一种水平化镍金线单张fpc化镍金段垂直挂架自动生产循环装置
技术领域
1.本发明涉及线路板化镍金技术领域,具体为一种水平化镍金线单张fpc 化镍金段垂直挂架自动生产循环装置。
背景技术:
2.目前业界线路板(硬质线路板及柔性线路板)单张化镍金(化镍钯金) 制程:上料
→
除油
→
热水洗
→
双水洗
→
微蚀
→
双水洗
→
酸洗
→
双水洗
→
预浸
→
活化*2
→
双水洗
→
后酸洗
→
双水洗
→
化学镍 (15~28分)
→
水洗
→
双高位水洗
→
化学金(6
‑
8分)
→
回收
→
双高位水洗
→
热水洗
→
下料。普遍采用的是垂直龙门式化镍金设备,用天车吊运挂篮的方式,即焊接制作一金属材料挂篮,为防止金属上析出镍金,需外包胶防护,每只挂篮承板数量约50pcs不等,为防止制品掉落及制品之间贴合在一起影响线路板pad铜面沉镍金,挂篮上需穿上¢1.6mm铁氟龙线做成网格式,每一格一片制品,需人工安装制品及人工拆取制品,每个挂篮由龙门式天车进行每槽的搬运及控制每槽的反应时间,以达到此制程的工艺要求,此常规的龙门式化镍金生产方式,在实际的生产过程中存在着以下的不足点:
3.1、龙门式化镍金线机台机构比较庞大,机台尺寸(约l*w*h=32*5*4.5 米),还需配备一台水洗烘干机(此机台的产能每小时约250
‑
260pcs左右)
4.2、此机台在实际生产中,上料下料采用挂篮或穿线等人工作业,工作强度高,且无法实现自动化,整台机在实际生产中作业员工每班需约4
‑
5人(含水洗烘干机作业员工)
5.3、此机台因为是龙门天车式作业方式,整个机台各药水槽上面都是敞开式,导致机台的废气无法进行充分抽走处理,给生产车间的环境带来很大影响
6.4、机台生产时,因为挂篮下料时会有水滴漏在地面上,现场人员作业环境较差,甚至作业人员需要穿戴胶鞋和防水衣
7.5、因机台比较庞大,在维修及保养时拆取部件比较困难。
8.对于以上龙门式化镍金机台不足状况,亟需作出改进。
技术实现要素:
9.本发明的目的在于提供一种水平化镍金线单张fpc化镍金段垂直挂架自动生产循环装置,以解决上述背景技术中提出的问题。
10.为实现上述目的,本发明提供如下技术方案:
11.一种水平化镍金线单张fpc化镍金段垂直挂架自动生产循环装置,包括框架,所述框架的底部设置有化镍药水槽,所述化镍药水槽的上方设置有槽内挂架输送装置,所述槽内挂架输送装置的左右两侧设置有水平输料机构,所述框架的顶部设置有空挂架输送装置,所述空挂架输送装置和槽内挂架输送装置中挂设有挂架,所述挂架的前后两侧边框上各设置有一排夹头,所述空挂架输送装置和槽内挂架输送装置左右两端设置有升降机构,所述升降机构上设置有扶正机构和开夹机构,所述水平输送机构的后侧设置有上下料装
置。
12.优选的,所述上下料装置包括旋转伺服机构,所述旋转吸盘伺服机构的旋转端上设置有推进机构,所述推进机构的活动端上固定设置有真空吸盘机构。
13.优选的,所述升降机构包括两对导轨,所述导轨固定设置在空挂架输送装置和槽内挂架输送装置左右两端的外侧,所述导轨上滑动连接有滑动座。
14.优选的,所述空挂架输送装置和槽内挂架输送装置包括一对前后分置的链条,所述槽内挂架输送装置中的链条上等距分布有一组挡块。
15.优选的,所述挂架的顶部设置有挂杆,所述空挂架输送装置中的链条上连接有一组挂座,所述挂座底部设置有挂钩,所述挂杆与挂钩卡接配合。
16.优选的,所述挂杆的两端固定连接有楔块,所述滑动座的顶部设置有楔块座,所述楔块座与楔块卡接配合。
17.优选的,所述扶正机构包括v型定位块,所述滑动座上设置有一组气缸,所述定位块固定连接在最下侧气缸的伸缩杆末端。
18.优选的,所述开夹机构包括一组开夹头,所述开夹头固定连接在最下侧以外的其他气缸的伸缩杆末端,所述开夹头与夹头卡接配合。
19.与现有技术相比,本发明的有益效果是:本发明中,上料下料全部采用自动收放机作业,实现全部自动化,整台机在实际生产中可实现无人化作业。无挂篮单片生产过程中,减少了药水带出,可节省各类化学药水及贵金属盐,带来较大经济效益。本技术因为是采用水平式作业方式,整个框架和药水槽都是封闭式,整个机台的废气量约仅有龙门式化镍金线的/,且能全部有效抽走处理,不会给生产车间的环境带来影响。水平方式相较垂直方式槽体体积小,可降低用水量;且无需笨重的行车及复杂的定位机构,可降低电能消耗,因此能节水节电。线路板在框架中的封闭空间中独立运行,不会有水滴漏在地面上,现场人员作业环境状况较好。因机台比较小,在维修及保养时拆取部件比较简单。本发明自动化程度高,工作效率高,清洁环保。
附图说明
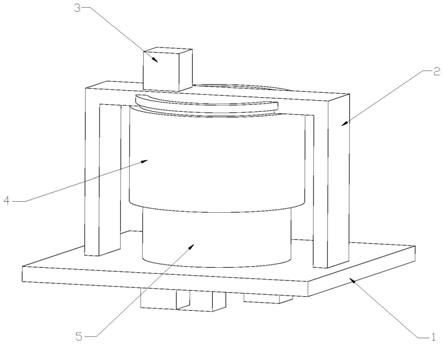
20.图1为一种水平化镍金线单张fpc化镍金段垂直挂架自动生产循环装置的正视图;
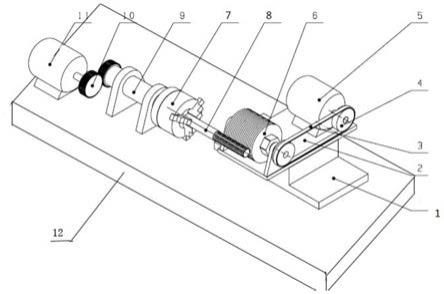
21.图2为一种水平化镍金线单张fpc化镍金段垂直挂架自动生产循环装置的等轴侧图;
22.图3为图2中k处的局部放大图;
23.图4为图3中l处的局部放大图;
24.图5为图3中m处的局部放大图。
25.图中:1
‑
框架,2
‑
化镍药水槽,3
‑
槽内挂架输送装置,4
‑
挂架,5
‑
水平输料机构,6
‑
旋转伺服机构,7
‑
推进机构,8
‑
真空吸盘机构,9
‑
空挂架输送装置,10
‑
扶正机构,11
‑
开夹机构,12
‑
升降机构,13
‑
导轨,14
‑
滑动座,15
‑ꢀ
链条,16
‑
挡块,17
‑
挂座,18
‑
挂钩,19
‑
挂杆,20
‑
楔块,21
‑
楔块座,22
‑
v 型定位块,23
‑
开夹头,24
‑
夹头。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.请参阅图1~5,本发明提供一种技术方案:
28.一种水平化镍金线单张fpc化镍金段垂直挂架自动生产循环装置,包括框架1,所述框架1的底部设置有化镍药水槽2,所述化镍药水槽2的上方设置有槽内挂架输送装置3,所述槽内挂架输送装置3的左右两侧设置有水平输料机构5,所述框架1的顶部设置有空挂架输送装置9,所述空挂架输送装置 9和槽内挂架输送装置3中挂设有挂架4,所述挂架4的前后两侧边框上各设置有一排夹头24,所述空挂架输送装置9和槽内挂架输送装置3左右两端设置有升降机构12,所述升降机构12上设置有扶正机构10和开夹机构11,所述水平输送机构5的后侧设置有上下料装置。
29.单张未化镍fpc制品水平输送到左侧的水平输料机构5上,由上下料装置把制品自动吸取,旋转90度推送至上面空挂架工位上,此时,空的挂架4 己自动搬运到自动入料位置,扶正机构10卡紧固定挂架4下端,下一步开夹机构11前行至开夹处,开夹机构11打开挂架夹头24,同步上下料装置推送 fpc制品至挂架4的夹头24开口处,开夹机构11关闭挂架夹头24,夹头24 夹紧制品,同时上下料装置,进入到下一张制品的吸取位置,同步,开夹机构11和扶正机构10后退离开挂架4,给挂架下降避位,此时升降机构12把己上料挂架4下降,放置到槽内挂架输送装置3,有制品挂架4在化镍槽内药水槽2中,由槽内挂架输送装置3送至槽尾出槽处。挂架4移动到化镍药水槽2最后端时,右侧的机构完成与上料逆顺序的操作实现下料,完成下料的空挂架4在空挂架输送装置9驱动下重新搬运到自动入料位置。
30.可优选地,所述上下料装置包括旋转伺服机构6,所述旋转吸盘伺服机构 6的旋转端上设置有推进机构7,所述推进机构7的活动端上固定设置有真空吸盘机构8。
31.真空吸盘机构8吸附pcb板,旋转吸盘伺服机构6带动pcb板翻转,推进机构7调动pcb板推进。
32.可优选地,所述升降机构12包括两对导轨13,所述导轨13固定设置在空挂架输送装置9和槽内挂架输送装置3左右两端的外侧,所述导轨13上滑动连接有滑动座14。
33.滑动座14为常见的电机驱动滑座,带动其上部件升降。
34.可优选地,所述空挂架输送装置9和槽内挂架输送装置3包括一对前后分置的链条15,所述槽内挂架输送装置3中的链条15上等距分布有一组挡块 16。
35.链条15为常见的电机驱动链条,挂杆19两端卡接在两侧的挡块16之间,链条15移动带动挂架4移动。
36.可优选地,所述挂架4的顶部设置有挂杆19,所述空挂架输送装置9中的链条15上连接有一组挂座17,所述挂座17底部设置有挂钩18,所述挂杆 19与挂钩18卡接配合。
37.挂杆19与挂钩18卡接配合,实现挂架4与空挂架输送装置9连接或脱离。
38.可优选地,所述挂杆19的两端固定连接有楔块20,所述滑动座14的顶部设置有楔块座21,所述楔块座21与楔块20卡接配合。
39.挂架4脱离时,楔块座21与楔块20配合将挂杆19从挂钩18上顶出。
40.可优选地,所述扶正机构10包括v型定位块22,所述滑动座14上设置有一组气缸,所述定位块11固定连接在最下侧气缸的伸缩杆末端。
41.气缸推动定位块11夹紧挂架4底部实现定位。
42.可优选地,所述开夹机构11包括一组开夹头23,所述开夹头23固定连接在最下侧以外的其他气缸的伸缩杆末端,所述开夹头23与夹头24卡接配合。
43.开夹头23卡入夹头24时夹头24打开,开夹头23脱离夹头24时夹头24 夹紧。
44.本发明的工作原理是:单张未化镍fpc制品水平输送到左侧的水平输料机构5上,由上下料装置把制品自动吸取,旋转90度推送至上面空挂架工位上,此时,空的挂架4己自动搬运到自动入料位置,扶正机构10卡紧固定挂架4下端,下一步开夹机构11前行至开夹处,开夹机构11打开挂架夹头24,同步上下料装置推送fpc制品至挂架4的夹头24开口处,开夹机构11关闭挂架夹头24,夹头24夹紧制品,同时上下料装置,进入到下一张制品的吸取位置,同步,开夹机构11和扶正机构10后退离开挂架4,给挂架下降避位,此时升降机构12把己上料挂架4下降,放置到槽内挂架输送装置3,有制品挂架4在化镍槽内药水槽2中,由槽内挂架输送装置3送至槽尾出槽处。挂架4移动到化镍药水槽2最后端时,右侧的机构完成与上料逆顺序的操作实现下料,完成下料的空挂架4在空挂架输送装置9驱动下重新搬运到自动入料位置。真空吸盘机构8吸附pcb板,旋转吸盘伺服机构6带动pcb板翻转,推进机构7调动pcb板推进。滑动座14为常见的电机驱动滑座,带动其上部件升降。链条15为常见的电机驱动链条,挂杆19两端卡接在两侧的挡块16 之间,链条15移动带动挂架4移动。挂杆19与挂钩18卡接配合,实现挂架4与空挂架输送装置9连接或脱离。挂架4脱离时,楔块座21与楔块20配合将挂杆19从挂钩18上顶出。气缸推动定位块11夹紧挂架4底部实现定位。开夹头23卡入夹头24时夹头24打开,开夹头23脱离夹头24时夹头24夹紧。
45.显然,本实施例的垂直挂架自动生产循环装置同样可以适用于pth制程化学镀铜、化学镀锡、化学镀银等制程。
46.综上所述,本实施例的新式单张水平式化镍金线,不管是在制程工艺品质,自动化程度,节省人工成本,节能环保,废气处理等方面,都较目前业界传统的龙门式化镍金线,有很大的产业升级与改善,也给生产企业带来了许多经济效益与时间效益。
47.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
48.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。