发光效果,所述第二机械手能够将不发光的焊接灯丝后的芯柱不良品检出。
15.优选的,所述振动送料机构包括芯柱振动传送道和送料直振,所述芯柱振动传送道为两条并行设置的导轨,所述导轨分别连接出料板与送料直振,所述送料直振与芯柱自动上料机构相连。
16.优选的,所述灯头自动播线套头烘烤打钉焊接设备包括灯头自动组装机台,设置于灯头自动组装机台的毛泡机构、灯头机构和装配机构,毛泡机构用于自动输送胶件自动插入自动切管设备组装后的毛泡,灯头机构用于将外界的灯头套设至毛泡机构输送的毛泡上,装配机构用于将毛泡机构所输送的承载在一起的毛泡与灯头组装连接在一起;
17.所述装配机构包括凸轮分割器、发光检测机构、烧融灯头胶机构、折线剪线机构、焊锡机构、自动打丁机构和出料机构,发光检测机构用于检测套装有灯头的led毛泡是否发
光,烧融灯头胶机构用于烧融化灯头胶与塑胶灯壳粘接固定,折线剪线机构用于剪除led 半成品的边线及led半成品的顶线,焊锡机构用于对剪线器剪断后的led半成品的顶线和边线进行焊锡,自动打丁机构用于将顶丁安装在自动焊锡机处理后的led半成品以形成led 灯,出料机构用于下料led灯成品。
18.优选的,所述自动老化验光分数设备包括自动验光机台,设置于自动验光机台上的测光控制器、灯泡供料机构、定位机构、移料机械手及验光机构相对于现有技术,本实用新型具有如下有益效果:
19.本实用新型芯柱振动传送道与送料直振相连,送料直振上的产品被送料夹夹送至转向夹,转向夹夹持至转向定位夹,转向定位夹夹持至第一导丝定位夹,导丝定位夹夹持至芯柱转向夹,所述芯柱转向夹处设置有高低定位机构,芯柱转向夹夹持至物料识别检测装置,所述物料识别检测装置能够检测导丝长短,通过第一机械手将不良品检出,检测后的芯柱通过整形组件对芯柱两侧导丝整形,再输送至第一第二切除导丝装置切除多余导丝,再输送至第一第二弯钩成型装置进行弯钩成型,再通过第二导丝定位夹输送至焊接装置,所述焊接装置能够将led发光体的两端分别焊接在芯柱的两侧导丝上,再输送至试光检测装置,所述试光检测装置能够检测焊接后的灯芯能否通电发光,之后通过灯芯分拣机构将不良品检出,最后通过成品下料机构出料至胶件自动插入自动切管设备。
20.本实用新型生产的led灯丝灯,能够360
°
发光,同时能够大大提高节能效率,较传统工艺生产的白炽灯节能90%以上。
21.本实用新型结合了现有的白炽灯生产设备,通过改良更新,实现了led灯的自动化生产,最大程度降低生产人工成本,实现快速、高效、高质量地生产led灯,全自动生产工艺取代了人工的高成本、降低品质的不确定性,可以全天全时的不间断生产,提高了生产效率和质量。
22.传统工艺安装灯头通常采用人工拧的方式安装,生产效率低,采用机器拧时导丝容易旋转缠绕在一起,造成短路,成品率低,现采用胶料熔融后连接固定灯头与泡壳,不会出现上述问题,生产效率更高,且良品率也大大提高。
23.本实用新型led生产线能够结合利用传统生产白炽灯生产设备,进行技术改造,使得可以生产传统玻璃壳结合封装的led产品与安全性更好的塑胶外壳结合封装的led产品,与传统白炽灯生产设备共用,且提高了生产效率。
附图说明
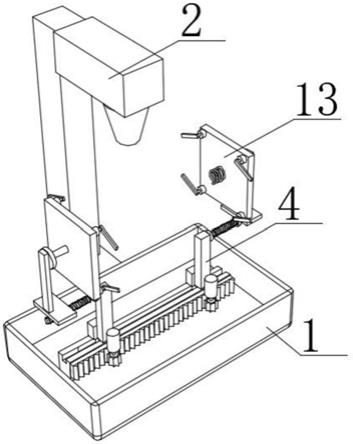
24.图1为本实用新型led生产线立体示意图;
25.图2为本实用新型芯柱自动生产设备和灯芯自动焊接设备立体示意图;
26.图3为本实用新型芯柱自动生产设备和灯芯自动焊接设备俯视图;
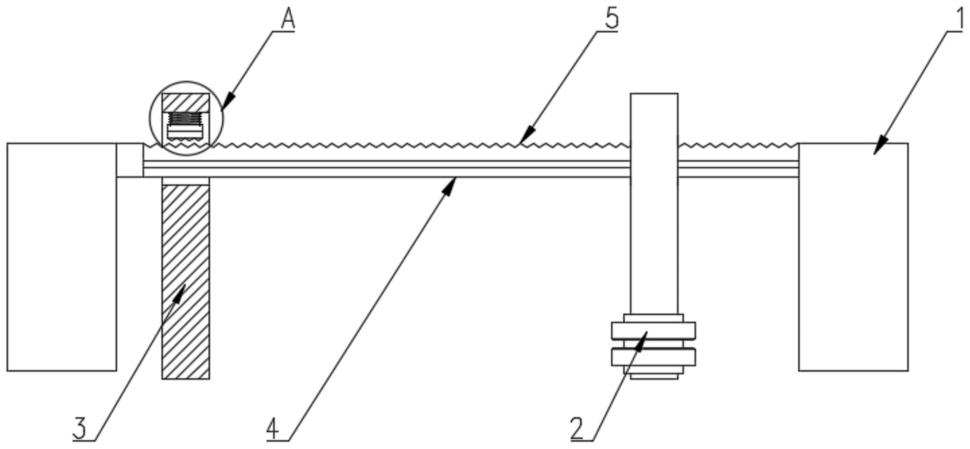
27.图4为本实用新型芯柱胶件自动插入自动切管设备侧视图;
28.图5为本实用新型灯芯自动焊接设备导丝整形机构、切除导丝淳钩机构示意图;
29.图6为本实用新型压盘和夹持件示意图;
30.图7为本实用新型的芯柱、密封硅胶和胶泡壳示意图,其中密封硅胶为耐高温防水硅胶圈,芯柱为自带电子元器件的芯柱;
31.图8为本实用新型密封硅胶俯视图。
32.标号说明:芯柱自动生产设备100、芯柱自动生产机台11、转盘机构12、玻璃喇叭管上料机构13、导电丝上料机构14、排气管上料机构15、熔接机构16、退火烤箱机构17、振动送料机构200、芯柱振动传送道21、送料直振22、灯芯自动焊接设备300、芯柱自动上料机构31、压盘311、夹持件312、送料夹313、第一转向夹314、转向定位夹315、第一导丝定位夹316、芯柱转向夹317、高低定位夹318、第二导丝定位夹319、物料识别检测机构32、导丝长短检测装置321、第一机械手322、试光检测装置323、第二机械手324、导丝整形机构33、第一导丝整形机构331,第二导丝整形机构332、切除导丝淳钩机构34、第一第二切除导丝装置341、第一第二弯钩成型装置342、焊接机构35、芯柱4、密封硅胶5、胶泡壳6、胶件自动插入自动切管设备400、密封机台41、胶泡壳输送带42、胶泡壳安装座43、密封硅胶下料机构44、密封硅胶安装机构45、灯芯夹爪46、胶泡壳定位机构47、排气管切断装置48、毛泡下料机构49、灯头自动播线套头烘烤打钉焊接设备500、自动老化验光分数设备600。
具体实施方式
33.下面结合附图和实施例来详细说明本实用新型的具体内容。
34.如图1
‑
8所示,本实施例提供了一种塑胶壳新型led灯丝灯自动化生产线,包括生产带驱动电子元件的芯柱4自动生产设备100、振动送料机构200、灯芯自动焊接设备300、胶件自动插入自动切管设备400、灯头自动播线套头烘烤打钉焊接设备500、自动老化验光分数设备600以及设置于上述各个设备之间前后连接成一整套流水线的传送装置,芯柱 4自动生产设备100用于将外界的玻璃喇叭管、排气管、带有驱动芯片及电阻的第一导电丝、第二导电丝自动组装熔结成芯柱4,所述振动送料机构200用于将芯柱4输送至灯芯自动焊接设备300,所述灯芯自动焊接设备300用于将外界的灯丝焊接至芯柱4自动生产设备100组装后的芯柱4上形成灯芯,胶件自动插入自动切管设备400用于将自动插入塑胶灯壳后将灯芯插入密封硅胶5后形成毛泡,所述密封硅胶5为耐高温防水密封硅胶制成,灯头自动播线套头烘烤打钉焊接设备500用于将外界的灯头充填入传统的白炽灯用胶料组装至胶件自动插入自动切管设备400组装后的毛泡上形成led灯成品,自动老化验光分数设备600用于对灯头自动播线套头烘烤打钉焊接设备500组装后的led灯成品进行点亮测验。
35.优选的,所述胶件自动插入自动切管设备400包括密封机台41、胶泡壳输送带42、胶泡壳安装座43、密封硅胶下料机构44、密封硅胶安装机构45、灯芯夹爪46、胶泡壳定位机构47、排气管切断装置48和毛泡下料机构49,密封机台41上安装有胶泡壳输送带 42,胶泡壳输送带42上设置有多个胶泡壳安装座43,所述胶泡壳安装座43内放置有开口向上放置的胶泡壳6,胶泡壳安装座43上方设置有密封硅胶安装构45,密封硅胶安装机构45用于将密封硅胶下料机构44输送的密封硅胶5顶装在胶泡壳6内,密封机台41上还安装有灯芯夹爪46和胶泡壳定位机构47,所述胶泡壳定位机构47用于夹紧定位装有密封硅胶5的胶泡壳6口,所述灯芯夹爪46用于将灯芯自动焊接设备300下料的灯芯夹持沿密封硅胶5塞入泡壳6内,密封机台41上还安装有排气管切断装置48,所述排气管切断装置48用于将装有灯芯的胶泡壳6外露的多余芯柱排气管切断,所述排气管切断后形成的毛泡通过毛泡下料机构49出料。
36.进一步地,所述灯芯自动焊接设备300包括用于控制所有机械动作的自动化控制装置、芯柱自动上料机构31、物料识别检测机构32、导丝整形机构33、切除导丝淳钩机构34、灯丝上料机构、焊接机构35及出料机构36,芯柱自动上料机构31用于将外界的玻璃芯柱 4
输送至焊接机构35,物料识别检测机构32用于检测灯芯物料并将不良品检出,导丝整形机构33用于将芯柱4两侧导丝整形,切除导丝淳钩机构34用于将芯柱4多余导丝切除并弯钩成型,焊接机构35用于将灯丝上料机构输送的外界的led灯丝焊接在玻璃芯柱4 上形成灯芯,出料机构用于将灯芯输出与胶件自动插入自动切管设备400相连。
37.进一步地,为了获得更好的识别检测效果,提高产品良品率,所述物料识别检测机构 32包括导丝长短检测装置321、第一机械手322、试光检测装置323和第二机械手324,芯柱4通过芯柱4自动上料结构输送至导丝长短检测装置321,所述导丝长短检测装置321 用于检测芯柱4两侧导丝长短,所述第一机械手322能够将检测导丝长短后的芯柱4不良品检出,所述试光检测装置323用于检测焊接灯丝后的芯柱4通电发光效果,所述第二机械手324能够将不发光的焊接灯丝后的芯柱4不良品检出。
38.进一步地,所述芯柱4自动上料结构包括压盘311、夹持件312、送料夹313、第一转向夹314、转向定位夹315、第一导丝定位夹316、芯柱转向夹317、高低定位夹318和第二导丝定位夹319,所述压盘311上设置有多个夹持件312,所述夹持件312围绕压盘311 的转动轴线呈环形阵列,所述夹持件312能够受压盘311带动旋转夹持芯柱4至下一工位,送料夹313用于将振动送料机构200上的芯柱4夹送至夹持件312处,下一工位为第一转向夹314,第一转向夹314用于将芯柱4转向,下一工位为转向定位夹315,转向定位夹 315用于将转向后的芯柱4进行定位,下一工位为导丝定位夹,所述导丝定位夹用于将芯柱4两侧导丝进行定位,下一工位为芯柱转向夹317,所述芯柱转向夹317用于第二次将芯柱4转向,下一工位为高低定位夹318,所述高低定位夹318用于定位芯柱4的上下位置,下一工位为导丝长短检测装置321,经过筛选后的芯柱4通过夹持件312输送至导丝整形机构33,下一工位为切除导丝淳钩机构34,切除导丝淳钩机构34用于将芯柱4多余导丝切除并弯钩成型,下一工位为第二导丝定位夹319,所述第二导丝定位夹319用于将整形并弯钩成型后的芯柱4导丝再次定位,下一工位为焊接机构35,焊接机构35用于将灯丝上料机构输送的外界的led灯丝焊接在玻璃芯柱4上形成灯芯,下一工位为试光检测装置323,所述试光检测装置323用于检测焊接灯丝后的芯柱4通电发光效果并将不良品检出,下一工位为出料机构36,所述出料机构36用于将灯芯输出胶件自动插入自动切管设备相连。
39.进一步地,所述导丝整形机构33包括沿竖直方向移动的滑块,用于驱动滑块移动的第一驱动件,转动设置于滑块的第一刷轮,滑动设置于滑块的第二刷轮,用于驱动第二刷轮靠近或远离第一刷轮的第二驱动件,用于驱动第一刷轮、第二刷轮转动的第三驱动件,第一刷轮、第二刷轮用于夹持夹持件312上的玻璃芯柱4的两个导电丝,所述导丝整形机构33分为第一导丝整形机构331,第二导丝整形机构332,分别对芯柱4两端导丝进行整形。
40.进一步地,所述切除导丝淳钩机构34包括第一第二切除导丝装置341和第一第二弯钩成型装置342,所述第一第二切除导丝装置341包括气动剪刀,所述气动剪刀用于剪切夹持件312所夹持的玻璃芯柱4的两个导电丝至规定尺寸,所述第一第二弯钩成型装置342 用于将玻璃芯柱4的两个导电丝弯钩成型。
41.进一步地,所述芯柱自动生产设备100包括芯柱自动生产机台11和用于控制所有机械动作的自动化控制装置,设置在芯柱自动生产机台11上的转盘机构12、玻璃喇叭管上料机构13、导电丝上料机构14、排气管上料机构15、熔接机构16及退火烤箱机构17,转盘机构12包括装设在机台上的第一凸轮分割器、安装在第一凸轮分割器的输出轴的第一圆盘、
用于驱动第一凸轮分割器的输入轴转动的第一电机,第一圆盘装设有多个第一支架,多个第一支架围绕第一圆盘的转动轴线呈环形阵列,每个第一支架均装设有第一夹爪,第一夹爪用于夹持玻璃喇叭管上料机构13所输送的玻璃喇叭管,导电丝上料机构14用于将带有驱动电子元件的第一导电丝和第二导电丝依次装入第一夹爪所夹持的玻璃喇叭管中,排气管上料机构15用于将排气管装入承载有第一导电丝及第二导电丝的玻璃喇叭管中,熔接机构16用于将安装在一起的玻璃喇叭管、第一导电丝、第二导电丝及排气管熔化连接在一起形成玻璃芯柱4,退火烤箱机构17用于对熔接机构16处理后的玻璃芯柱4 进行退火烘烤处理,所述退火烤箱机构17出料的玻璃芯柱4还通过出料板与振动送料机构200相连。
42.进一步地,所述振动送料机构200包括芯柱振动传送道21和送料直振22,所述芯柱振动传送道21为两条并行设置的导轨,所述导轨分别连接出料板与送料直振22,所述送料直振22与芯柱自动上料机构31相连。
43.所述泡壳6和密封硅胶5如图7,8所示。
44.进一步地,所述灯头自动播线套头烘烤打钉焊接设备500包括灯头自动组装机台,设置于灯头自动组装机台的毛泡机构、灯头机构和装配机构,毛泡机构用于自动输送胶件自动插入自动切管设备组装后的毛泡,灯头机构用于将外界的灯头套设至毛泡机构输送的毛泡上,装配机构用于将毛泡机构所输送的承载在一起的毛泡与灯头组装连接在一起;
45.所述装配机构包括凸轮分割器、发光检测机构、烧融灯头胶机构、折线剪线机构、焊锡机构、自动打丁机构和出料机构,发光检测机构用于检测套装有灯头的led毛泡是否发光,烧融灯头胶机构用于烧融化灯头胶与塑胶灯壳粘接固定,折线剪线机构用于剪除led 半成品的边线及led半成品的顶线,焊锡机构用于对剪线器剪断后的led半成品的顶线和边线进行焊锡,自动打丁机构用于将顶丁安装在自动焊锡机处理后的led半成品以形成led 灯,出料机构用于下料led灯成品。
46.进一步地,所述自动老化验光分数设备600包括自动验光机台,设置于自动验光机台上的测光控制器、灯泡供料机构、定位机构、移料机械手及验光机构,灯泡供料机构用于将灯头自动播线套头烘烤打钉焊接设备组装后的led灯成品输送至定位机构,定位机构用于移动定位灯泡供料机构所输送的led灯,移料机械手用于将定位机构移动后的led灯移送至验光机构,验光机构用于检测移料机械手所输送的led灯是否发光。
47.本实施例芯柱振动传送道与送料直振相连,送料直振上的产品被送料夹夹送至转向夹,转向夹夹持至转向定位夹,转向定位夹夹持至第一导丝定位夹,导丝定位夹夹持至芯柱转向夹,所述芯柱转向夹处设置有高低定位机构,芯柱转向夹夹持至物料识别检测装置,所述物料识别检测装置能够检测导丝长短,通过第一机械手将不良品检出,检测后的芯柱通过整形组件对芯柱两侧导丝整形,再输送至第一第二切除导丝装置切除多余导丝,再输送至第一第二弯钩成型装置进行弯钩成型,再通过第二导丝定位夹输送至焊接装置,所述焊接装置能够将led发光体的两端分别焊接在芯柱的两侧导丝上,再输送至试光检测装置,所述试光检测装置能够检测焊接后的灯芯能否通电发光,之后通过灯芯分拣机构将不良品检出,最后通过成品下料机构出料至胶件自动插入自动切管设备。
48.本实施例实现了led灯的自动化生产,最大程度降低生产人工成本,实现快速、高效、高质量地生产led灯,全自动生产工艺取代了人工的高成本、降低品质的不确定性,可以全天全时的不间断生产,提高了生产效率和质量。传统工艺安装灯头通常采用人工拧的方
式安装,生产效率低,采用机器拧时导丝容易旋转缠绕在一起,造成短路,成品率低,现采用胶料熔融后连接固定灯头与泡壳,不会出现上述问题,生产效率更高,且良品率也大大提高。
49.本实用新型led生产线能够结合利用传统生产白炽灯生产设备,进行技术改造,使得可以生产传统玻璃壳结合封装的led产品与安全性更好的塑胶外壳结合封装的led产品,与传统白炽灯生产设备共用,且提高了生产效率。
50.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
51.本实用新型使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中常规的型号,加上电路连接采用现有技术中常规的连接方式,在此不再详述。
52.在本实用新型的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”应作广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。