1.本技术涉及石油开采技术领域,尤其涉及一种碳纤维抽油杆接头自动打磨装置。
背景技术:
2.我国各油田90%以上的抽油设备采用游梁式抽油机,而游梁式抽油机由于较多的机械传动设备,其系统运行效率相对较低,有关资料统计表明,油田30%的采油成本消耗在游梁式抽油机上。在油田经济高效开发以及低油价等背景下,金属抽油杆的局限性也越来显著。
3.碳纤维抽油杆设计的最终目标是实现碳纤维连续抽油杆的设计和使用,但是目前受到井场场地大小限制、配套运输特种车辆限制、连续杆注入机械限制、施工方案和施工工艺技术限制、油田技术工人操作规范限制等多种限制因素的影响,碳纤维连续抽油杆的广泛应用还要经历一段历程。而与现在钢制抽油杆等长的碳纤维分段抽油杆设计和使用则是一个很好的过渡,与现有的钢制抽油杆施工工艺完全一致,没有任何施工的技术壁垒。其关键技术就是碳纤维抽油杆与金属接头的可靠连接工艺方法。
4.目前使用的碳纤维抽油杆与金属接头连接工艺方法是采用树脂胶粘接方式,碳纤维抽油杆端部需要有一段打磨粗糙并且打磨出沟槽,以增加摩擦力以及粘接的可靠性。现在采用人工打磨,效率低、一致性差、劳动强度大、粉尘污染严重。
技术实现要素:
5.本技术提供了一种碳纤维抽油杆接头自动打磨装置,以解决传统打磨工效率低,一致性差,劳动强度大,粉尘污染严重的问题。
6.一种碳纤维抽油杆接头自动打磨装置,包括:轴向进给工作台,径向进给工作台,传送皮带,皮带转轮,第一电机,砂轮组,三爪夹盘,第二电机以及底座;
7.所述轴向进给工作台,三爪夹盘以及第二电机分别固定安装在所述底座上,所述三爪夹盘安装在所述轴向进给工作台后侧,所述径向进给工作台可移动地安装在所述轴向进给工作台上,所述第一电机以及所述砂轮组分别设置在所述径向进给工作上,所述传送皮带通过所述皮带转轮与所述径向进给工作台以及砂轮组传动连接,所述三爪夹盘通过转轴与所述第二电机转动连接。
8.优选地,所述砂轮组包括:主轴,固定螺母,砂轮片以及间隔垫圈;
9.所述主轴贯穿多个所述砂轮片,所述固定螺母套接在所述主轴上,位于多个所述砂轮片外侧,所述间隔垫圈设置在多个所述砂轮片之间。
10.优选地,所述砂轮片直径为105mm,厚度为5mm。
11.优选地,所述间隔垫圈的厚度相同。
12.由以上技术方案可知,本技术提供一种碳纤维抽油杆接头自动打磨装置,包括:轴向进给工作台,径向进给工作台,传送皮带,皮带转轮,第一电机,砂轮组,三爪夹盘,第二电机以及底座,所述轴向进给工作台,三爪夹盘以及第二电机分别固定安装在所述底座上,所
述三爪夹盘安装在所述轴向进给工作台后侧,所述径向进给工作台可移动地安装在所述轴向进给工作台上,所述第一电机以及所述砂轮组分别设置在所述径向进给工作台上,所述传送皮带通过所述皮带转轮与所述径向进给工作台以及砂轮组传动连接,所述三爪夹盘通过转轴与所述第二电机转动连接,以解决传统打磨工效率低,一致性差,劳动强度大,粉尘污染严重的问题。
附图说明
13.为了更清楚地说明本技术的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
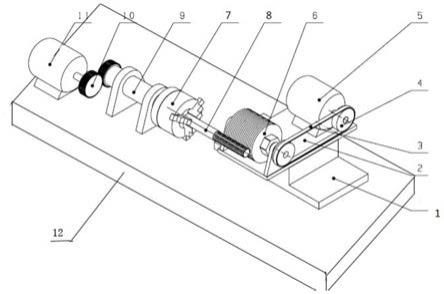
14.图1为自动打磨装置示意图;
15.图2为砂轮组剖面图;
16.图3为碳纤维抽油杆示意图。
17.图示说明:
18.其中,1
‑
轴向进给工作台;2
‑
径向进给工作台;3
‑
传送皮带;4
‑
皮带转轮;5
‑
第一电机;6
‑
砂轮组;7
‑
三爪夹盘;8
‑
碳纤维抽油杆;9
‑
连接轴;10
‑
传动轴;11
‑
第二电机;12
‑
底座;61
‑
主轴;62
‑
固定螺母;63
‑
砂轮片;64
‑
间隔垫圈;81
‑
碳纤维抽油杆本体;82
‑
打磨圆周面;83
‑
打磨槽系。
具体实施方式
19.下面将详细地对实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下实施例中描述的实施方式并不代表与本技术相一致的所有实施方式。仅是与权利要求书中所详述的、本技术的一些方面相一致的系统和方法的示例。
20.本技术提供的技术方案中,提供了一种碳纤维抽油杆接头自动打磨装置,请参见图1,包括:轴向进给工作台1,径向进给工作台2,传送皮带3,皮带转轮4第一电机5,砂轮组6,三爪夹盘7,第二电机11以及底座12,所述轴向进给工作台1,三爪夹盘7以及第二电机11分别固定安装在所述底座12上,所述三爪夹盘7安装在所述轴向进给工作台1后侧,所述径向进给工作台2可移动地安装在所述轴向进给工作台1上,所述第一电机5以及所述砂轮组6分别设置在所述径向进给工作台2上,所述传送皮带3通过所述皮带转轮4与所述径向进给工作台2以及砂轮组6传动连接,所述三爪夹盘7通过转轴与所述第二电机11转动连接。
21.进一步地,请参见图2,所述砂轮组6包括:主轴61,固定螺母62,砂轮片63以及间隔垫圈64,所述主轴61贯穿多个所述砂轮片63,所述固定螺母62套接在所述主轴61上,位于多个所述砂轮片63外侧,所述间隔垫圈64设置在多个所述砂轮片63之间。
22.再进一步地,所述砂轮片63直径为105mm,厚度为5mm。,所述间隔垫圈64的厚度相同。
23.在实际应用中,碳纤维抽油杆8需要打磨的部位包括两个部分,打磨圆周面82和打磨槽系83,打磨圆周面82是一个深度为约0.2mm的粗糙圆周面,长度约为115mm。打磨槽系83是一系列周向阵列和轴向阵列的圆弧槽,槽宽为3mm,深度为2mm,周向阵列数量为8个,轴向
阵列间隔5mm,阵列数量为14个。
24.在打磨时,将碳纤维抽油杆8装夹在三爪夹盘7上,三爪夹盘7与抽油杆主轴61并通过对传动轴10与第二电机11相连,可以实现低速定旋转角度的旋转运动。第一电机5通过皮带转轮4和传送皮带3带动砂轮组6实现高速旋转运动。轴向进给工作台1带动砂轮组6实现轴向进给运动、径向进给工作台2带动砂轮组6实现径向进给运动。
25.请参见图3,打磨圆周面82时,三爪夹盘7带动碳纤维抽油杆8低速连续转动,第一电机5带动砂轮组6高速转动,径向进给工作台2带动砂轮组6径向进给到碳纤维抽油杆8表面,然后再径向进给0.2mm,实现打磨圆周面17的切深。接下来轴向进给工作台1带动砂轮组6轴向进给5mm,完成打磨圆周面82的加工。
26.打磨槽系83时,三爪夹盘7固定不动,第一电机5带动砂轮组6高速转动,径向进给工作台2带动砂轮组6径向进给到碳纤维抽油杆8表面,然后再径向进给2mm,实现打磨槽系83的一个轴向阵列打磨。然后径向进给工作台2带动砂轮组6后退,三爪夹盘7带动碳纤维抽油杆8转动45度角度,继续进行第二个轴向阵列打磨。依次完成运动过程,实现打磨槽系83的全部打磨工艺过程。碳纤维抽油杆接头自动打磨系统密闭在一个负压腔体内,有专业排风除尘系统收集处理打磨碎屑及其粉尘。
27.综上所述,本技术提供一种碳纤维抽油杆接头自动打磨装置,包括:轴向进给工作台,径向进给工作台,传送皮带,皮带转轮,第一电机,砂轮组,三爪夹盘,第二电机以及底座,所述轴向进给工作台,三爪夹盘以及第二电机分别固定安装在所述底座上,所述三爪夹盘安装在所述轴向进给工作台后侧,所述径向进给工作台可移动地安装在所述轴向进给工作台上,所述第一电机以及所述砂轮组分别设置在所述径向进给工作台上,所述传送皮带通过所述皮带转轮与所述径向进给工作台以及砂轮组传动连接,所述三爪夹盘通过转轴与所述第二电机转动连接,以解决传统打磨工效率低,一致性差,劳动强度大,粉尘污染严重的问题。
28.本技术提供的实施例之间的相似部分相互参见即可,以上提供的具体实施方式只是本技术总的构思下的几个示例,并不构成本技术保护范围的限定。对于本领域的技术人员而言,在不付出创造性劳动的前提下依据本技术方案所扩展出的任何其他实施方式都属于本技术的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。