1.本发明属于太阳能光伏电池片加工的技术领域,具体涉及一种太阳能光伏电池片的无损切割方法及装置。
背景技术:
2.为了提高太阳能光伏组件的电压,降低内阻,组件厂家需要对电池片进行多片串焊,串焊前需要对大尺寸电池片进行切割,切割成若干小尺寸电池片;太阳能光伏电池片的无损切割方案可以做到断面光滑无微裂纹,裂片位置无热影响区,抗宆强度提升,抗隐裂抗碎片能力提升;从而保持电池片的光电转换效率,提高产品切割制程中和后段组件制程的良品率,成为目前电池片切割的主流方案。
3.太阳能光伏电池片的无损切割技术的核心原理是激光热应力控制断裂技术。首先,切割激光模块在电池片裂片路径两端各开一个长度为2mm左右的应力引导槽,槽深度为电池片厚度的1/3至1/2,一端槽口开始裂片,另一端槽口结束裂片。然后,加热激光器模块对电池片裂片路径进行快速加热,从而在电池片表面形成不均匀的温度场。该温度场会在电池片表面形成温度梯度,从而诱发电池片内部热应力产生。其中电池片位于加热激光光斑中的部分处于压应力状态,而激光光斑以外部分处于拉应力状态。由于脆性材料抗压刚度远大于抗拉强度,当拉应力达到材料的断裂强度时,就会使材料发生断裂。断裂会随着裂片路径进行稳定扩展,从而实现电池片的切割。
4.目前,主要有两种方式可以实现上述太阳能光伏电池片的无损切割技术:一种是通过固定开槽头和固定加热头实现。开割头和加热头按照一前一后位置关系固定,移动电池片。电池片切割路径一端到达开槽头正下方,开槽头对电池片开槽;该开槽位置到达加热头正下方,加热头对电池片切割路径加热;电池片切割路径另一端到达开槽头正下方,开槽头对电池片另一端开槽;加热头直至整个电池片的裂片路径移动完成,停止工作,完成电池片切割。这样,虽然开槽和加热可以通过一个工作站完成。但是,电池片移动需要借助一维直线电机,降低电池片切割整体的运行效率;对开槽直线与加热直线平行度要求比较高,一旦两个步骤的直线平行度较差,就会严重影响切割效果;由于需要先开槽后加热,直线电机只能单一方向运动起到切割的效果,这样也会降低电池片切割整体的运行效率。
5.中国专利申请公布号:cn112846536a,申请公告日:2021年5月28日,披露了一种太阳能电池片激光低损切割装置及方法,具体切割方法如下:步骤一、将待切割太阳能电池片放置于激光切割区域;步骤二、激光切割模块的第一光纤激光器发出的激光依次经过扩束镜、振镜和场镜后聚焦至太阳能电池片上,通过振镜控制模块控制振镜中同一二维平面内的两个电机摆动的角度实现激光聚焦光束在聚焦点所在的二维平面内移动,从而在太阳能电池片两端分别切割开槽;步骤三、第二光纤激光器发出的激光经过准直模块和聚焦模块后沿激光切割模块的激光切割直线进行加热至太阳能电池片边缘;步骤四、辅助冷却模块沿着第二光纤激光器的激光加热直线进行冷却至太阳能电池片边缘;从上述步骤中可以看
出对比文件中的开槽和加热需要分成两个独立工作站进行工作,需要增大设备空间以外,工作站之间需要增加传送机构,增加了成本;加热工作站需要增加一维直线电机,增加了成本,也降低电池片切割整体的运行效率;开槽点和加热点分步骤执行,对开槽直线与加热直线的平行度要求比较高,一旦两个步骤的直线平行度较差,就会严重影响切割效果,因此需要设计一种太阳能光伏电池片的无损切割装置来解决上述问题。
技术实现要素:
6.本发明的目的在于节约设备空间,降低设备成本和提高电池片切割的良品率、稳定性以及切割效率,因此提供了一种太阳能光伏电池片的无损切割装置,包括开槽激光器和加热激光器以及辅助模块,所述开槽激光器为脉冲式光纤激光器,其光谱中心波长为1064nm,通过开槽激光器光纤输出端出光,出光形式为准直光,所述加热激光器为连续式光纤激光器,其光谱中心波长为915nm,通过加热激光器光纤输出端出光,出光形式为发散光,所述开槽激光器包括开槽激光器扩束模块,所述辅助模块包括合束模块、振镜模块和场镜模块,所述加热激光器包括加热激光器准直模块,所述合束模块通过法兰方式分别与开槽激光器扩束模块和加热激光器准直模块连接,所述开槽激光器扩束模块通过抱箍连接方式与开槽激光器光纤输出端连接,所述开槽激光器扩束模块对开槽激光器光纤输出端输出准直光斑直径进行扩束,扩束为开槽激光准直光,扩束后光斑仍为准直光,所述开槽激光器扩束模块具备可调扩束倍率功能,扩束范围为1x~10x,可以根据工艺需求调整扩束倍率,所述加热激光器准直模块通过法兰方式与加热激光器光纤输出端连接,所述加热激光器准直模块对加热激光器光纤输出端输出发散光进行准直整形,准直为加热激光准直光,所述加热激光器准直模块具备连续可调焦距功能,焦距调节范围为50mm~200mm,所述振镜模块通过法兰方式与合束模块连接,所述场镜通过法兰方式与振镜连接。
7.本发明的进一步改进在于:所述合束模块内部安装长通二向色镜,开槽激光准直光经过所述合束模块发生折射,加热激光准直光经过所述合束模块发生反射,在空间上合二为一束光。
8.本发明的进一步改进在于:所述振镜模块中安装两片反射镜,分别镀宽带反射膜,用于高反开槽激光准直光和加热激光准直光,所述振镜模块中的电机分别控制两片所述反射镜的摆动,改变开槽激光准直光和加热激光准直光的出光角度。
9.本发明的进一步改进在于:所述场镜模块中的镜片镀有宽带增透膜,提高开槽激光和加热激光的透过率,所述场镜对开槽激光准直光进行汇聚,形成开槽激光聚焦光束,其焦面位于电池片表面,聚焦光斑直径区间为0.02~0.1mm。
10.本发明的进一步改进在于:所述场镜模块对加热激光准直光进行汇聚,形成加热激光聚焦光束,其焦面位于电池片表面上方位置,位于电池片表面的光斑直径为1~3mm。
11.本发明的进一步改进在于:步骤一,将太阳能光伏电池片放置到待切平台;步骤二,通过振镜模块控制开槽激光器的启闭,并控制开槽激光器在待切割太阳能光伏电池片表面按照所需切割图形进行开槽;通过振镜模块控制加热激光器的启闭,并控制加热激光器在待切割太阳能光伏电池片表面按照所需切割图形进行加热;步骤三,切割完成。
12.本发明的进一步改进在于:步骤二中,振镜模块控制在待切割太阳能光伏电池片表面按照所需切割图形划线过程中,同时控制开槽激光器和加热激光器的启闭,在一次划
线过程中,完成电池片的切割;振镜模块控制在待切割太阳能光伏电池片表面按照所需切割图形为一条直线,由两条短直线和一条长直线组成,两条短直线为开槽图形,两条短直线和一条长直线合并成一条直线为加热图形;振镜模块控制在待切割太阳能光伏电池片表面按照所需切割图形过程中,控制开槽激光器和加热激光器启闭的逻辑为:电池片起始开槽位置起始点,开槽激光器和加热激光器打开工作;电池片起始开槽位置终结点裂片位置起始点,开槽激光器关闭,加热激光器继续工作;裂片路径终结点电池片终结开槽位置起始点,开槽激光器打开工作,加热激光器继续工作;电池片终结开槽位置终结点,开槽激光器和加热激光器关闭。
13.本发明的进一步改进在于:步骤二中,开槽激光器在太阳能光伏电池片表面开槽的图形为两条直线,分别位于电池片两顶端,长度为1~5mm。
14.本发明的进一步改进在于:步骤二中,开槽激光聚焦到光伏太阳电池片表面的聚焦光斑直径区间为0.02~0.1mm,切割深度为电池片厚度的1/3~1/2。
15.本发明的进一步改进在于:步骤二中,加热激光器在太阳能光伏电池片表面加热的图形为一条直线,贯穿整个电池片,加热激光焦面位于电池片表面上方位置,位于电池片表面的光斑直径为1~3mm。
16.有益效果:通过上述装置和方法,电池片切割,只需要一个工位就可以完成,节约了设备空间;电池片固定,振镜扫描完成电池片切割,节省了一维直线电机的使用,降低设备成本;开槽激光与加热激光同光轴,开槽和加热同时间同位置进行,降低对切割直线和加热直线平行度的要求,提高电池片切割的良品率和稳定性;开槽激光与加热激光同光轴,开槽和加热同时间同位置进行,振镜来回扫描均可以完成切割,提高电池片切割效率。
附图说明
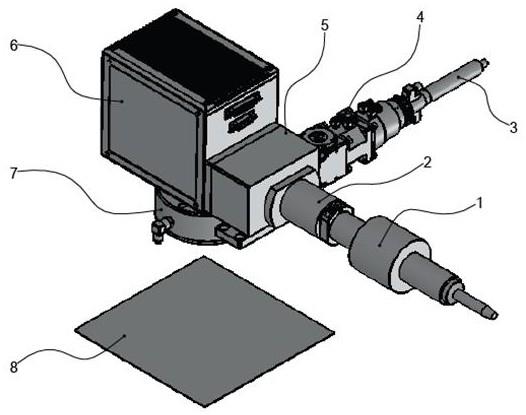
17.图1为本发明实施案例的结构示意图;图2为本发明实施案例合束模块光学原理示意图;图3为本发明实施案例场镜聚焦光束示意图;图4为本发明中激光开槽和加热路径示意图。
18.其中:1
‑
开槽激光器光纤输出端、2
‑
开槽激光器扩束模块、3
‑
加热激光器光纤输出端、4
‑
加热激光器准直模块、5
‑
合束模块、6
‑
振镜模块、7
‑
场镜模块、8
‑
太阳能光伏电池片、9
‑
开槽激光准直光、10
‑
加热激光准直光、11
‑
长通二向色镜、12
‑
开槽激光和加热激光合束光、13
‑
开槽激光聚焦光束、14
‑
加热激光聚焦光束、15
‑
电池片起始开槽位置、16
‑
裂片路径、17
‑
电池片终结开槽位置。
具体实施方案
19.为了使本技术领域人员更好地理解本发明方案,下面将结合本发明的附图,对本发明的技术方案进行清楚、完整地描述。
20.在本发明所提供一种太阳能光伏电池片的无损切割装置,包括开槽激光器和加热激光器以及辅助模块,所述开槽激光器为脉冲式光纤激光器,其光谱中心波长为1064nm,通过开槽激光器光纤输出端1出光,出光形式为准直光,所述加热激光器为连续式光纤激光
器,其光谱中心波长为915nm,通过加热激光器光纤输出端3出光,出光形式为发散光,所述开槽激光器包括开槽激光器扩束模块2,所述辅助模块包括合束模块5、振镜模块6和场镜模块7。
21.所述加热激光器包括加热激光器准直模块4,所述合束模块5通过法兰方式分别与所述开槽激光器扩束模块2和加热激光器准直模块4连接,所述开槽激光器扩束模块2通过抱箍连接方式与所述开槽激光器光纤输出端1连接,所述开槽激光器扩束模块2对开槽激光器光纤输出端1输出准直光斑直径进行扩束,扩束为开槽激光准直光9,扩束后光斑仍为准直光,所述开槽激光器扩束模块2具备可调扩束倍率功能,扩束范围为1x~10x,可以根据工艺需求调整扩束倍率。
22.所述加热激光器准直模块4通过法兰方式与加热激光器光纤输出端3连接,所述加热激光器准直模块4对加热激光器光纤输出端3输出发散光进行准直整形,准直为加热激光准直光10,所述加热激光器准直模块4具备连续可调焦距功能,焦距调节范围为50mm~200mm,所述振镜模块6通过法兰方式与所述合束模块5连接,所述场镜模块7通过法兰方式与所述振镜模块6连接。
23.所述合束模块5内部安装长通二向色镜11,开槽激光准直光9经过所述合束模块5发生折射,加热激光准直光10经过所述合束模块5发生反射,在空间上合二为一束光。
24.所述振镜模块6中安装两片反射镜,分别镀宽带反射膜,用于高反开槽激光准直光9和加热激光准直光10,所述振镜模块6中的电机分别控制两片所述反射镜的摆动,改变开槽激光准直光9和加热激光准直光10的出光角度。
25.所述场镜模块7中的镜片镀有宽带增透膜,提高开槽激光和加热激光的透过率,所述场镜模块7对开槽激光准直光9进行汇聚,形成开槽激光聚焦光束13,其焦面位于电池片表面,聚焦光斑直径区间为0.02~0.1mm。
26.所述场镜模块7对加热激光准直光10进行汇聚,形成加热激光聚焦光束14,其焦面位于电池片表面上方位置,位于电池片表面的光斑直径为1~3mm。
27.步骤一,将太阳能光伏电池片8放置到待切平台;步骤二,通过振镜模块6控制开槽激光器的启闭,并控制开槽激光器在待切割太阳能光伏电池片8表面按照所需切割图形进行开槽;通过振镜模块6控制加热激光器的启闭,并控制加热激光器在待切割太阳能光伏电池片8表面按照所需切割图形进行加热;步骤三,切割完成。
28.步骤二中,振镜模块6控制在待切割太阳能光伏电池片8表面按照所需切割图形划线过程中,同时控制开槽激光器和加热激光器的启闭,在一次划线过程中,完成电池片的切割;振镜模块6控制在待切割太阳能光伏电池片8表面按照所需切割图形为一条直线,由两条短直线和一条长直线组成,两条短直线为开槽图形,两条短直线和一条长直线合并成一条直线为加热图形;所述振镜模块6控制在待切割太阳能光伏电池片8表面按照所需切割图形过程中。
29.控制开槽激光器和加热激光器启闭的逻辑为:电池片起始开槽位置15起始点,开槽激光器和加热激光器打开工作;电池片起始开槽位置15终结点裂片路径16起始点,开槽激光器关闭,加热激光器继续工作;裂片路径16终结点电池片终结开槽位置17起始点,开槽激光器打开工作,加热激光器继续工作;电池片终结开槽位置17终结点,开槽激光器和加热激光器关闭;开槽激光器在所述太阳能光伏电池片8表面开槽的图形为两条直线,分别位于
所述太阳能光伏电池片8两顶端,长度为1~5mm;开槽激光聚焦到所述太阳能光伏电池片8表面的聚焦光斑直径区间为0.02~0.1mm,切割深度为电池片厚度的1/3~1/2;加热激光器在所述太阳能光伏电池片8表面加热的图形为一条直线,贯穿整个太阳能光伏电池片8,加热激光焦面位于太阳能光伏电池片8表面上方位置,位于太阳能光伏电池片8表面的光斑直径为1~3mm。
30.工作原理:本实施案例通过开槽和加热两束激光来完成电池片裂片,开槽激光为脉冲式单模激光,所述开槽激光器光纤输出端1输出激光状态为准直光束,其中心波长为1064nm;所述开槽激光器扩束模块2对准直光斑直径进行扩束,缩小准直光斑发散角;激光器光纤输出端光束形态,波长,扩束倍率等不做限制,也可以通过其他方式光学整形为准直光束,不只限于上述方案。
31.加热激光为连续式单模激光;所述加热激光器光纤输出端3输出激光状态为发散光,其中心波长为915nm;所述加热激光器准直镜模块4对发散光进行准直。激光器光纤输出端光束形态和波长等不做限制,也可以通过其他方式光学整形为准直光束,不只限于上述方案。
32.扩束后的开槽激光准直光9和加热激光准直光10分别进入合束模块5;所述合束模块5中安装了一片所述长通二向色镜11;所述长通二向色镜11,指向开槽激光准直光9的一面,镀有一层增透膜,提高开槽激光准直光9的透过率;指向加热激光准直光10的一面,镀有一层长通二向色膜,开槽激光准直光9透射,加热激光准直光10反射;开槽激光准直光9和加热激光准直光10合束为指向性一致、空间分布同心的开槽激光和加热激光合束光12。所述合束模块5也可以采用短通二向色镜等方案,不只限于上述方案。
33.所述开槽激光和加热激光合束光12进入到所述振镜模块6;所述振镜模块6中安装两片反射镜,镀有宽带反射膜,用于高反开槽激光和加热激光合束光12;所述振镜模块6中的电机分别控制两片反射镜的摆动,使所述开槽激光和加热激光合束光12进入所述场镜模块7的角度发生改变。
34.所述场镜模块7中的镜片镀有宽带增透膜,提高所述开槽激光和加热激光合束光12的透过率,所述开槽激光和加热激光合束光12中的所述开槽激光准直光9经过所述场镜模块7,形成开槽激光聚焦光束13,焦点位于所述太阳能光伏电池片8表面,聚焦光斑直径为0.03mm;所述开槽激光和加热激光合束光12中的加热激光准直光10,由于加热激光准直光10中心波长比开槽激光准直光9中心波长短,其经过所述场镜模块7形成加热激光聚焦光束14,焦点位于所述太阳能光伏电池片8表面上方,位于所述太阳能光伏电池片8表面的光斑直径为2mm。
35.激光出光顺序、持续时间等通过软件控制实现;如图3所示,所述振镜模块6扫描路径经过图示位置;所述振镜模块6扫描到电池片起始开槽位置15,开槽激光器和加热激光器同时出光;所述振镜模块6扫描完成电池片起始开槽位置15的开槽工作,开槽激光器停止出光,加热激光器继续持续出光;所述振镜模块6扫描到电池片裂片路径16,加热激光器继续持续出光;所述振镜模块6扫描到电池片终结开槽位置17,加热激光器继续持续出光,开槽激光器出光;所述振镜模块6扫描完成电池片终结开槽位置17,开槽激光器和加热激光器同时停止出光;电池片切割工作完成。
36.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。同时在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。且在本发明的附图中,填充图案只是为了区别图层,不做其他任何限定。
37.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。