1.本实用新型涉及成型模具技术领域,特别是涉及一种螺丝安装治具研究用成型模具。
背景技术:
2.螺丝安装治具研究中需要用到各种规格的螺丝,螺丝的制造成型主要先冷锻成型出带有螺盖的杆体,然后再在螺丝搓牙机上装设由两个相对的固定牙板和活动牙板所组成的螺丝成型牙板,借助这两个相对的牙板的相互碾压,从而将杆体外面成型加工出沟槽或螺纹。
3.螺丝在加工成型时,均需进行搓沟槽和搓螺牙这两道工序,然而在现有螺丝加工工序中,是将这两个工序分开进行的,即先在搓牙机上装设一个相应的牙板,如搓沟槽牙板,待螺丝搓完沟槽后,将搓沟槽牙板从搓牙机上卸下,再安装上搓牙牙板,继续进行搓牙操作。该螺丝加工成型方式,工序繁琐,且需更换多个牙板进行螺牙或沟槽的加工,增加了螺丝加工成本,且操作不便。
技术实现要素:
4.针对上述技术问题,本实用新型提供了一种螺丝安装治具研究用成型模具,以解决现有技术中螺丝成型工序繁琐、加工成本高的技术问题。
5.本实用新型的螺丝安装治具研究用成型模具的技术方案:
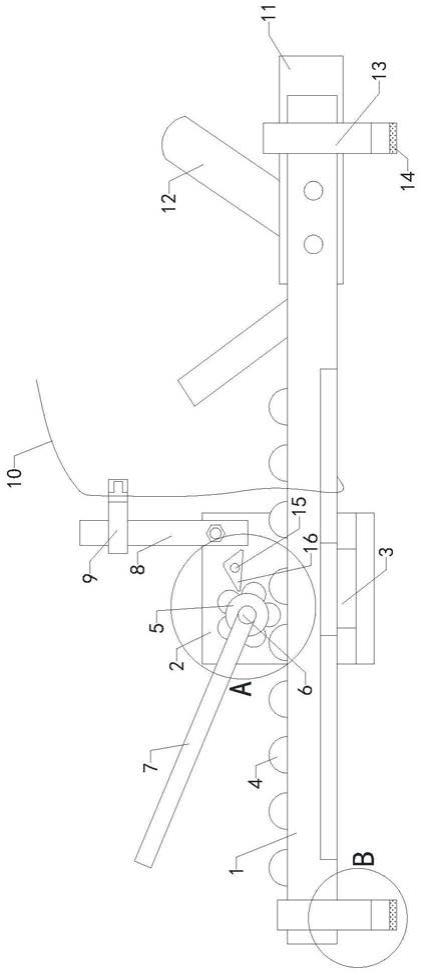
6.一种螺丝安装治具研究用成型模具,包括本体,所述本体内插装有陶瓷套以及向下压紧所述陶瓷套的压紧套,所述陶瓷套内具有成型螺杆的螺杆孔,所述压紧套具有与所述螺杆孔连通、用于成型螺头的螺头孔,所述陶瓷套下侧的本体具有与所述螺杆孔连通的连通孔,所述螺杆孔内设有调节板组件,所述调节板组件包括与所述螺杆孔密封配合的调节板以及固定连接在所述调节板下侧的丝杆,所述连通内转动装配有蜗轮,所述蜗轮的内部与所述丝杆螺纹配合,所述本体内转动装配有与所述蜗轮相匹配的蜗杆,所述蜗杆的端部伸出所述本体外侧,所述丝杆远离所述调节板的一端连接有连接杆,所述连接杆的端部设有指针,所述本体的外壁上设有刻度线,所述刻度线的原点与所述陶瓷套的上端共线,所述指针与所述调节板上端共线。
7.作为对上述技术方案的进一步改进,所述成型模具还包括连接在所述本体下端的保护板,所述保护板上设有与所述连通孔连通的穿孔。
8.作为对上述技术方案的进一步改进,所述丝杆的下端设有中间杆,所述中间杆的下端具有螺纹段,所述连接杆的端部具有与所述螺纹段相匹配的螺套。
9.作为对上述技术方案的进一步改进,所述螺杆孔的孔径与所述连通孔的孔径相等,所述连通孔的孔径大于所述穿孔的孔径。
10.作为对上述技术方案的进一步改进,所述蜗杆的端部设有手轮。
11.作为对上述技术方案的进一步改进,所述压紧套螺纹连接在所述本体上。
12.本实用新型提供了一种螺丝安装治具研究用成型模具,相比于现有技术,其有益效果是:
13.本实用新型的螺丝安装治具研究用成型模具使用时,根据需要生产螺丝的螺杆的长度,转动手轮,手轮带动蜗杆转动,蜗杆驱动蜗轮转动,蜗轮驱动丝杆上下运动,驱动调节板上下驱动,连接在连接杆下端的连接板随丝杆上下运动,指针沿刻度线运动,将调节板上侧的螺杆孔长度调节至螺丝螺杆长度。相比于现有技术,使用本实用新型的螺丝安装治具研究用成型模具加工螺丝,可以生产不同螺杆长度的螺丝,简化了生产工序,降低了加工成本。
附图说明
14.图1是本实用新型的螺丝安装治具研究用成型模具的结构示意图;
15.图中:1、本体;2、压紧套;3、陶瓷套;4、螺头孔;5、螺杆孔;6、连通孔;7、保护板;8、调节板;9、丝杆;10、蜗轮;11、蜗杆;12、手轮;13、中间杆;14、连接杆;15、指针;16、刻度线。
具体实施方式
16.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
17.本实用新型的螺丝安装治具研究用成型模具的具体实施例,如图1所示,包括本体1,本体1呈圆柱状结构。本体1内插装有陶瓷套3,陶瓷套3内具有螺杆孔5。陶瓷套3的外壁呈圆台状结构,圆台状的陶瓷套3插装在本体1内部,且圆台状的陶瓷套3下端为小径端,圆台状的陶瓷套3上端为大径端。
18.本实施例中,本体1的上端螺纹连接有压紧套2,压紧套2为圆环状结构。压紧套2的内孔为螺丝的螺头孔4。螺头孔4与螺杆孔5向连通且同轴,螺杆孔5、螺头孔4还与本体1同轴。压紧套2的外壁具有外螺纹,本体1上端内壁具有与压紧套2螺纹配合的内螺纹。压紧套2螺纹连接在本体1上并将陶瓷套3向下压紧,压紧套2的上端与本体1上端共面。
19.本实施例中,陶瓷套3下端的本体1内具有与螺杆孔5连通的连通孔6,连通孔6的孔径与螺杆孔5的孔径相等,螺杆孔5的孔壁与连通孔6的孔壁共面。本体1上的连通孔6与本体1下端连通,连通孔6内通过轴承安装有蜗轮10,蜗轮10与连通孔6同轴布置。蜗轮10的内壁开设有螺纹,本体1的内部通过轴承转动装配有蜗杆11,蜗杆11的轴线沿水平方向延伸,蜗杆11与蜗轮10相啮合。蜗杆11转动时,可以驱动蜗轮10转动。为了便有转动蜗杆11,蜗杆11的一端伸出至本体1外侧,蜗杆11位于本体1外部的一端固定连接有手轮12,通过手轮12可以转动蜗杆11。
20.本实施例中,螺杆孔5内具有调节板组件,调节板组件包括调节板8以及固定连接在调节板组件下端的调丝杆9。调节板8位于螺杆孔5密封配合的圆板,调丝杆9与蜗轮10内壁上的螺纹相匹配。蜗轮10转动时能够带动调丝杆9沿螺杆孔5运动,实现调节板8沿螺杆孔5运动。
21.本实施例中,螺丝安装治具研究用成型模具还包括保护板7,保护板7为圆板,保护板7通过螺栓固定在本体1的下端。保护板7的外壁与本体1的外壁共面,保护板7上具有与连通孔6连通的穿孔,穿孔与连通孔6同轴,且穿孔的孔径小于连通孔6的孔径。
22.本实施例中,调丝杆9的下端固定连接有中间杆13,中间杆13的下端连接有连接杆14。具体的,中间杆13的下端具有螺纹段,连接杆14的端部具有与所述螺纹段相匹配的螺套。连接杆14为u形结构,连接杆14远离中间杆13的一端位于本体1外壁。连接杆14的端部连接有朝向本体1的指针15,本体1的外壁靠近指针15的一端具有刻度线16,刻度线16沿本体1轴向布置。刻度线16的原点与陶瓷套3上端共线,指针15与陶瓷板上端共线。
23.本实用新型的螺丝安装治具研究用成型模具使用时,根据需要生产螺丝的螺杆的长度,转动手轮12,手轮12带动蜗杆11转动,蜗杆11驱动蜗轮10转动,蜗轮10驱动调丝杆9上下运动,驱动调节板8上下驱动,连接在连接杆14下端的连接板随调丝杆9上下运动,指针15沿刻度线16运动,将调节板8上侧的螺杆孔5长度调节至螺丝螺杆长度。相比于现有技术,使用本实用新型的螺丝安装治具研究用成型模具加工螺丝,可以生产不同螺杆长度的螺丝,简化了生产工序,降低了加工成本。
24.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本实用新型的保护范围。
技术特征:
1.一种螺丝安装治具研究用成型模具,其特征在于:包括本体,所述本体内插装有陶瓷套以及向下压紧所述陶瓷套的压紧套,所述陶瓷套内具有成型螺杆的螺杆孔,所述压紧套具有与所述螺杆孔连通、用于成型螺头的螺头孔,所述陶瓷套下侧的本体具有与所述螺杆孔连通的连通孔,所述螺杆孔内设有调节板组件,所述调节板组件包括与所述螺杆孔密封配合的调节板以及固定连接在所述调节板下侧的丝杆,所述连通内转动装配有蜗轮,所述蜗轮的内部与所述丝杆螺纹配合,所述本体内转动装配有与所述蜗轮相匹配的蜗杆,所述蜗杆的端部伸出所述本体外侧,所述丝杆远离所述调节板的一端连接有连接杆,所述连接杆的端部设有指针,所述本体的外壁上设有刻度线,所述刻度线的原点与所述陶瓷套的上端共线,所述指针与所述调节板上端共线。2.根据权利要求1所述的螺丝安装治具研究用成型模具,其特征在于:所述成型模具还包括连接在所述本体下端的保护板,所述保护板上设有与所述连通孔连通的穿孔。3.根据权利要求2所述的螺丝安装治具研究用成型模具,其特征在于:所述丝杆的下端设有中间杆,所述中间杆的下端具有螺纹段,所述连接杆的端部具有与所述螺纹段相匹配的螺套。4.根据权利要求2所述的螺丝安装治具研究用成型模具,其特征在于:所述螺杆孔的孔径与所述连通孔的孔径相等,所述连通孔的孔径大于所述穿孔的孔径。5.根据权利要求1所述的螺丝安装治具研究用成型模具,其特征在于:所述蜗杆的端部设有手轮。6.根据权利要求1所述的螺丝安装治具研究用成型模具,其特征在于:所述压紧套螺纹连接在所述本体上。
技术总结
本实用新型涉及一种螺丝安装治具研究用成型模具。该模具包括本体,所述本体内插装有陶瓷套以及向下压紧所述陶瓷套的压紧套,所述陶瓷套内具有成型螺杆的螺杆孔,所述压紧套具有与所述螺杆孔连通、用于成型螺头的螺头孔,所述陶瓷套下侧的本体具有与所述螺杆孔连通的连通孔,所述螺杆孔内设有调节板组件,所述调节板组件包括与所述螺杆孔密封配合的调节板以及固定连接在所述调节板下侧的丝杆,所述连通内转动装配有蜗轮,所述蜗轮的内部与所述丝杆螺纹配合,所述本体内转动装配有与所述蜗轮相匹配的蜗杆。相比于现有技术,使用本实用新型的螺丝安装治具研究用成型模具加工螺丝,可以生产不同螺杆长度的螺丝,简化了生产工序,降低了加工成本。降低了加工成本。降低了加工成本。
技术研发人员:胡小伟
受保护的技术使用者:郑州市装联电子有限公司
技术研发日:2021.02.05
技术公布日:2021/11/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。