金刚石cvd钻锪复合麻花钻
技术领域
1.本实用新型涉及麻花钻领域,特别涉及一种金刚石cvd钻锪复合麻花钻。
背景技术:
2.在现有技术中,汽车发动机、新型柴油发动机零部件、航空航天器零部件、工程机械液压件气流孔、溢流孔及盲孔端面,其钛铝合金、硅铝合金、锌铝合金复合材料碳纤维等材料工件的深孔型面,都需要高效高速精密钻锪切削。
3.要保证好的高质量的圆孔面、端面、平面的精度,又要保证精密清晰光洁的表面质量,以利于精密装配及提高疲劳强度和可靠性。
4.由于工件钛铝合金、硅铝合金及锌铝合金复合材料碳纤维等材料结构成分复杂,总体硬度高。切削时,刀具的物理和化学磨损很大,很难加工,刀具使用很易磨损失效,被加工件难以保证较深工件面的高精度,而且工作量较大。
5.因此,一般硬质合金钻具钻锪不能胜任高效高速精密切削要求。
6.有鉴于此,本领域技术人员研制了一种金刚石cvd钻锪复合麻花钻,以克服上述技术问题。
技术实现要素:
7.本实用新型要解决的技术问题是为了克服现有技术中硬质合金钻具钻锪不能胜任高效高速精密切削要求的缺陷,提供一种金刚石cvd钻锪复合麻花钻。
8.本实用新型是通过下述技术方案来解决上述技术问题的:
9.一种金刚石cvd钻锪复合麻花钻,其特点在于,所述金刚石cvd钻锪复合麻花钻的长刃的后角为16度,所述长刃的螺旋升角为25度;
10.所述金刚石cvd钻锪复合麻花钻的左刀尖角为45度,所述金刚石cvd 钻锪复合麻花钻的左刀刃的刃宽为0.42mm,所述左刀刃的后角为15度。
11.根据本实用新型的一个实施例,所述金刚石cvd钻锪复合麻花钻的左端下斜刃偏角向内2.5度。
12.根据本实用新型的一个实施例,所述左端下斜刃的宽度为2.38mm。
13.根据本实用新型的一个实施例,所述左端下斜刃的后角为12度。
14.根据本实用新型的一个实施例,所述金刚石cvd钻锪复合麻花钻的左端上斜刃斜角为20度。
15.根据本实用新型的一个实施例,所述左端上斜刃的后角为12度。
16.根据本实用新型的一个实施例,所述左端上斜刃的横刃过中心0.25mm。
17.根据本实用新型的一个实施例,所述金刚石cvd钻锪复合麻花钻的刀刃刀槽部采用金刚石cvd涂层。
18.本实用新型的积极进步效果在于:
19.本实用新型金刚石cvd钻锪复合麻花钻具有如下诸多优势:
20.一、金刚石cvd(化学气相沉积)涂层材料,较低摩擦力比例,高传热导热性,高硬度,高耐用度,高抗物理磨损,高抗化学磨损,高抗月牙磨损,高抗机械磨损,高抗冷焊磨损等综多优异性能。
21.二、金刚石cvd刀具长刃后角16度,其螺旋升25度,可以大为增加刀刃切削排屑功能,减小切削力,切削轻快稳定,同时有很好的修光作用和切削避让干涉的作用,提高切削进给速度和效率及加工稳定性和加工精度。保证被切削面丝纹精密细致光滑,排屑通畅产生规则的极细切削纹理更加光滑,有压应力耐疲劳,有利于储油和封油。
22.三、左刀尖角45度,其刃宽为0.42毫米,后角为15度,使刀具具有较好抗冲击性和很好的切削锋利性,同时又可以使pcd刀具稳定进给切削,可以高速高效精密地加工钛铝合金、硅铝合金、锌铝合金复合材料碳纤维等材料工件高精度的加工面,保证加工质量,减小刀具刀刃的机械磨损,并有很好的刀具寿命。同时提高被加工件质量,能够抵抗迎面切削的冲击,又使切削较为轻快,并且能耐受强力快速排屑的冲击磨擦。
23.四、左端下斜刃偏角向内2.5度,其宽度为2.38毫米,其后角为12度,具有很好的定心锪削切削作用,保证精密加工质量。
24.五、左端上斜刃斜角20度,其后角为12度,其横刃过中心0.25毫米,具有较好的钻削切削功能,钻削切削力较小,钻削效率高和钻削精度高。
附图说明
25.本实用新型上述的以及其他的特征、性质和优势将通过下面结合附图和实施例的描述而变的更加明显,在附图中相同的附图标记始终表示相同的特征,
26.其中:
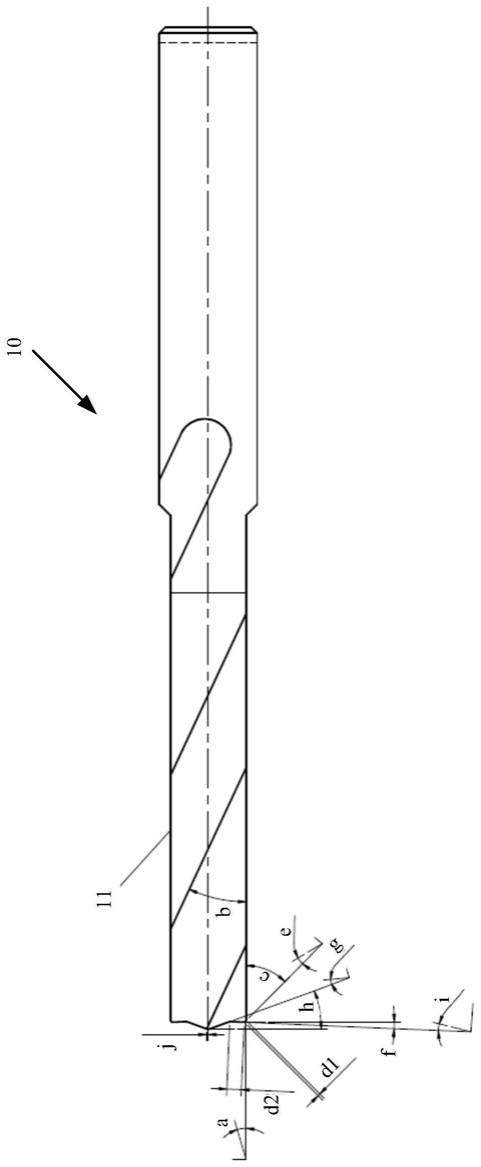
27.图1为本实用新型金刚石cvd钻锪复合麻花钻的结构示意图。
28.【附图标记】
29.金刚石cvd钻锪复合麻花钻
ꢀꢀꢀꢀꢀ
10
30.长刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
31.后角
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
a
32.螺旋升角
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
b
33.左刀尖角
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
c
34.左刀刃的刃宽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
d1
35.所述左刀刃的后角
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
e
36.左端下斜刃偏角
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
f
37.左端下斜刃的宽度
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
d2
38.左端下斜刃的后角
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
g
39.左端上斜刃斜角
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
h
40.左端上斜刃的后角
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
i
41.左端上斜刃的横刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
j
具体实施方式
42.为让本实用新型的上述目的、特征和优点能更明显易懂,以下结合附图对本实用
新型的具体实施方式作详细说明。
43.现在将详细参考附图描述本实用新型的实施例。现在将详细参考本实用新型的优选实施例,其示例在附图中示出。在任何可能的情况下,在所有附图中将使用相同的标记来表示相同或相似的部分。
44.此外,尽管本实用新型中所使用的术语是从公知公用的术语中选择的,但是本实用新型说明书中所提及的一些术语可能是申请人按他或她的判断来选择的,其详细含义在本文的描述的相关部分中说明。
45.此外,要求不仅仅通过所使用的实际术语,而是还要通过每个术语所蕴含的意义来理解本实用新型。
46.图1为本实用新型金刚石cvd钻锪复合麻花钻的结构示意图。
47.如图1所示,本实用新型公开了一种金刚石cvd钻锪复合麻花钻10,其中,金刚石cvd钻锪复合麻花钻10的长刃11的后角a为16度,长刃11的螺旋升角b为25度。金刚石cvd钻锪复合麻花钻10的左刀尖角c为45度,金刚石cvd钻锪复合麻花钻10的左刀刃的刃宽d1为0.42mm,所述左刀刃的后角e为15度。
48.优选地,金刚石cvd钻锪复合麻花钻10的左端下斜刃偏角f向内2.5度。左端下斜刃的宽度d2为2.38mm。左端下斜刃的后角g为12度。
49.优选地,金刚石cvd钻锪复合麻花钻10的左端上斜刃斜角h为20度。左端上斜刃的后角i为12度。左端上斜刃的横刃j过中心0.25mm。
50.进一步优选地,金刚石cvd钻锪复合麻花钻10的刀刃刀槽部采用金刚石 cvd涂层。
51.根据上述描述,本实用新型金刚石cvd钻锪复合麻花钻采用精密定位钻锪加工的金刚石cvd钻锪复合麻花钻,其可以高速精密钻锪切削加工钛铝合金、硅铝合金、锌铝复合材料碳纤维等材料工件的高质量圆孔面、端面和平面, 并达到精密精度和长耐用度的要求。
52.综上所述,本实用新型金刚石cvd钻锪复合麻花钻具有如下诸多优势:
53.一、金刚石cvd(化学气相沉积)涂层材料,较低摩擦力比例,高传热导热性,高硬度,高耐用度,高抗物理磨损,高抗化学磨损,高抗月牙磨损,高抗机械磨损,高抗冷焊磨损等综多优异性能。
54.二、金刚石cvd刀具长刃后角16度,其螺旋升25度,可以大为增加刀刃切削排屑功能,减小切削力,切削轻快稳定,同时有很好的修光作用和切削避让干涉的作用,提高切削进给速度和效率及加工稳定性和加工精度。保证被切削面丝纹精密细致光滑,排屑通畅产生规则的极细切削纹理更加光滑,有压应力耐疲劳,有利于储油和封油。
55.三、左刀尖角45度,其刃宽为0.42毫米,后角为15度,使刀具具有较好抗冲击性和很好的切削锋利性,同时又可以使pcd刀具稳定进给切削,可以高速高效精密地加工钛铝合金、硅铝合金、锌铝合金复合材料碳纤维等材料工件高精度的加工面,保证加工质量,减小刀具刀刃的机械磨损,并有很好的刀具寿命。同时提高被加工件质量,能够抵抗迎面切削的冲击,又使切削较为轻快,并且能耐受强力快速排屑的冲击磨擦。
56.四、左端下斜刃偏角向内2.5度,其宽度为2.38毫米,其后角为12度,具有很好的定心锪削切削作用,保证精密加工质量。
57.五、左端上斜刃斜角20度,其后角为12度,其横刃过中心0.25毫米,具有较好的钻
削切削功能,钻削切削力较小,钻削效率高和钻削精度高。
58.虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这些仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式作出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

