1.本发明涉及装饰罩焊接领域,尤其涉及一种带有三通的装饰罩组件弧焊夹具。
背景技术:
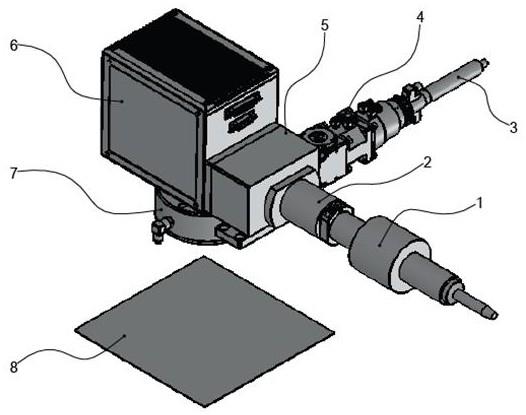
2.汽车上有许多的装饰罩组件,尤其是一些管路,其中就有一种装饰件,是由三通和连接在三通两个小口的管口组成,需要对两者进行弧焊焊接在一起。现有技术专利cn112192063a公开了一种汽车排气尾管装饰罩激光焊接夹具,通过设置中部悬空的外胆仿形定位机构定位放置装饰罩外胆,设置两个带有定位销的内胆分总成定位机构定位放置内胆,首先定位放置好内胆,外胆在外胆仿形定位机构上通过滑行气缸左拉将外胆扣上内胆,定位好之后通过五个夹紧机构对外胆中空下内壁和内胆顶部夹紧,通过设置横向气缸带动夹紧臂右拉对装饰罩外胆侧面夹紧,夹紧后便可进行激光焊接,操作方便,采用气动压紧,保证焊接的可靠性及尺寸的稳定性,保证焊接效果。但是该专利并没有适应三通和两个管口组成的装饰罩组件的夹持机构,需要对三通和管口分别进行准确固定,因此解决这一问题就显得十分必要了。
技术实现要素:
3.为解决上述问题,本发明提供一种带有三通的装饰罩组件弧焊夹具,通过设置两个管口曲面仿形放置块来放置管口件,设置移动的左弧形定位夹持臂和固定的右弧形定位夹持臂对管口件进行夹持,将三通的两个小口分别插在两个管口件内,通过上定位夹持臂和下定位夹持臂对三通进行夹持,通过设置推拉气缸带动滑板右移,使得左弧形定位夹持臂对管口件夹紧,并且使得上定位夹持臂和下定位夹持臂伸在三通上下两侧,这样可以很好的对两个管口件和三通进行准确定位夹持,解决了背景技术中出现的问题。
4.本发明的目的是提供一种带有三通的装饰罩组件弧焊夹具,包括有底板,底板上中部设置有前后两个管口曲面仿形放置块,管口曲面仿形放置块左右两侧设置有管口夹持机构,两个管口曲面仿形放置块中间上方设置有三通夹持机构;所述管口夹持机构包括有左右移动的左弧形定位夹持臂和固定在底板上的右弧形定位夹持臂;三通夹持机构包括有上下设置的上定位夹持臂和下定位夹持臂;管口曲面仿形放置块左侧设置有横向直线轨,横向直线轨上设置有滑板,滑板左侧连接有推拉气缸;滑板上设置有纵向的安装板,安装板右侧设置有用于安装左弧形定位夹持臂的安装块,安装板右侧设置有连接下定位夹持臂的下夹持气缸,安装板左侧设置有连接上定位夹持臂的上夹持气缸。
5.进一步改进在于:所述上定位夹持臂底部设置有吻合三通顶部开口的夹持槽块;下定位夹持臂右端为吻合三通底部中间形状的弧形块。
6.进一步改进在于:所述底板上设置有安装右弧形定位夹持臂的安装架,右弧形定位夹持臂安装在安装架左侧顶端,安装架顶端设置有左右移动的手动定位销,手动定位销左端为定位销头。
7.进一步改进在于:所述滑板上前后两端设置有管口压紧气缸,管口压紧气缸的顶部活塞杆向右活动连接有压紧臂,压紧臂底部中间靠左活动与管口压紧气缸的缸体活动连接。
8.进一步改进在于:所述底板上位于横向直线轨右端设置有前后两个限位块,限位块位于滑板右侧对其右端限位。
9.进一步改进在于:所述安装板顶部设置有纵轨,纵轨左侧设置有与上夹持气缸连接的纵滑块,上定位夹持臂连接在纵滑块顶部。
10.本发明的有益效果:本发明通过设置两个管口曲面仿形放置块来放置管口件,设置移动的左弧形定位夹持臂和固定的右弧形定位夹持臂对管口件进行夹持,将三通的两个小口分别插在两个管口件内,通过上定位夹持臂和下定位夹持臂对三通进行夹持,通过设置推拉气缸带动滑板右移,使得左弧形定位夹持臂对管口件夹紧,并且使得上定位夹持臂和下定位夹持臂伸在三通上下两侧,这样可以很好的对两个管口件和三通进行准确定位夹持;并且上定位夹持臂设置有吻合三通顶部大开口的夹持槽块对三通顶部大开口进行吻合夹持,下定位夹持臂右端为吻合三通底部中间形状的弧形块,这样可以稳定的对三通进行定位夹持;设置手动定位销的定位销头插入到管口件的与其对应的槽内进行定位;设置管口压紧气缸带动压紧臂对管口件进行下压夹紧,对管口件更稳定的固定;限位块对滑板的右端位置限位;设置纵轨对上定位夹持臂的活动进行导向,使其上下移动更加顺畅稳定。
附图说明
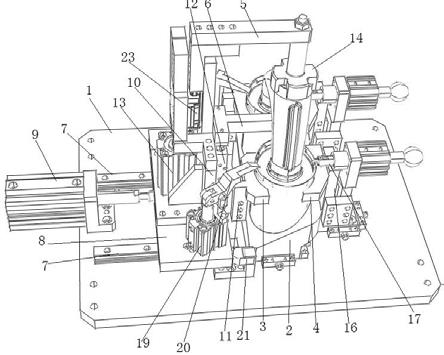
11.图1是本发明夹持有装饰罩组件的示意图。
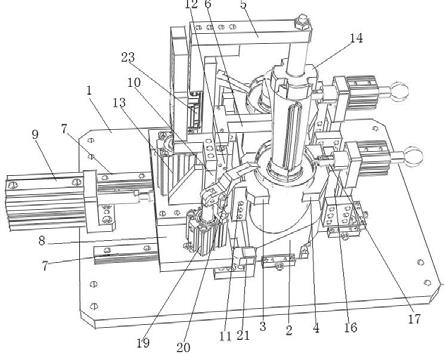
12.图2是本发明图1除去装饰罩组件的示意图。
13.图3是本发明滑板处的示意图。
14.其中:1
‑
底板,2
‑
管口曲面仿形放置块,3
‑
左弧形定位夹持臂,4
‑
右弧形定位夹持臂,5
‑
上定位夹持臂,6
‑
下定位夹持臂,7
‑
横向直线轨,8
‑
滑板,9
‑
推拉气缸,10
‑
安装板,11
‑
安装块,12
‑
下夹持气缸,13
‑
上夹持气缸,14
‑
夹持槽块,15
‑
弧形块,16
‑
安装架,17
‑
手动定位销,18
‑
定位销头,19
‑
管口压紧气缸,20
‑
压紧臂,21
‑
限位块,22
‑
纵轨,23
‑
纵滑块。
具体实施方式
15.为了加深对本发明的理解,下面将结合实施例对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
16.如图1
‑
3所示,本实施例提供一种带有三通的装饰罩组件弧焊夹具,包括有底板1,底板1上中部设置有前后两个管口曲面仿形放置块2,管口曲面仿形放置块2左右两侧分别设置有左右移动的左弧形定位夹持臂3和固定在底板1上的右弧形定位夹持臂4;两个管口曲面仿形放置块2中间上方设置有上下相对的上定位夹持臂5和下定位夹持臂6;上定位夹持臂5底部设置有吻合三通顶部开口的夹持槽块14;下定位夹持臂6右端为吻合三通底部中间形状的弧形块15;通过设置两个管口曲面仿形放置块2来放置管口件,设置移动的左弧形定位夹持臂3和固定的右弧形定位夹持臂4对管口件进行夹持,将三通的两个小口分别插在两个管口件内,通过上定位夹持臂5和下定位夹持臂6对三通进行夹持,上定位夹持臂5设置有吻合三通顶部大开口的夹持槽块14对三通顶部大开口进行吻合夹持,下定位夹持臂6右
端为吻合三通底部中间形状的弧形块15,这样可以稳定的对三通进行定位夹持。
17.管口曲面仿形放置块2左侧设置有横向直线轨7,横向直线轨7上设置有滑板8,滑板8左侧连接有推拉气缸9;滑板8上设置有纵向的安装板10,安装板10右侧设置有用于安装左弧形定位夹持臂3的安装块11,安装板10右侧设置有连接下定位夹持臂6的下夹持气缸12,安装板10左侧设置有连接上定位夹持臂5的上夹持气缸13。所述安装板10顶部设置有纵轨22,纵轨22左侧设置有与上夹持气缸13连接的纵滑块23,上定位夹持臂5连接在纵滑块23顶部。这样通过推拉气缸9带动滑板8右移,使得左弧形定位夹持臂3对管口件夹紧,并且使得上定位夹持臂5和下定位夹持臂6伸在三通上下两侧,再启动下夹持气缸12和上夹持气缸13,这样可以很好的对两个管口件和三通进行准确定位夹持;并且纵轨22对上定位夹持臂5的活动进行导向,使其上下移动更加顺畅稳定。
18.所述底板1上设置有安装右弧形定位夹持臂4的安装架16,右弧形定位夹持臂4安装在安装架16左侧顶端,安装架16顶端设置有左右移动的手动定位销17,手动定位销17左端为定位销头18,定位销头18与管口件的槽口对应,手动定位销17的定位销头18插入到管口件的与其对应的槽内进行定位,这样进一步对管口件进行准确定位。
19.所述滑板8上前后两端设置有管口压紧气缸19,管口压紧气缸19的顶部活塞杆向右活动连接有压紧臂20,压紧臂20底部中间靠左活动与管口压紧气缸19的缸体活动连接,管口压紧气缸19带动压紧臂对管口件进行下压夹紧,对管口件更稳定的固定。
20.所述底板1上位于横向直线轨5右端设置有前后两个限位块21,限位块21位于滑板8右侧对其右端限位。
21.实际使用时:首先先将两个管口件分别放到两个管口曲面仿形放置块2上,管口件右端通过右弧形定位夹持臂4进行定位夹持,将手动定位销17的定位销头18左移插到管口件的槽口中进行定位,之后将三通的两个小口分别放到两个管口件内,之后启动推拉气缸9将滑板8右移,使得滑板8右端与限位块21接触,滑板8带动左弧形定位夹持臂3对管口件左端进行夹持,上定位夹持臂5和下定位夹持臂6插在三通上下两端,启动上夹持气缸13带动上定位夹持臂5下移,使得夹持槽块14与三通顶部的大开口进行下压,启动下夹持气缸12带动下定位夹持臂6上移,使得弧形块对三通底部中间进行上压,从而夹持槽块14与下定位夹持臂6一起对三通进行定位夹持住,再启动管口压紧气缸19带动压紧臂20对管口件下压夹紧,这样便夹持好。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。