1.本发明属于粉体技术领域,尤其涉及一种高含水粉体称重装置。
背景技术:
2.粉体是由许许多多小颗粒物质组成的集合体。其共同的特征是:具有许多不连续的面,比表面积大,由许多小颗粒物质组成。
3.高含水粉体在加工的过程中,常需要实用到称重装置,工人将高含水粉体放置在称重仪上并记录显示的重量数据,随后将称重仪上的高含水粉体收集起来并按照重量分别分装在多个分装瓶内。
4.但是现有的高含水粉体称重装置仅具备称重功能,不能够自动进行物料分装,人工手动分装耗费了大量时间,降低了加工效率。
技术实现要素:
5.本发明实施例的目的在于提供一种高含水粉体称重装置,旨在解决现有的高含水粉体称重装置不能够自动进行物料分装的问题。
6.本发明实施例是这样实现的,一种高含水粉体称重装置,所述装置包括:
7.组装台;
8.上料筒,固定于组装台上;
9.分量轮,转动安装于上料筒内,由间歇组件驱动间隙性旋转,用于控制上料筒间歇性上料,且分量轮上设置有多个与分装瓶等体积的承载腔;
10.放置轮,转动安装于组装台上,并由驱动源驱动旋转,所述放置轮上设置有多个用于放置分装瓶的放置槽,且分装瓶与放置槽的底部弹性连接,每个所述放置槽的底部均设置有称重仪;
11.位置感应器,每个所述放置槽内均设置有位置感应器,且其与警报器通讯;
12.封盖组件,所述组装台对应上料筒下方的位置上设置有封盖组件,且封盖组件由升降组件驱动进行往复升降运动;以及
13.推环,所述分装瓶上设置有推环,且推环与用于制动升降组件的制动组件干涉;
14.当满载的承载腔与上料筒的出料口对准,上料筒下方的分装瓶被装满并下降,推动了制动组件以解除其对升降组件的制动,升降组件则驱动封盖组件下降并对上料筒下方的分装瓶封盖,分装瓶封盖后下降至放置槽的底部,并通过称重仪称重,同时触发驱动源驱动放置轮旋转。
15.优选地,所述称重仪与连接于驱动源的编码器通讯。
16.优选地,每个所述推环的表面均设置有防护件。
17.优选地,所述间歇组件包括:
18.主动轮,转动安装于组装台上,并由动力源驱动旋转;以及
19.从动轮,与分量轮同轴固定连接,所述从动轮上设置有多个呈圆周布设的固定柱,
且固定柱的数量与承载腔的数量相同,所述固定柱与固定于主动轮的推杆干涉。
20.优选地,所述封盖组件包括:
21.组装环,其上设置有与上料筒的出料口滑动配合的孔槽;以及
22.开合板,数量为两个,且均铰接于组装环上,两个所述开合板之间具有相互吸引的磁性,当孔槽与上料筒接触后,开合板与上料筒抵触并发生旋转;
23.盖板,每个所述开合板上均设置有一个盖板,且盖板与开合板之间具有相互吸引的磁性,所述盖板与分装瓶的瓶口之间具有相互吸引的磁性,且盖板与分装瓶的瓶口之间的磁吸力大于盖板与开合板之间的磁吸力。
24.优选地,所述升降组件包括:
25.半齿轮,转动安装于组装台上,并由外部输出源驱动旋转;
26.齿圈,其两侧均设置有与半齿轮啮合的锯齿凸块,且齿圈与组装环连接;以及
27.锁定柱,固定于半齿轮上,并与制动组件干涉。
28.优选地,所述制动组件包括:
29.第一转板,其一端铰接于组装台上,另一端为活动端并与推环干涉,且第一转板的活动端与组装台弹性连接;以及
30.第二转板,其一端铰接于组装台上,另一端为活动端并与锁定柱干涉,且第二转板的活动端通过连杆与第一转板连接。
31.本发明实施例提供的一种高含水粉体称重装置,通过间歇组件驱动分量轮间隙性旋转实现箱分装瓶间歇性上料,满载的承载腔向分装瓶上料后,分装瓶即被装满并下降,则推环推动制动组件以解除制动组件对升降组件的制动,升降组件驱动封盖组件进行一次往复升降移动,以使装满的分装瓶封盖,分装瓶满载后会触发放置轮旋转直至另一个分装瓶转至上料筒下方,如此往复,可使一批物料分装进入几个装满的分装瓶内和一个未装满的分装瓶内,位置感应器测算未满分装瓶距离称重仪的距离,并根据第二弹性件的弹性系数即可测算出此分装瓶的重量,将此重量与经称重仪测出的其他满载分装瓶的重量相加即可算出这批物料的重量,同时完成了物料的分装,有效避免了现有的高含水粉体称重装置不能够自动进行物料分装的问题。
附图说明
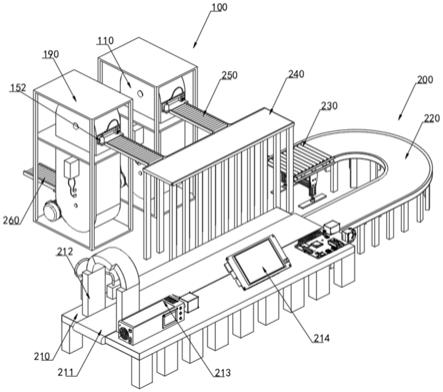
32.图1为本发明实施例提供的一种高含水粉体称重装置的结构图;
33.图2为本发明实施例提供的一种高含水粉体称重装置中间歇组件的结构图;
34.图3为本发明实施例提供的一种高含水粉体称重装置中封盖组件的结构图;
35.图4为本发明实施例提供的一种高含水粉体称重装置中升降组件的结构图;
36.图5为图1中a处局部放大图,
37.附图中:1
‑
上料筒;2
‑
分量轮;3
‑
间歇组件;301
‑
主动轮;302
‑
动力源;303
‑
推杆;304
‑
从动轮;305
‑
固定柱;4
‑
放置轮;5
‑
放置槽;6
‑
分装瓶;7
‑
封盖组件;701
‑
组装环;702
‑
孔槽;703
‑
开合板;704
‑
盖板;705
‑
密封件;8
‑
升降组件;801
‑
半齿轮;802
‑
齿圈;803
‑
锁定柱;9
‑
制动组件;901
‑
第一转板;902
‑
第一弹性件;903
‑
第二转板;904
‑
连杆;10
‑
推环;11
‑
防护件;12
‑
驱动源;13
‑
称重仪;14
‑
警报器;15
‑
第二弹性件;16
‑
组装台;17
‑
位置感应器。
具体实施方式
38.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
39.以下结合具体实施例对本发明的具体实现进行详细描述。
40.如图1~5所示,为本发明一个实施例提供的一种高含水粉体称重装置的结构图,包括:
41.组装台16;
42.上料筒1,固定于组装台16上,所述上料筒1的入料口为斗状,方便放入物料;
43.分量轮2,转动安装于上料筒1内,由间歇组件3驱动间隙性旋转,用于控制上料筒1间歇性上料,且分量轮2上设置有多个与分装瓶6等体积的承载腔,所述分量轮2设置于上料筒1的入料口和出料口之间;
44.放置轮4,转动安装于组装台16上,并由驱动源12驱动旋转,所述放置轮4上设置有多个用于放置分装瓶6的放置槽5,所述分装瓶6与放置槽5的侧壁之间滑动配合,且分装瓶6与放置槽5的底部弹性连接,每个所述放置槽5的底部均设置有称重仪13;
45.位置感应器17,每个所述放置槽5内均设置有位置感应器17,且其与警报器14通讯;
46.封盖组件7,所述组装台16对应上料筒1下方的位置上设置有封盖组件7,且封盖组件7由升降组件8驱动进行往复升降运动;以及
47.推环10,所述分装瓶6上设置有推环10,且推环10与用于制动升降组件8的制动组件9干涉;
48.当满载的承载腔与上料筒1的出料口对准,上料筒1下方的分装瓶6被装满并下降,推动了制动组件9以解除其对升降组件8的制动,升降组件8则驱动封盖组件7下降并对上料筒1下方的分装瓶6封盖,分装瓶6封盖后下降至放置槽5的底部,并通过称重仪13称重,同时触发驱动源12驱动放置轮4旋转。
49.在本实施例的一种情况中,所述驱动源12可以是电机组件,也可以是由电机带动的齿轮组件或者皮带轮组件,只要能够使得放置轮4发生转动即可。
50.其中,所述分装瓶6与放置槽5的底部通过第二弹性件15弹性连接,所述第二弹性件15可以是如图1所示的弹簧,除此之外,第二弹性件15还可以选用其他具有弹性的部件替换,如硅胶柱,弹片等,在本实施例中不做具体的限定。
51.本实施例在实际应用时,初始状态下,分装瓶6内无物料,并位于其运动路径的最高处,此时分装瓶6不在位置感应器17的感应范围内,分装瓶6内加入物料后即会下降,则进入位置感应器17的感应范围内;分量轮2内与上料筒1的入料口对准连通的承载腔内落入物料直至此承载腔装满,随后间歇组件3驱动分量轮2间隙性旋转,装有物料的承载腔转至和出料口对准连通后,其内的物料通过出料口下落至分装瓶6内并装满此分装瓶6,重力作用下,分装瓶6下降,则其上的推环10传动制动组件9,使其解除对升降组件8的制动,则升降组件8驱动封盖组件7进行一次往复升降移动,以使分装瓶6封盖,封盖后的分装瓶6内在重力作用下落至放置槽5的底部,并通过称重仪13称重,同时,会触发驱动源12驱动放置轮4旋转,直至另一个分装瓶6转至上料筒1的出料口下方,此时开始装载此分装瓶6,也就是说,一
批物料会分装至几个分装瓶6内,且每个分装瓶6均为满载,最后小部分物料则在一个未装满的分装瓶6,若上料筒1向分装瓶6上料一次后,分装瓶6没有落至底部,且在第二次上料前的时间内,位置感应器17监测到分装瓶6没有再次移动,位置感应器17即向外部控制器发送信号,外部控制器调控警报器14发出警报,以提醒工人,工人即暂停分量轮2,并手动拨动制动组件9以解除其对升降组件8的制动,使得升降组件8驱动封盖组件7对为装满的分装瓶6封盖,同时,位置感应器17可测算出此分装瓶6距离称重仪13的距离,根据第二弹性件15的弹性系数即可测算出此分装瓶6的重量,那么这批物料的重量可通过将称重仪13显示的前几个满载的分装瓶6重量与位置感应器17测算出的未装满的分装瓶6的重量相加得到,同时完成了物料的分装。
52.有必要说明的是,分装瓶6满载后落至称重仪13上,称重仪13实现设定的初始值减去了第二弹性件15的最大弹力以及分装瓶6的重量,能够避免第二弹性件15的弹力以及分装瓶6的重量对称重满载分装瓶6中的物料的影响。
53.如图1所示,作为本发明的另一种优选实施例,所述称重仪13与连接于驱动源12的编码器通讯。
54.本实施例在实际应用时,当分装瓶6装满后即会落至放置槽5的底部,并落至称重仪13上,称重仪13即可显示分装瓶6的重量,同时称重仪13会向外部控制器发送信号,编码器和外部控制器配合即可控制驱动源12的输出端的旋转圈数和旋转时间,也就是说,称重仪13感应到分装瓶6后,驱动源12即会被触发旋转,且当另一个分装瓶6转至上料筒1的下方后停止旋转,实现了分装瓶6的自动更换;且根据称重仪13显示的重量可确认多个满载的分装瓶6内物料的重量。
55.如图1和5所示,作为本发明的另一种优选实施例,每个所述推环10的表面均设置有防护件11。
56.在本实施例的一种情况中,所述防护件11可以选用海绵,还可以选用橡胶垫等部件代替,只要能够保护推环10降低其所受的磨损即可,本实施例在此不进行具体的限定。
57.如图1~2所示,作为本发明的另一种优选实施例,所述间歇组件3包括:
58.主动轮301,转动安装于组装台16上,并由动力源302驱动旋转;以及
59.从动轮304,与分量轮2同轴固定连接,所述从动轮304上设置有多个呈圆周布设的固定柱305,且固定柱305的数量与承载腔的数量相同,所述固定柱305与固定于主动轮301的推杆303干涉。
60.在本实施例的一种情况中,所述动力源302可以是电机组件,也可以是由电机带动的齿轮组件或者皮带轮组件,只要能够使得主动轮301发生转动即可。
61.除上述结构外,所述间歇组件3还可以选用编码器与输出电机连接,编码器可控制输出电机的输出端的旋转时间和旋转圈数,进而实现分量轮2的间歇性旋转,本实施例在此不进行具体的限定。
62.本实施例在实际应用时,动力源302驱动主动轮301旋转带动了推杆303旋转,当推杆303转至与一个固定柱305接触后,推杆303旋转会通过推动此固定柱305带动从动轮304旋转,直至推杆303转离此固定柱305,此时,此固定柱305的初始位置转来了另一个固定柱305,推杆303旋转一周后会与新的固定柱305接触,如此往复,实现了从动轮304的间歇性旋转,进而实现分量轮2的间歇性旋转,使得装置可以间歇性上料。
63.如图1和3所示,作为本发明的另一种优选实施例,所述封盖组件7包括:
64.组装环701,其上设置有与上料筒1的出料口滑动配合的孔槽702;以及
65.开合板703,数量为两个,且均铰接于组装环701上,两个所述开合板703之间具有相互吸引的磁性,当孔槽702与上料筒1接触后,开合板703与上料筒1抵触并发生旋转;
66.盖板704,每个所述开合板703上均设置有一个盖板704,且盖板704与开合板703之间具有相互吸引的磁性,所述盖板704与分装瓶6的瓶口之间具有相互吸引的磁性,且盖板704与分装瓶6的瓶口之间的磁吸力大于盖板704与开合板703之间的磁吸力。
67.在本实施例的一种情况中,磁吸力作用下,两个开合板703之间相互紧贴,则两个盖板704紧贴,且每个开合板703靠近组装环701的端部均与其铰接;其中,两个盖板704的相对面上分别设置有密封件705,所述密封件705可以选用橡胶条,还可以选用海绵等部件替代,在此不做限定。
68.除上述结构外,所述封盖组件7还可以选用弹性伸缩板,当组装环701上升并与上料筒1接触后,弹性伸缩板即收缩进入组装环701内,在此不做限定;所述的弹性伸缩板为多级管件嵌套而成的结构。
69.本实施例在实际应用时,组装环701位于上料筒1的下方时,磁吸力作用使得多个开合板703之间相互紧贴,则两个盖板704紧贴,密封件705使得两个盖板704之间无缝隙,当组装环701上升使得上料筒1的出料口穿过孔槽702时,上料筒1与多个开合板703发生抵触,则多个开合板703翻转并贴合组装环701的侧壁,避免影响上料筒1出料口的出料;当组装环701下降至靠近分装瓶6的瓶口时,分装瓶6的瓶口与盖板704之间更大的磁吸力使得盖板704下降脱离开合板703并落至分装瓶6的瓶口上,磁吸力作用使得盖板704与分装瓶6的瓶口紧贴以实现封盖。
70.如图1和4所示,作为本发明的另一种优选实施例,所述升降组件8包括:
71.半齿轮801,转动安装于组装台16上,并由外部输出源驱动旋转;
72.齿圈802,其两侧均设置有与半齿轮801啮合的锯齿凸块,且齿圈802与组装环701连接;以及
73.锁定柱803,固定于半齿轮801上,并与制动组件9干涉。
74.在本实施例的一种情况中,所述外部输出源可以是电机组件,也可以是由电机带动的齿轮组件或者皮带轮组件,只要能够使得半齿轮801发生转动即可。
75.除上述结构外,所述升降组件8还可以选用液压缸直接驱动封盖组件7,在此不做限定。
76.本实施例在实际应用时,外部输出源驱动半齿轮801旋转,当半齿轮801转至与齿圈802一侧的锯齿凸块啮合时,半齿轮801旋转带动齿圈802做直线运动,直至半齿轮801转离齿圈802的此侧,随后半齿轮801转至与齿圈802另一侧的锯齿凸块啮合,则半齿轮801带动齿圈802反向做直线运动,如此往复,实现齿圈802的往复直线运动,进而实现封盖组件7的往复直线运动;当制动组件9与锁定柱803接触时,锁定柱803无法移动,则半齿轮801无法旋转,实现对升降组件8的制动。
77.如图1和5所示,作为本发明的另一种优选实施例,所述制动组件9包括:
78.第一转板901,其一端铰接于组装台16上,另一端为活动端并与推环10干涉,且第一转板901的活动端与组装台16弹性连接;以及
79.第二转板903,其一端铰接于组装台16上,另一端为活动端并与锁定柱803干涉,且第二转板903的活动端通过连杆904与第一转板901连接。
80.在本实施例的一种情况中,所述第一转板901的活动端通过第一弹性件902与组装台16连接,所述第一弹性件902可以选用如图5所示的弹簧,除此之外,第一弹性件902还可以选用其他具有弹性的部件替换,如硅胶柱,弹片等,在本实施例中不做具体的限定。
81.除上述结构外,所述制动组件9还可以选用通过液压缸驱动挡板以调整其与升降组件8干涉或是分离,分装瓶6下降即会触发一次液压缸,在此不做限定。
82.本实施例在实际应用时,当一个满载的承载腔与上料筒1的出料口对准后,此承载腔内的物料落入上料筒1下方的分装瓶6内,则此分装瓶6被装满并下降,则推环10会与第一转板901接触并带动第一转板901旋转,第一转板901通过连杆904带动第二转板903旋转,使得第二转板903的活动端转离锁定柱803,以解除对半齿轮801的制动,升降组件8即可驱动封盖组件7往复运动一次以实现分装瓶6的封盖,随后推环10会与第一转板901的活动端分离并位于第一转板901的下方,则弹性作用下第一转板901的活动端向初始位置移动,则第二转板903的活动端向初始位置移动,并阻挡旋转一周后转至此处的锁定柱803,则半齿轮801再次被制动,此时齿圈802进行了一次往复直线运动,如此可实现对分装瓶6的封盖。
83.本发明上述实施例中提供了一种高含水粉体称重装置,通过间歇组件3驱动分量轮2间隙性旋转实现箱分装瓶6间歇性上料,满载的承载腔向分装瓶6上料后,分装瓶6即被装满并下降,则推环10推动制动组件9以解除制动组件9对升降组件8的制动,升降组件8驱动封盖组件7进行一次往复升降移动,以使装满的分装瓶6封盖,分装瓶6满载后会触发放置轮4旋转直至另一个分装瓶6转至上料筒1下方,如此往复,可使一批物料分装进入几个装满的分装瓶6内和一个未装满的分装瓶6内,位置感应器17测算未满分装瓶6距离称重仪13的距离,并根据第二弹性件15的弹性系数即可测算出此分装瓶6的重量,将此重量与经称重仪13测出的其他满载分装瓶6的重量相加即可算出这批物料的重量,同时完成了物料的分装,有效避免了现有的高含水粉体称重装置不能够自动进行物料分装的问题。
84.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。