1.本发明属于冶金技术领域,特别是涉及一种薄规格高韧性桥梁结构钢板的热处理方法。
背景技术:
2.结构钢常用于建筑、桥梁、船舶、车辆等承载结构,它必须具有一定的强度和韧性。随着工程项目的技术要求越来越高,其对结构钢的韧性要求也越来越高。如桥梁用结构钢标准gb/t 714
‑
2015中,明确要求钢板低温冲击值要达120j以上。对桥梁结构钢板而言,为改善钢板的焊接稳定性,钢板常需要进行正火,即将钢加热到a
c3
温度以上30~50℃,保温一段时间后出炉的一种热处理工艺。正火可以去除材料的内应力,降低材料的硬度及明显改善可焊性及热加工稳定性。
3.然而对于厚度规格在20mm以下的中厚板,由于正火出炉空冷过程中,其心部中心偏析带易产生过冷贝氏体以带状分布,导致钢板冲击韧性较差。目前大多数宽厚板厂对于薄规格正火桥梁结构钢板合格率低、生产难度大。对于这种情况,主要采取降低碳、锰含量或调质挽救处理,第一种方法对正火强度损失较大,常常不满足标准强度要求,而第二种方法需要重新进行热处理,工序周期长,对交货期及成本影响较大。为此,提供一种生产周期短、成本低、可显著提高桥梁结构钢板低温韧性的热处理方法十分有必要。
4.中国专利cn104894477a公布了“一种15crmor临氢设备用钢的生产方法”,钢板经轧制后,采用正火 回火热处理方式生产,
‑
30℃夏比v形冲击值在126
‑
327之间,韧性有较大改善,但正火后增加了回火工序,成本高、生产周期长、效率低。
5.中国专利cn111286682b公布了“一种低合金超高强度钢及其热处理工艺”,钢板属于超高强度钢,经渗碳、淬火、沥油、回火热处理工艺制造,夏比冲击值较低(100j)。
6.中国专利cn112281055a公布了“一种低温冲击韧性性能优异低碳型钢板及生产方法”,所述钢板热处理工序采用淬火 回火,低温冲击性能较好,但工序长、成本高。
技术实现要素:
7.本发明的目的在于提供一种薄规格高韧性桥梁结构钢板的热处理方法,通过对常化热处理炉进行分区温度控制,实现“梯温快速正火 慢冷”热处理工艺。这种热处理方法较双炉正火 回火工艺提高生产效率50%,节约煤气能耗68%,较调质工艺提高生产效率55%,节约煤气能耗及成本70%。经过这种热处理方法,钢板可获得45~55%的铁素体、40~50%的珠光体的基体组织,晶粒度达10
‑
11级,
‑
40℃低温冲击kv2可达220j以上。
8.本发明的技术方案:一种薄规格高韧性桥梁结构钢板的热处理方法,钢的化学成分以重量百分数计为c≤0.18,si=0.30~0.50,mn=1.2~1.8,p≤0.020,s≤0.010,nb=0.020~0.050,v=0.035~0.065,ti=0.01~0.03,cr≤0.30,alt=0.02~0.06,b≤0.0005,cev=0.40~0.43,余量为fe和不可避免的杂质元素;钢的热处理关键工艺为:
(1)梯温快速正火工艺:钢板以辊速1.0~2.0m/min进入常化炉内,以1.0~2.0min/mm加热速度迅速达到完全奥氏体化温度tm(870~890℃),并保温10~25min;(2)梯温慢冷工艺:利用炉内气氛及辐射管感应延迟加热形成降温梯度,实现钢板在常化炉内后半区进行慢冷,钢板以0.1
‑
0.3℃/s冷速降至600℃出炉。
9.发明原理:钢板经正火奥氏体后,正常组织可以得到较为细小、均匀的铁素体珠光体组织,从而可以明显改善钢的综合性能,特别是低温韧性。但在实际工业化生产中,钢板存在固有的中心偏析带,其厚度1/2位置处存在较明显c、mn偏析,且中心偏析带随c、mn含量越高越严重。根据gb/t 2975
‑
2018《 钢及钢产品力学性能试验取样位置及试样制备》规定,钢板常规冲击需在厚内1/4位置处取样检验,而标准冲击试样尺寸为10mm(钢板厚度方向)
×
10mm(钢板宽度方向)
×
55mm(钢板长度方向),这对于20mm以下薄规格正火钢来说,势必造成钢板冲击试样上部分或完全保留了中心偏析带。薄规格桥梁钢在常规正火工艺后,厚度方向自表面向厚内1/2位置,金相组织以均匀的铁素体 珠光体为主,而厚内1/2位置附近为合金正偏析区域,在连铸坯凝固末端c、mn及其他溶质合金元素含量较高。高碳及合金含量导致奥氏体连续冷却转变c曲线右移,使得厚内1/2位置附近正火空冷后也会得到过冷贝氏体甚至马氏体组织,这些组织均会恶化钢板低温冲击。特别是桥梁钢低温冲击均值要≥120j,这对于常规正火工艺下薄规格桥梁钢很难稳定控制。
10.本发明主要是针对薄规格正火桥梁钢采用“梯温快速正火 慢冷”的一种热处理工艺。常化炉内分11个温度区,其中每个区有实时测温的上下各1组热电偶,共22个热电偶。钢板在常化炉内第1到第5区经快速加热至tm并保温进行完全奥氏体化,在常化炉内第6到第11区,利用炉内气氛及辐射管感应延迟加热,形成降温梯度,冷速控制在0.1
‑
0.3℃/s范围内使钢板慢冷至600℃左右出炉。这一热处理过程,一方面缩短正火时间起到抑制奥氏体晶粒过度长大的作用,使得正火后得到晶粒组织更细小更均匀,另一方面,薄规格正火桥梁钢利用缓冷方法,控制钢板中心偏析带过冷奥氏体连续转变速度在贝氏体转变临界速度以下,防止其出现恶化低温冲击的贝氏体及马氏体组织,从而钢板在厚度方向得到较为细小均匀的铁素体 珠光体正火组织。
11.本发明的有益效果:采用一种“梯温快速正火 慢冷”热处理方法,有效解决薄规格正火桥梁钢低温冲击不稳定的问题,且可大幅度提高生产效率,节约煤气单耗。该热处理方法具有普适性,过程可控、易于实现,可推广至其他品种的正火钢进行使用,有效提升钢材的综合性能。
附图说明
12.图1为本发明实施例1热处理过程参数控制图。
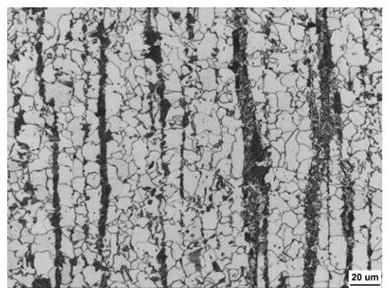
13.图2为本发明实施例1钢板1/2厚度处的光学显微镜照片。
具体实施方式
14.下面以一组实施例进一步说明本发明的内容。
15.实施例钢种的化学成分重量百分含量如表1。实施例钢种常化炉内炉温分区及温度参数如表2。
16.表1
ꢀꢀ
实施例钢种的化学成分(%)
。
17.表2
ꢀꢀ
实施例钢种常化炉内炉温分区及温度参数(℃)。
18.实施例1:10mm厚度q345qe钢板的热处理方法钢的化学成分重量百分含量如表1。连铸坯的厚度为260mm,钢板的厚度为10mm,轧制采用控轧模式,关键热处理工为:(1)梯温快速正火:钢板在常化炉内运行速度1.51m/min,在前五个区以1.0min/mm加热速度迅速达到完全奥氏体化温度870℃,并在第三到第个区保温12
‑
15min;(2)梯温慢冷:利用炉内气氛及辐射管感应延迟加热,在常化炉第六到第十一区形成降温梯度,实现钢板慢冷,钢板以0.15℃/s冷速降至600℃出炉。
19.对实施例1钢板进行微观组织观察,1/2厚度处的光学显微镜照片如图2,其微观组织为45~55%的铁素体、40~50%的珠光体的基体组织。
20.实施例2:15mm厚度q370qe钢板的热处理方法钢的化学成分重量百分含量如表1。连铸坯的厚度为260mm,钢板的厚度为15mm,轧制采用控轧模式,关键热处理工艺为:(1)梯温快速正火:钢板在常化炉内运行速度1.32m/min,在前五个区以1.3min/mm加热速度迅速达到完全奥氏体化温度880℃,并在第三到第个区保温15
‑
18min;(2)梯温慢冷:利用炉内气氛及辐射管感应延迟加热,在常化炉第六到第十一区形成降温梯度,实现钢板慢冷,钢板以0.14℃/s冷速降至600℃出炉。
21.实施例3:18mm厚度q420qe钢板的热处理方法钢的化学成分重量百分含量如表1。连铸坯的厚度为260mm,钢板的厚度为18mm,轧制采用控轧模式,关键热处理工艺为:(1)梯温快速正火:钢板在常化炉内运行速度1.23m/min,在前五个区以1.5min/mm加热速度迅速达到完全奥氏体化温度880℃,并在第三到第个区保温17
‑
20min;(2)梯温慢冷:利用炉内气氛及辐射管感应延迟加热,在常化炉第六到第十一区形成降温梯度,实现钢板慢冷,钢板以0.13℃/s冷速降至600℃出炉。
22.对以上三个实施例的钢板进行冲击试验,其冲击性能如表3,其
‑
40℃冲击单值及均值均在220j以上。
23.表3
ꢀꢀ
实施例钢板的冲击性能
。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

