1.本发明涉及墙材机械设备技术领域,具体涉及一种无夹全自动卸砖打包机及其打包工艺。
背景技术:
2.国内烧结砖绝大部分使用隧道窑,采用一次码烧工艺(砖坯一次码放,完成干燥和焙烧),在烧结过程中,砖坯成垛码在窑车上,根据通风的需要,砖垛与砖垛之间留有间隙,砖垛每层砖坯成90度交叉码放,砖坯之间也留有间隙,由于烧结砖的烧成温度接近临界温度,砖表面会有一定软化,造成上下层砖之间粘结和砖垛变形(砖垛变形自下而上呈放大趋势),成为用机械直接卸砖的严重障碍;目前,把烧好的砖从窑车上卸下再装到运砖车上大多依靠人工,刚出窑的砖带有一定温度,粉尘很多,卸砖场地一般不在室内,工人劳动条件十分艰苦,招工不易;再者人工效率低,抵消了前端自动化生产线的高效;同时卸砖及装车的费用是制砖企业一大负担。
3.近年来国内对全自动卸砖打包技术一直在不断的研究,新的方法、新的专利不断涌现,现有专利文献:申请号为201410055312.2 的中国发明专利公开了一种全自动卸砖打包机,申请号为201810616709.2的中国发明专利公开了一种内燃烧结砖全自动卸砖打包机组,申请号为201720352946.3的中国实用新型专利公开了一种预留叉车孔全自动卸砖打包机等,公开了多种烧结砖全自动卸砖打包方案,上述全自动卸砖打包机存在以下问题:1.某些卸砖打包机先把砖垛卸下,放到整垛机上打开砖的粘结、把砖垛扶正,再用抓盘一层层把砖抓起放到编组机上,编组成码垛需要的方形砖排后,再用抓盘抓起放到码垛打包机上码成打包需要的垛,这种方法的工艺过程为:卸垛机卸垛——整垛——抓盘拆垛——编组——抓盘运送方形砖排——码垛打包,工作过程中要两次用到抓盘,效率低、造价高;2.还有卸砖打包机采用特殊的消除粘结抓盘从整个窑车上部一层一层把砖抓起放到编组机上,编组成码垛需要的方形砖排后,再用抓盘抓起放到码垛打包机上码成打包需要的垛,这种方法的工艺过程为:特殊抓盘拆垛——编组——抓盘运送方形砖排——码垛打包,工作过程中特殊抓盘兼有消除粘结和把砖运送到编组机上的功能,抓盘面积覆盖整个窑车,结构庞大复杂,不适应砖垛变形大的情况,另外,国内隧道窑有向大断面发展的趋势,这种抓盘面积越大,故障率越高,工作越不可靠,此外,窑车面积多大,编组机就要做到多大,设备庞大复杂,造价高,一个点出问题,整个线的速度受影响。
4.至今国内尚没有一种高效、简洁、工作稳定、性价比高、大多制砖企业能接受的全自动卸砖打包设备。
技术实现要素:
5.本发明的目的在于克服现有技术的不足,提供了一种无夹全自动卸砖打包机及其打包工艺,该打包机不仅能有效解决烧结砖粘结和砖垛变形,还能在不用抓盘的情况下,高
效实现从待拆砖垛下部开始的消除粘结、拆垛、编组、下落式码垛、打包全自动无人化,便于成品砖场内堆放及机械化装车。该打包机的工艺路线为:卸垛机卸垛——拆垛——编组——码垛打包。该打包机体积大为缩小,造价大幅降低,不采用抓盘的方式,工作牢靠、稳定,效率大为提高,能和前端自动化生产线的高效相适应。
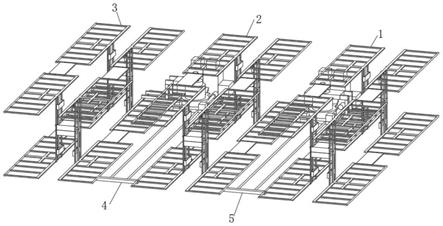
6.为实现上述目的,本发明所设计一种无夹全自动卸砖打包机,它由卸垛机、拆垛机、编组机和码垛打包机组成,所述拆垛机包括拆垛机面板,所述拆垛机面板开设有方形的砖垛通过口,所述砖垛通过口的四周边缘的拆垛机面板上部设置有四个夹紧装置,所述拆垛机面板下部设置两组推头架纵向导轨,两组推头架纵向导轨上均设置有上下移动的推头架,所述推头架上对称设置有两个推头导轨,两个推头导轨间设置有推头,两个推头沿砖垛通过口对角线成90度对称设置;所述编组机设置在拆垛机下方,所述编组机包括编组机面板,所述编组机面板上沿砖垛通过口对角线成90度对称设置l型和倒l型的两个编组通道且两个编组通道组合形成方形,两个编组通道的起始端分别与两个推头相对应设置,两个编组通道的起始端的编组机面板上开设有与两个推头相对应的缺口,两个编组通道末端从90度方向汇聚到的编组机面板上开设的下落方形砖排通道口,所述l型和倒l型的编组通道依次由横向通道和纵向通道组成,所述编组通道的横向通道和纵向通道上均设置有推板装置,所述两个编组通道的纵向通道上设置有转向板组件,所述码垛打包机包括升降组件和l型滚道组件,所述l型滚道组件包括l型支架,所述l型支架内安装有多个辊子,所述升降组件包括四个立柱,四个立柱上部与编组机的下落方形砖排通道口正对,四个立柱下部与l型支架的起运端连接,所述四个立柱上设置有上下移动的升降平台;所述l型支架的纵横支架上均设置有打包机头。
7.进一步地,所述砖垛通过口为正方形,其尺寸大于待拆砖垛。
8.再进一步地,所述夹紧装置包括长方形夹板,所述长方形夹板背面对称设置有夹紧器,所述长方形夹板的夹紧面上下对称设置有缓冲垫。
9.再进一步地,所述推板装置包括设置在通道两侧的导轨,两个导轨之间设置有倒u型推板。
10.再进一步地,所述转向板组件包括固定在编组机面板下表面的两个安装架,所述安装架上设置有升降架,两个升降架上设置有转盘托架,所述转盘托架上设置有转盘,所述转盘上设置有转向面板(转向面板在升降架的作用下可以平行升降,并可沿转盘旋转)。
11.再进一步地,所述下落方形砖排通道口下部设置有托板,所述托板通过下落方形砖排通道边缘的导轨来回滑动。
12.再进一步地,所述升降平台包括两个承重滑动架,每个承重滑动架在对应的两个立柱间上下滑动,两个承重滑动架之间设置承重托盘,所述承重托盘是由多个纵向间隔设置的承重钢板组成,所述承重钢板两端设置在两个承重滑动架上。
13.再进一步地,所述承重钢板的上表面为中间高两端低的结构;所述承重钢板与下方的辊子交错布置,且对应的l型支架上对称开设有凹槽,当承
重托盘下移且承重托盘上平面低于滚道组件上平面时,承重钢板插入至凹槽内(当砖垛随升降平台下移至滚道组件时,砖垛重量由滚道组件承载,滚道组件启动,砖垛沿滚道组件移动,离开承重托盘)。
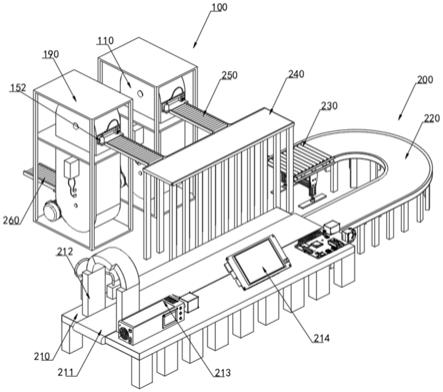
14.再进一步地,所述卸垛机包括跨过窑车固定在地基上的卸垛机架 ,所述卸垛机架的两个纵向支架上均设置有导轨,所述纵向支架上设置有纵向行车且纵向行车沿导轨纵向运动;所述纵向行车的两个横向车梁上设置有横向导轨,所述纵向行车 上设置有横向行车且沿横向导轨横向运动,所述横向行车底端设置有升降盘,所述升降盘下边设置有转盘,所述转盘下边设置有夹具,所述夹具随升降盘升降且夹具围绕转盘 旋转(为避免砖垛烧结后变形,夹具不容易进入砖缝,所述夹具从侧面 进入砖缝,从下部夹紧砖垛,以避开砖垛上部变形最大部位)。
15.本发明还提供了一种上述无夹全自动卸砖打包机的打包工艺,包括以下步骤:1)卸垛机将待拆砖垛从窑车卸下放到拆垛机上,拆垛机按自下而上的拆垛方法,从待拆砖垛下部开始,从90度两个方向交替将砖排一层层直接推出到编组机上;2)经编组机编组成方形砖排,从90度两个方向依次从编组机下落方形砖排通道口落下到码垛打包机的升降平台上;3)升降平台带动方形砖排层层下落,升降平台下降到最低点时,打包垛完成,升降平台上平面低于滚道组件上平面,码好的打包垛沿滚道组件移动到打包机头,完成打包。
16.本发明的有益效果:1、本发明的无夹全自动卸砖打包机,简化了现有全自动卸打包工艺,缩小设备体积,减少占地面积,卸砖效率成倍提高,与前端自动化生产线的高效相适应;2、本发明的无夹全自动卸砖打包机制造成本大为降低,便于广大砖厂推广使用。
17.3、本发明彻底解决烧结砖由烧结造成的粘结和砖垛变形,实现烧结砖卸砖、打包全自动无人化,减轻工人劳动强度,解决行业用工难的问题;为企业节约大量卸砖、装车费用,降低生产成本,增强市场竞争力;4、本发明的无夹全自动卸砖打包机砖垛打包后,节约砖堆放场地三分之二以上,实现机械化装车,节约装车时间,降低装车费用;5、本发明的打包机机构简单,故障率低,操作简便易学;6、本发明的打包机通用性强,转换砖型和打包垛型时,只需进行简单设置即可。
附图说明
18.图1为无夹全自动卸砖打包机的立体图;图2为卸垛机的立体图;图3为拆垛机的立体图;图4为拆垛机的仰视图;图5为拆垛机的细节图;图6为编组机的立体图;图7为转向板组件的立体图;图8为码垛打包机的立体图;图中、卸垛机1、卸垛机架 1.1、纵向行车1.2、横向行车1.3、升降盘1.4、转盘1.5、
夹具1.6、拆垛机2、拆垛机面板2.1、砖垛通过口2.2、夹紧装置2.3、方形夹板2.31、夹紧器2.32、缓冲垫2.33、推头架纵向导轨2.4、推头架2.5、推头导轨2.6、推头2.7、编组机3、编组机面板3.1、编组通道3.2、下落方形砖排通道3.3、托板3.31、推板装置3.4、滑杆3.41、倒u型推板3.42、转向板组件3.5、安装架3.51、升降架3.52、转盘托架3.53、转盘3.54、转向面板3.55、码垛打包机4、l型支架4.1、凹槽4.11、滚道组件4.2、立柱4.3、升降平台4.4、承重滑动架4.41、承重钢板4.42、打包机头4.5。
具体实施方式
19.下面结合具体实施例对本发明作进一步的详细描述,以便本领域技术人员理解。
20.如图1~8所示的无夹全自动卸砖打包机,它由卸垛机1、拆垛机2、编组机3和码垛打包机4组成,其中,卸垛机1包括跨过窑车固定在地基上的卸垛机架 1.1,卸垛机架1.1的两个纵向支架上均设置有导轨,纵向支架上设置有纵向行车1.2且纵向行车1.2沿导轨纵向运动;纵向行车1.2的两个横向车梁上设置有横向导轨,纵向行车1.2 上设置有横向行车1.3且1.2沿横向导轨横向运动,横向行车1.3底端设置有升降盘1.4,升降盘1.4下边设置有转盘1.5,转盘1.5下边设置有夹具1.6,夹具1.6随升降盘1.4升降且夹具1.6围绕转盘 1.5旋转;拆垛机2包括拆垛机面板2.1,拆垛机面板2.1开设有方形的砖垛通过口2.2,砖垛通过口2.2为正方形,其尺寸大于待拆砖垛;砖垛通过口2.2的四周边缘的拆垛机面板2.1上设置有4个夹紧装置2.3,夹紧装置2.3包括长方形夹板2.31,长方形夹板2.31背面设置有对称设置有夹紧器2.32,长方形夹板2.31的夹紧面上下对称设置有缓冲垫2.33;拆垛机面板2.1下部设置两组推头架纵向导轨2.4,两组推头架纵向导轨2.4上均设置有上下移动的推头架2.5,推头架2.5上对称设置有两个推头导轨2.6,两个推头导轨2.6间设置有推头2.7,两个推头2.7沿砖垛通过口2.2对角线成90度对称设置;编组机3设置在拆垛机2下方,编组机3包括编组机面板3.1,编组机面板3.1上沿砖垛通过口2.2对角线成90度对称设置l型和倒l型的两个编组通道3.2且两个编组通道3.2组合形成方形,两个编组通道3.2的起始端分别与两个推头2.7相对应设置,两个编组通道3.2的起始端的编组机面板3.1上开设有缺口,两个编组通道3.2末端从90度方向汇聚到的编组机面板3.1上开设的下落方形砖排通道口3.3,下落方形砖排通道口3.3下部设置有托板3.31,托板3.31通过下落方形砖排通道口3.3边缘的导轨来回滑动。
21.l型和倒l型的编组通道3.2依次由横向通道和纵向通道组成,编组通道3.2的横向通道和纵向通道上均设置有推板装置3.4,推板装置3.4包括设置在通道两侧的导轨3.41,两个导轨3.41之间设置有倒u型推板3.42。
22.两个编组通道3.2的纵向通道上设置有转向板组件3.5,转向板组件3.5包括固定在编组机面板3.1下表面的两个安装架3.51,安装架3.51上设置有升降架3.52,两个升降架3.52上设置有转盘托架3.53,转盘托架3.53上设置有转盘3.54,转盘3.54上设置有转向面板3.55;码垛打包机4包括升降组件和l型滚道组件,l型滚道组件包括l型支架4.1,所述l
型支架4.1内安装有多个辊子,升降组件包括四个立柱4.3,四个立柱4.3上部与编组机3的下落方形砖排通道口3.3正对,四个立柱4.3下部与l型支架4.1的起运端连接,四个立柱4.3上设置有上下移动的升降平台4.4;升降平台4.4包括两个承重滑动架4.41,每个承重滑动架4.41在对应的两个立柱4.3间上下滑动,两个承重滑动架4.41之间设置承重托盘,承重托盘是由多个纵向间隔设置的承重钢板4.42组成,承重钢板4.42两端设置在两个承重滑动架4.41上;承重钢板4.42的上表面为中间高两端低的结构;承重钢板4.42与下方的辊子交错布置,且对应的l型支架4.1上对称开设有凹槽4.11,当承重托盘下移且承重托盘上平面低于滚道4.2上平面时,承重钢板4.42插入至凹槽4.11内;l型支架4.1的纵横支架上均设置有打包机头4.5。
23.上述无夹全自动卸砖打包机的打包工艺,包括以下步骤:1)卸垛机1把烧好的砖垛从窑车上卸下,放到拆垛机的砖垛通过口2.2下方推头2.7上,推头2.7下降,直至推头2.7的上平面略高于编组机面板3.1时,拆垛机面板2.1上部的夹紧装置2.3夹住砖垛下部倒数二、四层,倒数一层对准其中一个推头2.7,该推头2.7推砖工作时,另一个推头2.7在下部托住移动的砖排,另一个推头2.7的平板充当砖排移动的平台,一个推头2.7把砖排推到对应的编组通道3.2的横向通道上,一个推头2.7推砖结束后,向上升起,托住砖垛,拆垛机面板2.1上部的夹紧装置2.3松开,同时另一个推头2.7后退、上升,一个推头2.7的平板托住砖垛下降到略高于编组机面板3.1的位置,拆垛机面板2.1上部的夹紧装置2.3夹住砖垛倒数三、五层,倒数二层对准另一个推头2.7,另一个推头2.7沿一个推头2.7的90度方向推出砖排到对应的编组通道3.2的横向通道上,如此周而复始,依次沿砖的大面自下而上一层一层交叉推出的拆垛方式可以有效解决砖垛粘结问题;2) 编组机3在拆垛机2下方,一个推头2.7沿大面推出的砖排,先沿编组通道3.2的横向通道移动、消除缝隙,借助推板装置3.4分组成打包需要的砖排数,然后转向90度进入纵向通道,沿纵向通道组成打包需要的方形砖排,推板装置3.4推动方形砖排移动到转向板上,转向板3.5根据打包垛需要,决定方形砖排是否90度转向,然后推板装置3.4继续推动方形砖排到下落方形砖排通道口3.3下的托板3.31上,托板3.31沿托板导轨向后移动,打开下落方形砖排通道口3.3,方形砖排落到码垛打包机的升降平台4.4上;之后,另一个推头2.7沿大面推出的砖块,经编组通道3.2重复以上动作,编好组的方形砖排成90度交叉,从两个方向一层层从下落方形砖排通道口3.3落下到码垛打包机4的升降平台4.4上。
24.3)码垛打包机4在编组机3下方,从下落方形砖排通道口3.3来的方形砖排,落到升降平台4.4上,升降平台4.4沿设置在机架立柱上的导轨下降一层,托板3.31关闭,编组通道3.2从另一个方向送来的方形砖排再次运动到下落方形砖排通道口3.3,托板3.31打开,方形砖排落到第一层方形砖排的上方,升降平台4.4下降,下落方形砖排通道口3.3关闭;两个编组通道3.2从90度方向重复动作,升降平台4.4带动方形砖排层层下落,升降平台4.4下降到最低点时,打包垛完成,升降平台4.4上平面低于滚道组件4.2上平面,码好的打包垛沿滚道组件4.2移动到打包机头4.5,完成打包。
25.其它未详细说明的部分均为现有技术。尽管上述实施例对本发明做出了详尽的描
述,但它仅仅是本发明一部分实施例,而不是全部实施例,人们还可以根据本实施例在不经创造性前提下获得其他实施例,这些实施例都属于本发明保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。