1.本发明涉及精密金属加工技术领域,特别是指一种管材的拉拔方法。
背景技术:
2.现在针对镁合金微细管拉拔过程中由于材料本身塑性差,以及摩擦力占比较大,导致拉拔力较大,拉拔过程管材容易断裂,每道次变形量有限,拉拔道次较多,道次间退火次数多。
3.拉拔过程中发生变形的区域主要集中在锥面区,发生管材的减壁与减径,在此区域主要受拉拔力、锥面区对管材的正压力、以及管材外壁与模具之间的摩擦力,如果是带芯棒拉拔还有芯棒与管材内壁的摩擦力。对于带芯棒拉拔,摩擦力占总的拉拔力很大,有时占比可达60%,空拉过程中摩擦力占比最大也可达40%,这就会明显提高拉拔力,使管材拉拔过程中容易发生断管。
技术实现要素:
4.本发明要解决的技术问题是提供一种管材的拉拔方法,以提高拉拔过程中的单道次拉拔量,减少拉拔道次,提高拉拔效率。
5.为解决上述技术问题,本发明的技术方案如下:
6.一种管材的拉拔方法,包括:
7.提供一待拉拔管材;
8.在所述待拉拔管材的外部套上套管;
9.将套有所述套管的所述待拉拔管材一端放在辅助转轮上,由所述辅助转轮推动套有所述套管的所述待拉拔管材进入拉拔模具进行拉拔。
10.可选的,将套有所述套管的所述待拉拔管材一端放在辅助转轮上,包括:
11.将套有所述套管的所述待拉拔管材一端放在所述辅助转轮的第一辅助转轮以及第二辅助转轮上;
12.所述第一辅助转轮和所述第二辅助转轮平行放置。
13.可选的,所述辅助转轮推动套有所述套管的所述待拉拔管材进入拉拔模具进行拉拔,包括:
14.所述辅助转轮的所述第一辅助转轮、所述第二辅助转轮推动套有所述套管的所述待拉拔管材的一端进入所述拉拔模具进行拉拔。
15.可选的,所述管材的拉拔方法还包括:
16.所述待拉拔管材从所述拉拔模具推出的一端用夹具夹住进行拉拔。
17.可选的,所述第一辅助转轮、所述第二辅助转轮上均设置有孔型。
18.可选的,所述第一辅助转轮、所述第二辅助转轮平行放置的位置处设有间隙通道;所述辅助转轮的所述第一辅助转轮、所述第二辅助转轮推动套有所述套管的所述待拉拔管材的一端进入所述拉拔模具进行拉拔,包括:
19.套有所述套管的所述待拉拔管材的一端放置在间隙通道处,所述第一辅助转轮、所述第二辅助转轮推动所述待拉拔管材通过所述间隙通道进入拉拔模具。
20.可选的,所述第一辅助转轮、所述第二辅助转轮推动所述待拉拔管材通过所述间隙通道进入拉拔模具,包括:
21.所述第一辅助转轮按照第一转速逆时针转动以及所述第二辅助转轮按照第二转速顺时针转动的方向,推动套有所述套管的所述待拉拔管材通过所述间隙通道进入拉拔模具。
22.可选的,所述第一转速和所述第二转速均大于拉拔速度;且所述第一转速和所述第二转速大小一致。
23.可选的,所述套管上设置有至少一个贯穿整个套管的空隙。
24.可选的,所述套管的材料强度高于所述待拉拔管材材料的强度。
25.本发明的上述方案至少包括以下有益效果:
26.本发明的上述方案通过在拉拔过程中使用辅助转轮以及套管,能减小摩擦力对管材的影响,同时能提高拉拔过程中的单道次变形量,减少拉拔道次。
附图说明
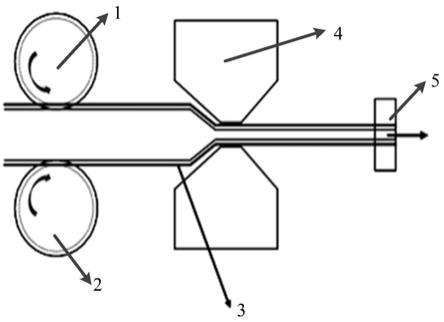
27.图1是本发明的拉拔方法示意图;
28.图2是本发明套有套管的管材截面示意图;
29.图3是本发明辅助转轮示意图。
30.附图标号说明:1、第一辅助转轮;2、第二辅助转轮;3、套有套管的管材;4、拉拔模具;5、夹具;6、空隙;7、待拉拔管材;8、套管。
具体实施方式
31.下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
32.如图1所示,本发明的实施例提出一种管材的拉拔方法,包括:提供一待拉拔管材7;在所述待拉拔管材7的外部套上套管8;将套有所述套管8的所述待拉拔管材7一端放在辅助转轮上,由所述辅助转轮推动套有所述套管8的所述待拉拔管材7进入拉拔模具4进行拉拔。
33.该实施例中,在所述待拉拔管材7的外部套上套管8,所述套管8的长度应当大于或等于所述待拉拔管材7的长度,在拉拔过程中,所述套管8改变所述待拉拔管材7受到的摩擦力的状态:把所述待拉拔管材7与所述拉拔模具4之间的动摩擦变为静摩擦,保证所述待拉拔管材7在拉拔过程中不断裂;所述静摩擦相当于是所述套管8与所述待拉拔管材7之间的内力,对整体拉拔力没有影响,可提高拉拔过程中的单道次变形量,减少拉拔道次,提高加工效率。当所述待拉拔管材7的管径较小时,在所述待拉拔管材7外部套上所述套管8相当于整体直径增大,且可根据所述待拉拔管材7直径的变化更换所述套管8,在不更换现有模具的情况下,实现小尺寸的合金管材的拉拔加工。同时,由于所述套管8的作用,相当于所述拉
拔模具4锥面区的锥角减小,有利于所述待拉拔管材7变形。
34.将套有所述套管8的所述待拉拔管材7一端放在辅助转轮上,利用辅助转轮转动所产生的推动力,推动套有所述套管8的所述待拉拔管材7进入拉拔模具4进行拉拔;同时辅助转轮能提供一定的压应力,改变所述待拉拔管材7在拉拔模具4锥面区的应力状态,进而提高拉拔效率。
35.如图3所示,本发明的一可选实施例中,将套有所述套管8的所述待拉拔管材7一端放在辅助转轮上,包括:将套有所述套管8的所述待拉拔管材7一端放在所述辅助转轮的第一辅助转轮1以及第二辅助转轮2上;所述第一辅助转轮1和所述第二辅助转轮2平行放置。
36.该实施例中,所述辅助转轮包括第一辅助转轮1、第二辅助转轮2;所述第一辅助转轮1、所述第二辅助转轮2大小及结构完全一致,用“第一”、“第二”描述只是为了便于区分所述辅助转轮,并不对所述第一辅助转轮1、所述第二辅助转轮2的大小及位置做限定;将套有所述套管8的所述待拉拔管材7的一端放在所述第一辅助转轮1以及所述第二辅助转轮2上,通过所述第一辅助转轮1、所述第二辅助转轮2的转动推动所述待拉拔管材7向拉拔模具4的方向运动;且所述第一辅助转轮1和所述第二辅助转轮2平行放置,套有所述套管8的所述待拉拔管材7放置在平行位置处。
37.本发明的一可选实施例中,所述辅助转轮推动套有所述套管8的所述待拉拔管材7进入拉拔模具4进行拉拔,包括:所述辅助转轮的所述第一辅助转轮1、所述第二辅助转轮2推动套有所述套管8的所述待拉拔管材7的一端进入所述拉拔模具4进行拉拔。
38.该实施例中,套有所述套管8的所述待拉拔管材7在拉拔前先通过所述辅助转轮,在所述辅助转轮的所述第一辅助转轮1、所述第二辅助转轮2的推动下,套有所述套管8的所述待拉拔管材7的一端进入所述拉拔模具4进行拉拔。所述第一辅助转轮1、所述第二辅助转轮2提供的推动力,相当于给套有所述套管8的所述待拉拔管材7施加挤压力,从而便于后续所述拉拔模具4的拉拔。
39.可选的,套有所述套管8的所述待拉拔管材7的一端通过所述辅助转轮的所述第一辅助转轮1、所述第二辅助转轮2推进所述拉拔模具4进行拉拔,推出所述拉拔模具4的一端用夹具5夹住进行拉拔。
40.本发明的一可选实施例中,所述第一辅助转轮1、所述第二辅助转轮2平行放置的位置处设有间隙通道;所述辅助转轮的所述第一辅助转轮1、所述第二辅助转轮2推动套有所述套管8的所述待拉拔管材7的一端进入所述拉拔模具4进行拉拔,包括:套有所述套管8的所述待拉拔管材7的一端放置在间隙通道处,所述第一辅助转轮1、所述第二辅助转轮2推动套有所述套管8的所述待拉拔管材7通过所述间隙通道进入所述拉拔模具4。
41.该实施例中,所述第一辅助转轮1、所述第二辅助转轮2平行放置的位置处设有间隙通道;在拉拔时,套有所述套管8的所述待拉拔管材7的一端放置在间隙通道处,经过所述第一辅助转轮1、所述第二辅助转轮2推动套有所述套管8的所述待拉拔管材7通过所述间隙通道进入拉拔模具4进行拉拔。
42.可选的,所述第一辅助转轮1、所述第二辅助转轮2上均设置有孔型;在拉拔时,可以依据套有所述套管8的所述待拉拔管材7外径的大小,选择带有不同孔型的所述第一辅助转轮1、所述第二辅助转轮2;同时,所选的所述第一辅助转轮1、所述第二辅助转轮2的大小及孔型应当保持一致,以便于能够顺利推动所述待拉拔管材7进入所述拉拔模具4。
43.本发明的一可选实施例中,所述第一辅助转轮1、所述第二辅助转轮2推动套有所述套管8的所述待拉拔管材7通过所述间隙通道进入所述拉拔模具4,包括:所述第一辅助转轮1按照第一转速逆时针转动以及所述第二辅助转轮2按照第二转速顺时针转动的方向,推动套有所述套管8的所述待拉拔管材通过所述间隙通道进入所述拉拔模具4。
44.该实施例中,套有所述套管8的所述待拉拔管材7在拉拔前,先通过所述辅助转轮的所述第一辅助转轮1、所述第二辅助转轮2的平行位置的所述间隙通道,在所述第一辅助转轮1、所述第二辅助转轮2转动的推动进入所述拉拔模具4。所述第一辅助转轮1按照第一转速逆时针转动;所述第二辅助转轮2按照第二转速顺时针转动,通过所述第一辅助转轮1、所述第二辅助转轮2相对运动产生的动力推动所述待拉拔管材7运动;同时,所述第一辅助转轮1、所述第二辅助转轮2对套有所述套管8的所述待拉拔管材7起到轧尖作用,相当于在套有所述套管8的所述待拉拔管材7进入拉拔模具4前先进行类似于小变形量的轧制进行减径,如果带芯棒也可同时进行减壁,则后续进行拉拔的入口端的套有所述套管8的所述待拉拔管材7的外径已经减小,拉拔变形量减小,进而拉拔力减小。
45.可选的,所述第一辅助转轮1的所述第一转速和所述第二辅助转轮2的第二转速均大于拉拔速度;且所述第一转速和所述第二转速大小一致。在拉拔过程中,设置所述第一转速、所述第二转速均大于拉拔速度,相当于所述第一辅助转轮1、所述第二辅助转轮2对套有所述套管8的所述待拉拔管材7施加一个推力或者挤压力,推力或者挤压力与拉拔力同向,可减小后续的拉拔力,从而可以加大单道次变形量,减少拉拔道次;同时,设置所述第一转速、所述第二转速均大于拉拔速度,所述第一辅助转轮1、所述第二辅助转轮2对套有所述套管8的所述待拉拔管材7施加一个推力或者挤压力,可以改变所述拉拔模具4锥面区局部套有所述套管8的所述待拉拔管材7的应力状态,将局部管材的拉应力状态改变为压应力,有利于待拉拔管材的变形,尤其是难变形材料,如镁合金等,可促使组织中发生孪生协调变形等;所述第一转速和所述第二转速大小一致,能够保证所述第一辅助转轮1、所述第二辅助转轮2匀速的推动套有所述套管8的所述待拉拔管材7运动。
46.如图2所示,本发明的一可选实施例中,所述套管8上设置有至少一个贯穿整个所述套管8的空隙6。该实施例中,所述套管8上设置有贯穿整个套管的空隙6,在拉拔过程中,所述空隙6在经所述辅助转轮推动套有所述套管8的所述待拉拔管材7,以及所述拉拔模具4拉拔套有所述套管8的所述待拉拔管材7时压合收缩,从而保证在拉拔过程中所述套管8基本不变形,所述套管8通过所述空隙6的压合收缩使所述待拉拔管材7变形,不会对拉拔力有过大的影响。可选的,所述空隙6的个数与位置不限,该实施例中,优选的,设置两个空隙,且两个空隙均匀其对称的分布在所述套管8上;所述空隙6的大小可根据所述待拉拔管材7的内外径的大小以及变形量进行调整。
47.可选的,设置有所述空隙6的所述套管8可用于管材轧制,或者管材的辊模拉拔;可选的,所述套管8的材料强度高于所述待拉拔管材7的材料强度。
48.以上所述是本发明的优选实施方式,上述实施方式能提高拉拔工艺中单道次变形量,减少拉拔道次,降低热处理次数,提高拉拔效率,降低拉拔成本。
49.应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。