1.本技术涉及自动化技术领域,尤其涉及一种螺牙装置及自动螺牙系统。
背景技术:
2.在金属螺口罐加工过程中,其中一个核心工序是罐口螺纹加工,其尺寸精度要求高,加工难度大。现有通常采用单工位对滚式螺牙机构,其速度慢且加工精度低。而在对高速运动的金属罐体罐口进行加工时,罐体在成型过程中加工精度低,容易发生上下窜动而导致乱牙、滑牙(打滑)以及开裂等一系列技术问题。
技术实现要素:
3.本技术提供了一种螺牙装置及自动螺牙系统,解决了对高速运动的金属罐体罐口进行加工时,罐体在成型过程中加工精度低,容易发生上下窜动而导致的乱牙,打滑以及开裂等一系列技术问题。
4.有鉴于此,本技术第一方面提供了一种螺牙装置,所述螺牙装置包括螺牙内模以及螺牙外模;
5.所述螺牙内模包括与罐体匹配的内模具、旋转浮动压头以及顶升旋转机构;
6.所述内模具与所述罐体待螺牙位置对应设置有第一螺牙螺纹;
7.所述内模具的底部设置有行星齿轮,所述行星齿轮通过所述内模具的内模轴与所述顶升旋转机构沿轴向固定连接;
8.所述顶升旋转机构设置于所述内模具的下方,带动所述内模具升降与旋转;
9.所述浮动压头设置于所述内模具的上方,与所述内模具配合限制所述罐体沿轴向窜动;
10.所述螺牙外模包括固定设置于与所述罐体待螺牙位置等高的固定月牙形外牙模以及固定外齿环;
11.所述固定月牙形外牙模上开设有与所述第一螺牙螺纹匹配的第二螺牙螺纹;
12.所述行星齿轮与所述固定外齿环啮合;
13.所述螺牙内模在顶升旋转机构的带动下沿所述固定月牙形外牙模公转。
14.可选地,所述顶升旋转机构包括升降顶杆、顶杆头、顶杆座、顶杆凸轮以及驱动所述顶杆座旋转的动力齿轮;
15.所述升降顶杆的顶部与所述内模轴的底部固定连接,所述升降顶杆的底部通过轴承将所述顶杆头限制于所述顶杆凸轮的凸轮槽内,所述动力齿轮驱动所述顶杆座基于所述顶杆凸轮做圆周旋转运动,所述升降顶杆沿所述顶杆凸轮的凸轮槽做上下升降运动。
16.可选地,所述浮动压头包括压头、压轮轴、固定座、压头滑行块与升降凸轮;
17.所述固定座与所述压头通过所述压轮轴以及弹簧连接;
18.所述固定座通过所述压头滑行块与所述升降凸轮的凸轮槽活动连接;
19.所述压头沿所述升降凸轮的凸轮槽做上下升降运动,且所述压头的升降方向与所
述升降顶杆的升降方向相反;
20.所述浮动压头与所述顶升旋转机构同步旋转;
21.所述浮动压头与所述内模具配合限制所述罐体沿轴向窜动。
22.可选地,所述内模具中包括内模轴;
23.所述内模轴为偏心轴;
24.所述内模轴与所述浮动压头配合连接。
25.本技术第二方面提供一种自动螺牙系统,所述自动螺牙系统包括本技术第一方面提供的任意一项所述的螺牙装置、进罐输送机构、进罐星轮盘、主轮盘、出罐星轮盘以及出罐输送机构;
26.所述进罐输送机构、所述进罐星轮盘、所述主轮盘、所述出罐星轮盘以及所述出罐输送机构依次衔接;
27.所述螺牙装置的螺牙内模设置于所述主轮盘的空缺工位上,所述螺牙装置的螺牙外模设置于所述主轮盘外侧。
28.可选地,所述主轮盘上设置有8个工位,每个所述工位对应设置一个所述螺牙内模。
29.可选地,不同工位的所述螺牙内模之间通过升降顶杆与顶杆座组成一个整体。
30.可选地,还包括动力输入机构,所述动力输入机构与所述动力齿轮连接。
31.可选地,所述主轮盘的外侧设置有与所述螺牙装置的所述内模具底部的行星齿轮相啮合的固定外齿环。
32.从以上技术方案可以看出,本技术实施例具有以下优点:
33.本技术中,提供了一种螺牙装置,所述螺牙装置包括螺牙内模以及螺牙外模;所述螺牙内模包括与罐体匹配的内模具、浮动压头以及顶升旋转机构;所述内模具与所述罐体待螺牙位置对应设置有第一螺牙螺纹;所述内模具的底部设置有行星齿轮,所述行星齿轮通过所述内模具的内模轴与所述顶升旋转机构沿轴向固定连接;所述顶升旋转机构设置于所述内模具的下方,带动所述内模具升降与旋转;所述浮动压头设置于所述内模具的上方,与所述内模具配合限制所述罐体沿轴向窜动;所述螺牙外模包括固定设置于与所述罐体待螺牙位置等高的固定月牙形外牙模以及固定外齿环;所述固定月牙形外牙模上开设有与所述第一螺牙螺纹匹配的第二螺牙螺纹;所述行星齿轮与所述固定外齿环啮合;所述螺牙内模在顶升旋转机构的带动下沿所述固定月牙形外牙模公转。
34.本技术提供的螺牙装置,内模具通过顶升旋转机构驱动旋转并从下往上插入罐体之中,同时浮动压头从上往下压,压住罐体,配合限制罐体在高速成形旋转过程中沿轴向发生窜动,并配合螺牙外模将罐体罐口滚压成型,解决了对高速运动的金属罐体罐口进行加工时,罐体在成型过程中加工精度低,容易发生上下窜动而导致的乱牙,打滑以及开裂等一系列技术问题。
附图说明
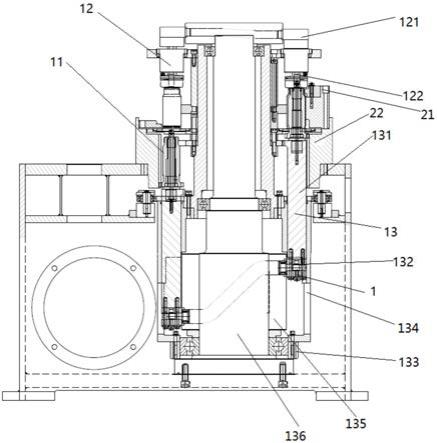
35.图1为本技术中一种螺牙装置的结构示意图;
36.图2为本技术中螺牙内模的结构示意图;
37.图3为本技术中螺牙外模的结构示意图;
38.图4为本技术中浮动压头的结构示意图;
39.图5为本技术中一种自动螺牙系统的结构示意图。
具体实施方式
40.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
41.本技术设计了一种螺牙装置及自动螺牙系统,解决了对高速运动的金属罐体罐口进行加工时,罐体在成型过程中加工精度低,容易发生上下窜动而导致的乱牙、打滑以及开裂等一系列技术问题。
42.为了便于理解,请参阅图1至图4,图1为本技术实施例中一种螺牙装置的结构示意图,具体为:
43.螺牙内模1包括与罐体匹配的内模具11、浮动压头12以及顶升旋转机构13;
44.内模具11与罐体待螺牙位置对应设置有第一螺牙螺纹14;
45.内模具11的底部设置有行星齿轮15,行星齿轮15通过内模具11的内模轴111与顶升旋转机构13沿轴向固定连接;
46.顶升旋转机构13设置于内模具11的下方,带动内模具11升降与旋转;
47.浮动压头12设置于内模具11的上方,与内模具11配合限制罐体沿轴向窜动;
48.螺牙外模2包括固定设置于与罐体待螺牙位置等高的固定月牙形外牙模21以及固定外齿环22;
49.固定月牙形外牙模21上开设有与第一螺牙螺纹14匹配的第二螺牙螺纹23;
50.行星齿轮15与固定外齿环22啮合;
51.螺牙内模1在顶升旋转机构13的带动下沿固定月牙形外牙模21公转。
52.需要说明的是,螺牙内模1的内模具11通过顶升旋转机构13从罐体底部插入罐体之中,同时浮动压头12从上往下,压住罐体,与内模具11配合限制罐体成形过程中沿轴向窜动,在顶升旋转机构13的旋转带动下,罐体在螺牙内模1与螺牙外模2的第二螺牙螺纹23配合滚压,在第一螺牙螺纹14位置滚压成型。
53.进一步地,顶升旋转机构13包括升降顶杆131、顶杆头132、顶升座134、顶杆凸轮135以及驱动顶升座134旋转的动力齿轮133;
54.升降顶杆131的顶部与内模轴111的底部固定连接,升降顶杆131的底部通过轴承将顶杆头132限制于顶杆凸轮135的凸轮槽内,动力齿轮133驱动顶杆座134基于顶杆凸轮135做圆周旋转运动,升降顶杆131沿顶杆凸轮135的凸轮槽做上下升降运动。
55.需要说明的是,升降顶杆131的底部设置有顶杆头132,顶杆头132限制于顶杆凸轮135的凸轮槽内,在顶杆凸轮135固定的情况下,动力齿轮133在电机与传动机构的驱动下带动顶杆座134沿主固定轴136旋转,实现公转,同时升降顶杆131与顶杆头132通过顶杆座134沿顶杆凸轮135旋转(公转),升降顶杆131按顶杆凸轮135的凸轮槽设定的位置上升与下降,同时控制内模轴111沿轴向升降。
56.进一步地,浮动压头12包括压头122、压轮轴123、固定座124、压头滑行块121与升
降凸轮125;
57.固定座124与压头122通过压轮轴123以及弹簧连接;
58.固定座124通过压头滑行块121与升降凸轮125的凸轮槽活动连接;
59.压头122沿升降凸轮125的凸轮槽做上下升降运动,且压头122的升降方向与升降顶杆131的升降方向相反;
60.浮动压头12与顶升旋转机构13同步旋转;
61.浮动压头12与内模具11配合限制罐体沿轴向窜动;
62.需要说明的是,在升降顶杆131上升带动内模具11进入罐体的同时,浮动压头12的压头122会随着升降顶杆131的上升而相反在浮动压头12的升降凸轮125的作用下下降压紧罐体,同时随着罐体螺牙成型过程中,罐高变低而随动下降,并在螺牙成型过程中始终压紧罐体,有效解决罐体在滚压成型过程中沿轴窜动导致乱牙等情况。而随着成型结束,内模从罐内下方退出,浮动压头12在压头122沿升降凸轮125的凸轮槽轨迹从上方离开成型好的罐体,使罐体方便平稳的离开主星轮进入出罐星轮盘,并由出罐星轮盘带出螺牙机。
63.进一步地,内模具11中包括内模轴111;
64.内模轴111为偏心轴;
65.内模轴111与旋转浮动压头12配合连接。
66.需要说明的是,罐体螺纹的深浅可以通过调节内模轴111来控制螺牙内模1和螺牙外模2之间的间隙实现,从而实现罐体螺纹的深浅调节,内模轴111与压轮轴123配合连接,增强内模成形时的结构刚性,避免结构刚性不足而导致的螺纹成形时牙深波动。
67.本技术提供的螺牙装置,通过与内模一体的行星齿轮在顶升旋转机构的驱动传动下做公转运动同时,在固定外齿环的作用下,内模沿外模做自转运动,解决了高速运动时罐体罐口成型过程中的螺牙中,滑牙等技术问题。
68.本技术提供的螺牙装置,内模具通过顶升旋转机构驱动旋转并从下往上插入罐体之中,同时浮动压头从上往下压,压住罐体,配合限制罐体在高速成形旋转过程中沿轴向发生窜动,并配合螺牙外模将罐体罐口滚压成型,解决了对高速运动的金属罐体罐口进行加工时,罐体在成型过程中加工精度低,容易发生上下窜动而导致的乱牙,打滑以及开裂等一系列技术问题。
69.请参阅图5,本申实施例还提供一种自动螺牙系统,自动螺牙系统包括本技术第一个实施例提供的任意一项的螺牙装置01、进罐输送机构02、进罐星轮盘03、主轮盘04、出罐星轮盘05以及出罐输送机构06;
70.进罐输送机构02、进罐星轮盘03、主轮盘04、出罐星轮盘05以及出罐输送机构06依次衔接;
71.螺牙装置01的螺牙内模1设置于主轮盘04的空缺工位上,螺牙装置01的螺牙外模2设置于主轮盘04外侧。
72.需要说明的是,如图5所示,进罐输送机构02通过输送机和进罐螺杆配合,将罐体输送至进罐星轮盘03的工位之中,进罐星轮盘03与主轮盘04配合实现罐体的输送。进入主轮盘04螺牙工位中的罐体,被螺牙工位上的螺牙装置01的螺牙内模1插入,同时浮动压头12下降压住罐体,并配合主轮盘04外侧的螺牙外模2滚压成型螺纹。在螺牙内模1退出罐体,浮动压头12上升放开罐体后,被主轮盘04输送至出罐星轮盘05的工位中,并通过出罐输送机
构06传输至下一个工艺装置,或进行存储。
73.进一步地,主轮盘04上设置有8个工位,每个工位对应设置一个螺牙内模1。
74.需要说明的是,主轮盘04上设置有8个螺牙工位,可以同时对多个罐体进行螺牙。
75.进一步地,不同工位的螺牙内模1之间通过升降顶杆131与顶杆座134组成一个整体。
76.需要说明的是,为了节省操作流程,不同工位的螺牙内模1之间通过升降顶杆131与顶杆座134连接为一个可旋转整体,升降顶杆131分布在升降凸轮的不同高度的凸轮槽的方位上,以此实现在主轮盘04进罐和出罐时,对应进罐工位以及出罐工位的螺牙内模1位于最低点区域。
77.进一步地,还包括动力输入机构,动力输入机构与动力齿轮133连接。
78.进一步地,主轮盘04的外侧设置有与螺牙装置01的内模具底部的齿轮15相啮合的固定外齿环22。
79.需要说明的是,动力齿轮133和固定外齿环22配合,在顶升旋转机构13沿主固定轴136公转的过程中,带动螺牙内模1沿内模轴11自转,并与固定月牙形外牙模21配合实现滚压成型,有效解决高速成形过程中的滑牙等现象。
80.本技术实施例提供的自动螺牙系统,通过固定月牙形外牙模,同时设置若干个沿固定月牙形外牙模做圆周公转运动的螺牙内模,螺牙内模在沿固定月牙形外牙模公转的同时在固定外齿环22的作用下同时基于内模轴做自转。整套自动螺牙系统使得进罐,内模就位,成型与内模退出,出罐等动作同时进行,大大缩短了整个动作周期,从而提高了产量,同时解决了对高速运动的金属罐体罐口进行加工时,罐体在成型过程中加工精度低,乱牙、打滑以及开裂等一系列技术问题。
81.以上所述,以上实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

