1.本发明涉及金刚石颗粒研磨工装的制备方法领域,尤其是一种规律细小金刚石颗粒研磨工装的制备方法。
背景技术:
2.金刚石颗粒研磨工装的制备目前的技术一般是将金刚石颗粒与金属钎料粉末混合后加压高温烧结,缺少均匀裸露金刚石颗粒顶部且有规则排布金刚石颗粒的制作工艺,现有技术存在的缺点如下:一方面金刚石颗粒分布不均匀,对研磨效果产生不利的影响;另一方面金属钎料部分参与研磨,也会影响研磨的最终效果,一般表现为金属钎料薄片高温熔化时容易产生边角卷曲的现象,导致钎料层不平整,或者均匀分布金刚石颗粒后,高温时钎料薄片熔化,产生金刚石颗粒位移或团聚的现象,从而严重影响了研磨效果。
技术实现要素:
3.发明目的:为了解决现有技术所存在的问题,本发明提供了一种规律细小金刚石颗粒研磨工装的制备方法,提高金刚石颗粒分布均匀度以及研磨质量。
4.技术方案:为达到上述目的,本发明可采用如下技术方案:一种规律细小金刚石颗粒研磨工装的制备方法,包括以下步骤:
5.(1)首先将金属钎料薄片激光点焊到圆形钢锭上,进入高温真空炉进行第一次烧焊,使金属钎料平整附着在圆形钢锭表面;
6.(2)采用双面胶和特定的置砂装置,将金刚石极细小的颗粒均匀规律的分布在带有金属钎料的圆形钢锭表面;
7.(3)在圆形钢锭的金刚石层上压置特制圆形压块,进行金刚石位置的固定;进行第二次高温真空烧焊,控制升温速率和真空度,将极细小的金刚石颗粒牢固钎焊在金属圆形钢锭表面,每颗金刚石裸露部分顶部;
8.(4)将真空烧焊好后的金刚石圆形钢锭均匀规律的粘在特制金属环形圆盘上,即可进行研磨作业。
9.本技术中使用的特定的置砂装置为申请人的在先申请,中国实用新型专利cn211615316u一种均匀分布金刚石极细小颗粒的置砂装置中的置砂装置。
10.更进一步的,步骤(1)中进入高温真空炉第一次烧焊的温度控制为900~1000℃,真空度控制为9.9
×
10
‑4~1.0
×
10
‑5torr。
11.更进一步的,步骤(2)中的双面胶为超薄型且粘度强的双面胶。
12.更进一步的,步骤(3)中所述特制圆形压块为多孔型耐高温轻质圆形压块;由极细小石料压实高温烧结而成,形状为扁平圆柱体,周身以及内部都布满多个无规则分布的孔隙;压在金刚石层上一方面起到固定金刚石位置的作用,另一方面大量的孔隙存在有利于双面胶带碳化产生的蒸汽气流的排出,以避免胶带碳化后包裹在金刚石颗粒造成团状物的出现,从而影响金刚石颗粒的研磨质量。
13.更进一步的,步骤(3)升温速率控制为1
‑
3℃/min,1000
‑
1100℃。
14.更进一步的,步骤(3)真空度控制为9.9
×
10
‑5~1.0
×
10
‑6torr。
15.更进一步的,步骤(3)中裸露顶部的高度为整颗金刚石颗粒高度的1/3
‑
1/2。
16.更进一步的,步骤(4)中所述特制金属环形圆盘所述特制金属环形圆盘为环状体结构,真空烧焊好后的金刚石圆形钢锭周向均匀粘接分布在环形面上。
17.有益效果:本发明具有以下优点:
18.(1)本发明采用两次高温真空烧焊,通过升温速率和真空度控制,第一次使金属钎料平整钎焊在圆形钢锭表面,便于均匀布钻;第二次高温真空烧焊,使金刚石颗粒被牢牢包裹住,仅仅裸露金刚石颗粒顶部,且金刚石分布均匀不位移,不团聚;高度统一研磨效果好。
19.(2)利用特制置砂工具,均匀规律分布极细小金刚石颗粒;使用特制圆形压块,使第二次高温真空钎焊金刚石颗粒不发生位移和团聚;
20.(3)特制圆形压块压在金刚石层上一方面起到固定金刚石位置的作用,另一方面大量的孔隙存在有利于双面胶带碳化产生的蒸汽气流的排出,以避免胶带碳化后包裹在金刚石颗粒造成团状物的出现,从而影响金刚石颗粒的研磨质量。
附图说明
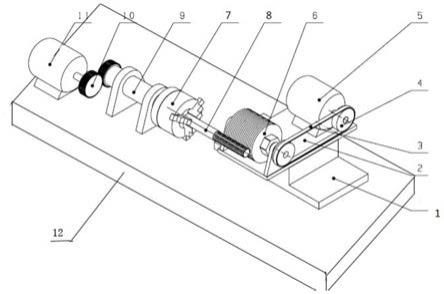
21.图1是本发明制备方法工艺流程示意图;
22.图2是本发明实施例1
‑
3中使用的特制圆形压块结构示意图;
23.图3是本发明实施例1
‑
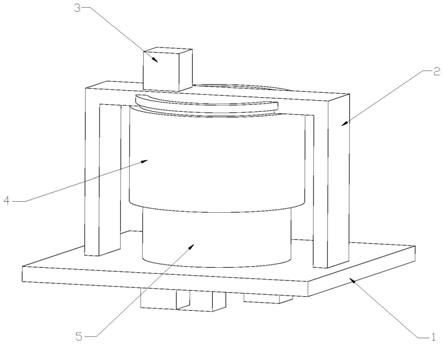
3中步骤(5)中特制金属环形圆盘上均匀粘设多个真空烧焊好后的金刚石圆形钢锭的结构示意图;
24.图4是本发明实施例1制备的研磨工装示意图;
25.图5是现有技术以及对比例1制备的研磨工装外观示意图;
26.图6是对比例2制备的研磨工装示意图。
具体实施方式
27.实施例1:
28.请参考图1
‑
4所示,本发明公开的一种规律细小金刚石颗粒研磨工装的制备方法,包括如下步骤:
29.(1)首先将金属钎料薄片激光点焊到圆形钢锭上,进入高温真空炉进行第一次烧焊,使金属钎料平整附着在圆形钢锭表面;第一次烧焊的温度控制为900℃,真空度控制为9.9
×
10
‑4~1.0
×
10
‑5torr。
30.(2)采用双面胶和特定的置砂装置,将金刚石极细小的颗粒均匀规律的分布在带有金属钎料的圆形钢锭表面;双面胶购买自3m公司的超薄型超强粘度双面胶。特定的置砂装置为申请人的在先申请,中国实用新型专利cn211615316u一种均匀分布金刚石极细小颗粒的置砂装置中的置砂装置。
31.(3)在圆形钢锭的金刚石层上压置特制圆形压块,进行金刚石位置的固定;进行第二次高温真空烧焊,控制升温速率为1℃/min升至1000℃;控制真空度为9.9
×
10
‑5~1.0
×
10
‑6tor;将极细小的金刚石颗粒牢固钎焊在金属圆形钢锭表面,每颗金刚石裸露部分顶部,裸露顶部的高度为整颗金刚石颗粒高度的1/3;
32.如图2所示,所述特制圆形压块为多孔型耐高温轻质圆形压块;由极细小石料压实高温烧结而成,形状为扁平圆柱体,周身以及内部都布满多个无规则分布的孔隙;压在金刚石层上一方面起到固定金刚石位置的作用,另一方面大量的孔隙存在有利于双面胶带碳化产生的蒸汽气流的排出,以避免胶带碳化后包裹在金刚石颗粒造成团状物的出现,从而影响金刚石颗粒的研磨质量。
33.(4)将真空烧焊好后的金刚石圆形钢锭均匀规律的粘在特制金属环形圆盘上,即可进行研磨作业;如图3所示,所述特制金属环形圆盘所述特制金属环形圆盘为环状体结构,真空烧焊好后的金刚石圆形钢锭周向均匀粘接分布在环形面上。图4即为制备完成的研磨工装外观示意图。
34.实施例2:
35.请参考图1
‑
4所示,本发明公开的一种规律细小金刚石颗粒研磨工装的制备方法,包括如下步骤:
36.(1)首先将金属钎料薄片激光点焊到圆形钢锭上,进入高温真空炉进行第一次烧焊,使金属钎料平整附着在圆形钢锭表面;第一次烧焊的温度控制为1000℃,真空度控制为9.9
×
10
‑4~1.0
×
10
‑5torr。
37.(2)采用双面胶和特定的置砂装置,将金刚石极细小的颗粒均匀规律的分布在带有金属钎料的圆形钢锭表面;双面胶购买自3m公司的超薄型超强粘度双面胶。特定的置砂装置为申请人的在先申请,中国实用新型专利cn211615316u一种均匀分布金刚石极细小颗粒的置砂装置中的置砂装置。
38.(3)在圆形钢锭的金刚石层上压置特制圆形压块,进行金刚石位置的固定;进行第二次高温真空烧焊,控制升温速率为3℃/min升至1100℃;控制真空度为9.9
×
10
‑5~1.0
×
10
‑6tor;将极细小的金刚石颗粒牢固钎焊在金属圆形钢锭表面,每颗金刚石裸露部分顶部,裸露顶部的高度为整颗金刚石颗粒高度的1/2;
39.如图2所示,所述特制圆形压块为多孔型耐高温轻质圆形压块;由极细小石料压实高温烧结而成,形状为扁平圆柱体,周身以及内部都布满多个无规则分布的孔隙;压在金刚石层上一方面起到固定金刚石位置的作用,另一方面大量的孔隙存在有利于双面胶带碳化产生的蒸汽气流的排出,以避免胶带碳化后包裹在金刚石颗粒造成团状物的出现,从而影响金刚石颗粒的研磨质量。
40.(4)将真空烧焊好后的金刚石圆形钢锭均匀规律的粘在特制金属环形圆盘上,即可进行研磨作业;如图3所示,所述特制金属环形圆盘所述特制金属环形圆盘为环状体结构,真空烧焊好后的金刚石圆形钢锭周向均匀粘接分布在环形面上。图4即为制备完成的研磨工装外观示意图。
41.实施例3:
42.请参考图1
‑
4所示,本发明公开的一种规律细小金刚石颗粒研磨工装的制备方法,包括如下步骤:
43.(1)首先将金属钎料薄片激光点焊到圆形钢锭上,进入高温真空炉进行第一次烧焊,使金属钎料平整附着在圆形钢锭表面;第一次烧焊的温度控制为950℃,真空度控制为9.9
×
10
‑4~1.0
×
10
‑5torr。
44.(2)采用双面胶和特定的置砂装置,将金刚石极细小的颗粒均匀规律的分布在带
有金属钎料的圆形钢锭表面;双面胶购买自3m公司的超薄型超强粘度双面胶。特定的置砂装置为申请人的在先申请,中国实用新型专利cn211615316u一种均匀分布金刚石极细小颗粒的置砂装置中的置砂装置。
45.(3)在圆形钢锭的金刚石层上压置特制圆形压块,进行金刚石位置的固定;进行第二次高温真空烧焊,控制升温速率为2℃/min升至1050℃;控制真空度为9.9
×
10
‑5~1.0
×
10
‑6tor;将极细小的金刚石颗粒牢固钎焊在金属圆形钢锭表面,每颗金刚石裸露部分顶部,裸露顶部的高度为整颗金刚石颗粒高度的1/3;
46.如图2所示,所述特制圆形压块为多孔型耐高温轻质圆形压块;由极细小石料压实高温烧结而成,形状为扁平圆柱体,周身以及内部都布满多个无规则分布的孔隙;压在金刚石层上一方面起到固定金刚石位置的作用,另一方面大量的孔隙存在有利于双面胶带碳化产生的蒸汽气流的排出,以避免胶带碳化后包裹在金刚石颗粒造成团状物的出现,从而影响金刚石颗粒的研磨质量。
47.(4)将真空烧焊好后的金刚石圆形钢锭均匀规律的粘在特制金属环形圆盘上,即可进行研磨作业;如图3所示,所述特制金属环形圆盘所述特制金属环形圆盘为环状体结构,真空烧焊好后的金刚石圆形钢锭周向均匀粘接分布在环形面上。图4即为制备完成的研磨工装外观示意图。
48.对比例1:
49.如图5所示,为现有技术制备的工装外观表面形态示意图,其制备方法为现有技术中常用的方法,将金刚石颗粒与金属钎料粉末混合后加压高温烧结制备而成。
50.对比例2:
51.其他与实施例1相同,不同之处在于步骤(3)中并未使用多孔型耐高温轻质圆形压块,而是普通压块,不含多孔隙。其制备成品工装如图6所示。
52.从图4
‑
6可以看出,本发明一种规律细小金刚石颗粒研磨工装的制备方法,可以均匀规律的分布极细小的金刚石颗粒,通过两步高温真空钎焊,升温速率和真空度控制,达到金刚石颗粒中下部被钎料牢牢包裹,且不发生位移和团聚,提高后续的研磨效率和研磨质量。
53.相比之下,现有技术制备方法制备的成品表现为金属钎料薄片高温熔化时容易产生边角卷曲的现象,导致钎料层不平整,或者均匀分布金刚石颗粒后,高温时钎料薄片熔化,产生金刚石颗粒位移或团聚的现象,从而严重影响了研磨效果。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。