1.本实用新型属于刀具检测技术领域,具体涉及一种端铣刀破损检测装置。
背景技术:
2.精密加工行业加工产品使用最多是刀具,例如端铣刀,刀具断刀、崩刃后会对产品造成尺寸不良,故机台内有检测刀具是否断刀、崩刃的装置(对刀仪)。
3.对刀仪的核心部件是由一个高精度的开关(测头),一个高硬度、高耐磨的硬质合金四面体(对刀探针)和一个信号传输接口器组成(其他件略)。四面体探针是用于与刀具进行接触(也有部分对刀仪的对刀探针为圆台),并通过安装在其下的挠性支撑杆,把力传至高精度开关;开关所发出的通、断信号,通过信号传输接口器,传输到数控系统中进行刀具方向识别、运算、补偿、存取等。
4.现有对刀仪只能检测刀具断刀、崩刃状态,无法检测刀具磨损状态,刀具磨损会造成产品结构性不良,如:r角留料、尺寸ng、清角不到位,这些问题只能依靠品管巡检与全检线拦截,但无法做到100%拦截,不良物料流入客户端导致客户投诉。
技术实现要素:
5.本实用新型的目的是提供一种端铣刀破损检测装置,用于在现有对刀仪的基础上提供磨损检测功能。
6.本实用新型解决其技术问题的技术方案为:一种端铣刀破损检测装置,包括对刀仪,所述对刀仪的对刀探针上表面沿竖直向下的方向开设有倒圆锥型凹槽,所述倒圆锥型凹槽的轴线位于竖直方向,所述倒圆锥型凹槽的上端开口直径大于被测刀具的截面直径。
7.所述倒圆锥型凹槽的母线与轴线之间的夹角为45度。
8.所述倒圆锥型凹槽为倒圆台型凹槽,所述倒圆台型凹槽的轴线位于竖直方向,所述倒圆台型凹槽的上端开口直径大于被测刀具的截面直径,所述倒圆台型凹槽的下端开口直径小于被测刀具的截面直径。
9.所述倒圆台型凹槽的母线与轴之间的夹角为45度。
10.本实用新型的有益效果为:通过在原有对刀仪的基础上,对对刀探针上表面沿竖直向下的方向开设倒圆锥型凹槽,将刀具与对刀探针平面接触后下沉改为与对刀探针内的倒圆锥型凹槽的侧壁接触后下沉,将由于磨损造成的“缺角”体现在对刀探针垂直方向的下沉量上,以此来估算刀具的磨损量,在保留了原有对刀和检测功能如断刀、崩刃状态的同时新增了检测磨损程度的功能,且改装简单,无需复杂工艺,改进后的磨损程度仍可用原有对刀仪的挠性支撑杆、高精度的开关进行测量。
附图说明
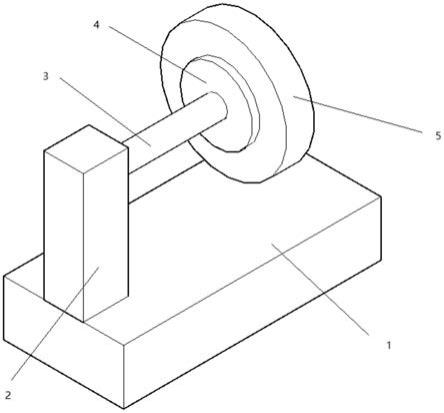
11.图1是本实用新型新刀检测时的结构示意图。
12.图2是本实用新型磨损后的刀具检测时的结构示意图。
具体实施方式
13.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
14.如图1所示,本实用新型包括对刀仪,所述对刀仪的对刀探针2上表面沿竖直向下的方向开设有倒圆锥型凹槽,所述倒圆锥型凹槽的轴线位于竖直方向,所述倒圆锥型凹槽的上端开口直径大于被测刀具101的截面直径。
15.所述倒圆锥型凹槽的母线与轴线之间的夹角为45度。
16.所述倒圆锥型凹槽为倒圆台型凹槽3,所述倒圆台型凹槽3的轴线位于竖直方向,所述倒圆台型凹槽3的上端开口直径大于被测刀具101的截面直径,所述倒圆台型凹槽3的下端开口直径小于被测刀具101的截面直径,没有做成倒圆锥型而做成倒圆台型凹槽3的原因是倒圆锥型不好加工,因为要在原有对刀仪的对刀探针2上“掏”出圆锥,其尖端很难加工,因此在下端开一个小孔,方便“掏”出倒圆台型凹槽3。
17.所述倒圆台型凹槽3的母线与轴之间的夹角为45度。
18.本实用新型的工作原理基于对刀仪的工作原理,原有的工作过程为:首先将刀具101安装并固定在机床臂4上,使刀具101下降固定的距离,刀具101在与对刀探针2接触后,对刀探针2下沉,挠性支撑杆把力传至高精度开关,对刀探针2下降的距离的多少决定了挠性支撑杆的力的大小,以此来判断所固定的刀具101高度是否符合要求;而在本实施例中,对新刀进行检测时,同样的,需要首先将刀具101安装并固定在机床臂4上,使刀具101下降固定的距离(距离做适应性调整,保证能与对刀探针2内的凹槽侧壁接触),刀具101在与对刀探针2内的倒圆台型凹槽3侧壁接触后,对刀探针2下降,例如:刀具101在距倒圆台型凹槽3顶部1.25mm,距底部2.75mm处触碰对刀探针2,之后对刀探针2下沉1mm;
19.磨损刀具102检测时,考虑到端铣刀磨损一般在刀具101顶端的外侧,因此磨损后的端铣刀的侧视图可以近似看作缺了两角的矩形,由于“缺角”的原因,在使磨损刀具102下降固定的距离时,下降至与原有新刀的距离时并不能与倒圆台型凹槽3侧壁接触,之后继续进行下降,假设磨损刀具102磨损了0.1mm(此处所述的判磨损量0.1mm仅代表理想状态下磨损刀具102需要多向下移动0.1mm才与倒圆台型凹槽3侧壁接触,并不代表实际磨损量),则磨损刀具102在距顶端1.35mm,距底部2.65mm处碰触倒圆台型凹槽3侧壁,之后对刀探针2仅下沉0.9mm,与新刀下沉1mm相差0.1mm,机台产生报警,说明磨损刀具102磨损0.1mm(该磨损量与上述磨损量意义相同,不代表实际磨损量)。
20.本实用新型通过在原有对刀仪的基础上,对对刀探针上表面沿竖直向下的方向开设倒圆锥型凹槽,将刀具与对刀探针平面接触后下沉改为与对刀探针内的倒圆锥型凹槽的侧壁接触后下沉,将由于磨损造成的“缺角”体现在对刀探针垂直方向的下沉量上,以此来估算刀具的磨损量,在保留了原有对刀和检测功能如断刀、崩刃状态的同时新增了检测磨损程度的功能,且改装简单,无需复杂工艺,改进后的磨损程度仍可用原有对刀仪的挠性支撑杆、高精度的开关进行测量。
技术特征:
1.一种端铣刀破损检测装置,包括对刀仪,其特征在于:所述的对刀仪的对刀探针上表面沿着竖直向下的方向开设有倒圆锥型凹槽,所述的倒圆锥型凹槽的轴线位于竖直方向,所述的倒圆锥型凹槽的上端开口直径大于被测刀具的截面直径。2.根据权利要求1所述的一种端铣刀破损检测装置,其特征在于:所述倒圆锥型凹槽的母线与轴线之间的夹角为45度。3.根据权利要求1所述的一种端铣刀破损检测装置,其特征在于:所述倒圆锥型凹槽为倒圆台型凹槽,所述倒圆台型凹槽的轴线位于竖直方向,所述倒圆台型凹槽的上端开口直径大于被测刀具的截面直径,所述倒圆台型凹槽的下端开口直径小于被测刀具的截面直径。4.根据权利要求3所述的一种端铣刀破损检测装置,其特征在于:所述倒圆台型凹槽的母线与轴之间的夹角为45度。
技术总结
本实用新型本实用新型的目的是提供一种端铣刀破损检测装置,用于在现有对刀仪的基础上提供磨损检测功能,通过在原有对刀仪的基础上,对对刀探针上表面沿竖直向下的方向开设倒圆锥型凹槽,将刀具与对刀探针平面接触后下沉改为与对刀探针内的倒圆锥型凹槽的侧壁接触后下沉,将由于磨损造成的“缺角”体现在对刀探针垂直方向的下沉量上,以此来估算刀具的磨损量,在保留了原有对刀和检测功能如断刀、崩刃状态的同时新增了检测磨损程度的功能,且改装简单,无需复杂工艺,改进后的磨损程度仍可用原有对刀仪的挠性支撑杆、高精度的开关进行测量。量。量。
技术研发人员:王兴德 焦小康 窦子昊
受保护的技术使用者:商丘金振源电子科技有限公司
技术研发日:2021.03.24
技术公布日:2021/11/9
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。