1.本实用新型涉及焊接质量检测技术领域,尤其涉及一种点焊电流检测装置。
背景技术:
2.目前大多电器的钣金零件的主要连接方式之一为点焊,点焊原理是将焊件压紧在两电极之间,施加电极压力后,电阻焊变压器向焊接区通过强大的焊接电流,在焊件接触面上形成真实的物理接触点,并随着通电加热的进行而不断扩大。塑变能与热能使接触点的原子不断被激活,接触面消失,继续加热形成熔化熔核。获得牢固的金属键合后,接合面消失,得到柱状晶生长较充分的焊点。
3.随着点焊的进行,电极在点焊的过程中电极头会磨损,表面形成氧化层,氧化层会影响焊接电流的通过,致使电极实际的通过电流偏小,影响焊接质量,使焊点生长不充分,导致焊件之间连接不充分,存在脱焊的现象,因此需对点焊后的焊点进行电流检测以确保产品质量,而电流检测需要停留一定时间,但由于现有的点焊电流检测设备上只设置单个夹具,只能检测完成后停机进行焊件更换以再进行下一次检测,检测效率低。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种点焊电流检测装置以无需停机即可进行人工取放件,减少工作时间,提高工作效率。
5.为解决上述技术问题,本实用新型的目的是通过以下技术方案实现的:提供一种点焊电流检测装置,包括操作台,所述操作台上设有点焊机、转盘治具及电流检测机构,所述操作台对应于所述点焊机的焊头的下方设有点焊电极,所述电流检测机构通过导线分别与所述焊头及点焊电极电性连接,以对所述焊头于焊件上点焊后形成的焊点进行电流检测,所述转盘治具位于所述点焊机的一侧,其包括转盘及驱动机构,所述转盘位于所述点焊电极与所述焊头之间,且以可旋转而上下限位的方式安装于操作台上并通过所述驱动机构控制其转动,所述转盘上均匀分布有多个用于固定承载焊件的模具。
6.其进一步技术方案为:所述点焊电流检测装置还包括控制模块,所述控制模块设置于所述操作台上,且分别与所述驱动机构、点焊机及电流检测机构电性连接,以控制其工作。
7.其进一步技术方案为:所述控制模块包括控制器、显示模块及语音播放模块,所述显示模块与控制器电性连接以显示检测到的电流信息,所述语音播放模块与控制器电性连接以进行语音播报。
8.其进一步技术方案为:所述控制模块还包括指示灯,所述指示灯根据所述控制器的控制而工作以指示驱动机构的工作状态。
9.其进一步技术方案为:所述操作台上还设置有按键开关,所述按键开关与所述控制模块电性连接。
10.其进一步技术方案为:所述模具的数目为四个。
11.其进一步技术方案为:所述操作台上设置有点焊位,所述点焊位及转盘治具分别位于所述焊头的下方的两侧。
12.其进一步技术方案为:所述转盘上对应于每一所述模具形成有朝向转盘中心的槽位,所述模具沿所述槽位移动以调整模具的位置。
13.其进一步技术方案为:所述模具的外侧向上延伸形成有用于夹设所述焊件的卡位。
14.本实用新型的有益技术效果在于:本实用新型一种点焊电流检测装置通过于转盘治具设置多个模具以将放置好焊件的模具依序旋转输送至点焊机下方,实现在点焊电流检测过程中可对其余模具的焊件进行更换,无需停机,减少工作时间,提高工作效率,且避免多次频繁开启关闭点焊机导致的对点焊机的损坏。
附图说明
15.为了更清楚地说明本实用新型实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
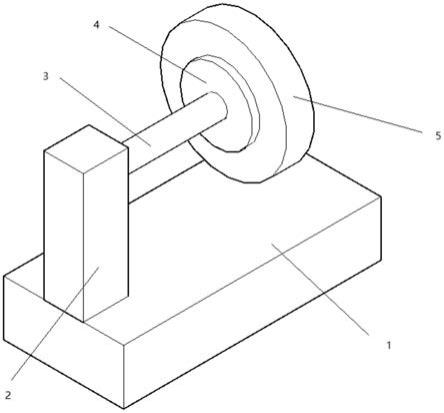
16.图1为本实用新型实施例提供的一种点焊电流检测装置的结构示意图;
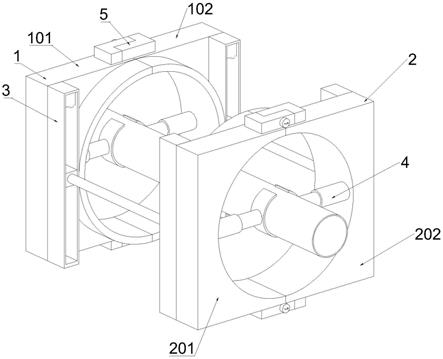
17.图2为本实用新型实施例提供的一种点焊电流检测装置的主视图;
18.图3为本实用新型实施例提供的一种点焊电流检测装置的左视图。
19.图中标识说明:10、点焊电流检测装置;11、操作台;12、点焊机;121、焊头;13、转盘治具;131、转盘;1311、槽位;132、驱动机构;133、模具;1331、卡位;14、点焊电极;15、控制模块;151、显示模块;152、指示灯;16、按键开关;17、点焊位;20、焊件。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1至图3所示,图1为本实用新型实施例提供的一种点焊电流检测装置的结构示意图,所述点焊电流检测装置10包括操作台11,所述操作台11上设有点焊机12、转盘治具13及电流检测机构,所述操作台11对应于所述点焊机12的焊头121的下方设有点焊电极14,所述电流检测机构通过导线分别与所述焊头121及点焊电极14电性连接,以对所述焊头121于焊件20上点焊后形成的焊点进行电流检测,所述转盘治具13位于所述点焊机12的一侧,所述转盘治具13包括转盘131及驱动机构132,所述转盘131位于所述点焊电极14与所述焊头121之间,且以可旋转而上下限位的方式安装于操作台11上并通过所述驱动机构132控制所述转盘131转动,所述转盘131上均匀分布有四个用于固定承载焊件20的模具133。
22.当然,在一些实施例中,所述转盘131上可均匀分布有三个或多个所述模具133,其中,工作时,工作人员先将与转盘131上模具133的数目相同的焊件20放置于模具133上,所述驱动机构132可为驱动电机,所述转盘131可通过齿轮等传动组件与所述驱动机构132传
动连接,以通过所述驱动机构132控制所述转盘131转动,而转盘131上的模具133随转盘131转动,依序转动至点焊机12的焊头121的下方,且位于所述点焊电极14的上方,控制焊头121靠近焊件20,以使焊件20的两表面分别与焊头121及点焊电极14抵接,以供所述焊头121在对应的模具133的焊件20上进行点焊操作而于该焊件20上形成焊点,完成点焊操作后,焊头121及点焊电极14配合获取该焊点的电流信息并通过导线传输至电流检测机构,实现对该焊点的电流检测,检测完毕后,驱动机构132控制转盘131转动以使另一模具133转送至点焊机12的焊头121的下方以对另一焊件20进行点焊及电流检测操作,工作人员此时可将已检测完毕的点焊后的焊件20进行取件并放置待点焊的焊件20于对应的模具133上。所述转盘131与驱动机构132可采用现有技术的转盘及驱动机构,例如中国专利公开号为cn208825815u的一种防呆简易型电阻焊接装置中公开的转盘本体及驱动机构,此不赘述。所述点焊电流检测装置10通过于转盘治具13设置多个模具133以将放置好焊件20的模具133依序旋转输送至点焊机12下方,实现在点焊电流检测过程中可对其余模具133的焊件20进行更换,无需停机,减少工作时间,提高工作效率,且避免多次频繁开启关闭点焊机12导致的对点焊机12的损坏。
23.具体地,在本实施例中,所述点焊电流检测装置10还包括控制模块15,所述控制模块15设置于所述操作台11上,且分别与所述驱动机构132、点焊机12及电流检测机构电性连接,以控制其工作。优选地,所述控制模块15包括控制器、显示模块151及语音播放模块,所述显示模块151与控制器电性连接以显示检测到的电流信息,所述语音播放模块与控制器电性连接以进行语音播报。
24.其中,所述控制模块15位于所述操作台11的侧边,控制器分别与所述驱动机构132、点焊机12及电流检测机构电性连接,以控制驱动机构132、点焊机12及电流检测机构工作,并根据接收到的电流检测机构反馈的电流信息进行分析处理,获取对应的电流数值,控制显示模块151显示对应的电流数值,以供工作人员查看,同时,控制器可结合预设的电流阈值判断电流数值是否异常,若异常,则判断该点焊后的焊件20为次品,控制器控制语音播报模块播报该焊点的电流数值及警报声;若电流数值正常,则判断该点焊后的焊件20为合格品,控制器控制语音播报模块不工作。
25.具体地,在本实施例中,所述控制模块15还包括指示灯152,所述指示灯152根据所述控制器151的控制而工作以指示驱动机构132的工作状态,当驱动机构132控制转盘131转动时,控制器控制指示灯152亮红光或不亮以表示驱动机构132正在工作,提示工作人员不应取放焊件20,当驱动机构132停止控制转盘131转动时,控制器根据接收到的相应的反馈信号控制指示灯152亮绿灯以表示驱动机构132停止工作,提示工作人员可取放焊件20。
26.具体地,在本实施例中,所述操作台11上还设置有按键开关16,所述按键开关16与所述控制模块15电性连接,可用于启动或停止控制驱动机构132工作,以使工作人员可根据实际取放焊件20的速度进行取放,且便于转盘131上的模具133转动角度及位置的调整;或者,用于控制开启或关闭点焊电流检测装置10的工作。
27.具体地,在本实施例中,所述操作台11上设置有点焊位17,所述点焊位17及转盘治具13分别位于所述焊头121的下方的两侧。所述点焊位17用于标定点焊操作的区域,所述点焊电流检测装置10使用时,通过驱动机构132驱动转盘131转动,将模具133转动至与点焊位17的相对处,实现焊件20的精确定位,确保点焊时不会发生偏移。所述点焊位17可采用现有
技术的点焊位,例如中国专利公开号为cn208825815u的一种防呆简易型电阻焊接装置中公开的点焊位,此不赘述。优选地,所述模具133的外侧向上延伸形成有用于夹设所述焊件20的卡位1331,以限位所述焊件20,防止点焊操作时焊件20发生移位。
28.具体地,所述转盘131上对应于每一所述模具133形成有朝向转盘131的中心的槽位1311,所述模具133沿所述槽位1311移动以调整模具133的位置,以适应不同尺寸的焊件20,可调整焊件20的焊点位置。
29.综上所述,本实用新型一种点焊电流检测装置通过于转盘治具设置多个模具以将放置好焊件的模具依序旋转输送至点焊机下方,实现在点焊电流检测过程中可对其余模具的焊件进行更换,无需停机,减少工作时间,提高工作效率,且避免多次频繁开启关闭点焊机导致的对点焊机的损坏。
30.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。