:
1.本发明涉及一种微强化同心麻花钻,该微强化同心麻花钻用于机械加工的钻铣工艺及钳工维修中,所有的机械产品上螺杆联接的都需要钻孔,目前的加工材料普遍的材质硬度高,粘度大,对麻花钻的要求也越来越高,需要高强度,高效率,长寿命的麻花钻。
背景技术:
2.目前,机械加工中使用的钻孔刀具由横刃,切削刃,螺旋切削刃,侧刃构成,切削刃在一个螺旋切削面上,呈单一的同位切削结构,切削刃在旋转切削的离心力传导范围内,切削刃同时受到旋转切削力和中心向外的传导力,在双力作用下切削刃和螺旋切削刃相交处的刃口总是极易损坏,现有孔加工刀具在钻孔时由于结构并不绝对平衡而出现摆动现象,单纯靠螺旋切削面稳定刀具造成螺旋切削面和螺旋切削刃损坏,人们普遍的认识是表面越光滑强度越高,新的理论则是有微小间隙的面强度更高,因此,现有孔加工刀具效率低,易损坏,稳定性差,钻孔精度差。
技术实现要素:
3.本发明就是鉴于上述的问题而开发的新产品,以提供一种微强化同心麻花钻,该种刀具具有阻断传导力的功能,高稳定性,高效率,超低阻,高强度,超长寿命,且在钻削加工时容易定位,钻孔精度高,人们普遍的认识是表面越光滑强度越高,最近几年的新的理论则是有微小间隙的面强度更高,经过实验验证在常规物理状态下的切削工具上,毫米量级有最明显的高强度特性即毫米强度,本发明是在麻花钻上进行微强化和同心钻技术的应用。
4.为达到上述目的,本发明采用下述技术方案:
5.微强化同心麻花钻,涉及用于机械加工的钻孔刀具,包括刀具柄和刀具头,刀具头一体地设置有至少两个螺旋条,在每个螺旋条的朝向切削方向的面形成为螺旋切削面,沿螺旋切削面外边缘向后的面为螺旋副切削面,螺旋切削面与螺旋副切削面相交形成有螺旋切削刃,螺旋条的轴向前端顶面侧的面形成为后切削面,至少两侧的后切削面相交形成有横刃,螺旋切削面与后切削面相交形成有切削刃,螺旋副切削面与后切削面相交形成有侧刃,
6.本发明是在普通麻花钻上进行对称的同心钻和微强化技术的设置,
7.其特征在于:在所述微强化同心麻花钻轴向中心区域两侧的螺旋切削面上对称的设置立起的微强化中心钻延伸至后切削面并凸出的形成钻中心孔刀具;所述的微强化中心钻的内侧凸起的设置有微强化中心切削面,所述的微强化中心切削面延伸至轴向前方与后切削面相交形成微强化同心麻花钻的微强化中心钻孔刃;
8.和一体地在轴向中心两侧的螺旋切削面的中心区域,对称的设置立起的微强化扩孔钻;所述的微强化扩孔钻的内侧形成凸起的扩孔切削面;所述的扩孔切削面延伸至前方与后切削面相交形成有扩孔切削刃。
9.微强化同心麻花钻,涉及用于机械加工的钻孔刀具,包括刀具柄和刀具头,刀具头一体地设置有至少两个螺旋条,在每个螺旋条的朝向切削方向的面形成为螺旋切削面,沿螺旋切削面外边缘向后的面为螺旋副切削面,螺旋切削面与螺旋副切削面相交形成有螺旋切削刃,螺旋条的轴向前端顶面侧的面形成为后切削面,至少两侧的后切削面相交形成有横刃,螺旋切削面与后切削面相交形成有切削刃,螺旋副切削面与后切削面相交形成有侧刃,
10.本发明是在普通麻花钻上进行对称的同心钻,锋锐的微强化技术的高强度螺旋切削刃的设置,
11.其特征在于:在所述微强化同心麻花钻轴向中心区域两侧的螺旋切削面上对称的设置立起的微强化中心钻延伸至后切削面并凸出的形成钻中心孔刀具;所述的微强化中心钻的内侧凸起的设置以毫米为单位的微强化中心切削面,所述的微强化中心切削面延伸至轴向前方与后切削面相交形成微强化同心麻花钻的微强化中心钻孔刃;
12.和一体地在微强化同心麻花钻的两侧,分别沿螺旋切削刃向内侧轴向中心方向的螺旋切削面上凹陷的设置微强化耐磨槽;微强化耐磨槽的底部沿螺旋切削刃形成有具有毫米强度的微强化耐磨切削面,微强化耐磨切削面的内侧立起的设置微强化耐磨台;所述的微强化耐磨切削面延伸至前方与后切削面相交形成有微强化耐磨切削刃。
13.微强化同心麻花钻,涉及用于机械加工的钻孔刀具,包括刀具柄和刀具头,刀具头一体地设置有至少两个螺旋条,在每个螺旋条的朝向切削方向的面形成为螺旋切削面,沿螺旋切削面外边缘向后的面为螺旋副切削面,螺旋切削面与螺旋副切削面相交形成有螺旋切削刃,螺旋条的轴向前端顶面侧的面形成为后切削面,至少两侧的后切削面相交形成有横刃,螺旋切削面与后切削面相交形成有切削刃,螺旋副切削面与后切削面相交形成有侧刃,
14.本发明是在普通麻花钻上进行对称的同心钻,锋锐的微强化技术的高强度螺旋切削刃的设置,
15.其特征在于:在所述微强化同心麻花钻在轴向中心两侧的螺旋切削面的中心区域,对称的设置立起的微强化扩孔钻;所述的微强化扩孔钻的内侧形成凸起的扩孔切削面;所述的扩孔切削面延伸至前方与后切削面相交形成有扩孔切削刃;
16.和一体地沿螺旋切削刃向内侧轴向中心方向的螺旋切削面上凹陷的设置微强化耐磨槽;微强化耐磨槽的底部沿螺旋切削刃形成有具有毫米强度的微强化耐磨切削面,微强化耐磨切削面的内侧立起的设置微强化耐磨台;所述的微强化耐磨台延伸至前方与后切削面相交形成有微强化耐磨钻;所述的微强化耐磨切削面延伸至前方与后切削面相交形成有微强化耐磨切削刃。
17.微强化同心麻花钻,涉及用于机械加工的钻孔刀具,包括刀具柄和刀具头,刀具头一体地设置有至少两个螺旋条,在每个螺旋条的朝向切削方向的面形成为螺旋切削面,沿螺旋切削面外边缘向后的面为螺旋副切削面,螺旋切削面与螺旋副切削面相交形成有螺旋切削刃,螺旋条的轴向前端顶面侧的面形成为后切削面,至少两侧的后切削面相交形成有横刃,螺旋切削面与后切削面相交形成有切削刃,螺旋副切削面与后切削面相交形成有侧刃,
18.本发明是在普通麻花钻上进行对称的同心钻,锋锐的微强化技术的高强度螺旋切
削刃的设置,
19.其特征在于:在所述微强化同心麻花钻轴向中心区域两侧的螺旋切削面上对称的设置立起的微强化中心钻延伸至后切削面并凸出的形成钻中心孔刀具;所述的微强化中心钻的内侧凸起的设置有微强化中心切削面,所述的微强化中心切削面延伸至轴向前方与后切削面相交形成微强化同心麻花钻的微强化中心钻孔刃;
20.和一体地在轴向中心两侧的螺旋切削面的中心区域,对称的设置立起的微强化扩孔钻;所述的微强化扩孔钻的内侧形成凸起的扩孔切削面;所述的扩孔切削面延伸至前方与后切削面相交形成有扩孔切削刃;
21.和一体地沿螺旋切削刃向内侧轴向中心方向的螺旋切削面上凹陷的设置微强化耐磨槽;微强化耐磨槽的底部沿螺旋切削刃形成有具有毫米强度的微强化耐磨切削面,微强化耐磨切削面的内侧立起的设置微强化耐磨台;所述的微强化耐磨台延伸至前方与后切削面相交形成有微强化耐磨钻;所述的微强化耐磨切削面延伸至前方与后切削面相交形成有微强化耐磨切削刃。
22.优选地,所述的微强化耐磨切削面与螺旋副切削面的夹角小于等于螺旋副切削面与螺旋副切削面的夹角。
23.优选地,所述的微强化耐磨切削刃与侧刃形成的夹角小于等于螺旋副切削面与侧刃形成的夹角。
24.优选地,所述的微强化同心麻花钻两侧的后切削面在轴向中心相交形成有横刃,所述的微强化同心麻花钻的横刃的两侧倒角形成有倒角面和减小的横刃;
25.或所述的微强化同心麻花钻的横刃的两侧倒角形成有倒角面和无横刃的尖刃。
26.优选地,所述的微强化同心麻花钻的刀具柄和刀具头的螺旋条中设置有冷却孔。
27.优选地,所述的微强化同心麻花钻从中心横刃开始以向外侧的侧刃方向的后切削面上高度降低的方式设置至少一级或多级台阶。
28.优选地,所述的微强化同心麻花钻的切削刃上设置有至少一个或多个凹口刃,
29.所述的凹口刃向后切削面延伸形成有至少一个或多个凹槽。
30.优选地,所述微强化同心麻花钻沿轴向中心两侧的螺旋切削面上对称的设置有微强化同心中心钻和微强化同心中心切削面,微强化同心中心切削面沿螺旋切削面延伸至轴向前端与后切削面相交形成有中心孔同心切削刃。
31.优选地,所述的微强化同心麻花钻两侧的螺旋切削面上分别对称的设置有在中心位置立起的微强化同心扩孔钻和凸起的同心扩孔切削面;所述同心扩孔切削面沿螺旋切削面延伸至轴向前端与后切削面相交形成有同心扩孔切削刃。
32.优选地,所述的微强化同心麻花钻的两侧螺旋切削面上沿轴向中心对称的设置有沿螺旋切削刃凹陷的微强化同心耐磨槽;
33.所述微强化同心麻花钻的微强化同心耐磨槽中设置有微强化同心耐磨台和微强化同心耐磨切削面;微强化同心耐磨切削面沿螺旋切削面延伸至轴向前端与后切削面相交形成有微强化同心耐磨切削刃。
34.优选地,所述微强化同心麻花钻沿轴向中心两侧的螺旋切削面上对称的设置有微强化中心钻和微强化心中心切削面。
35.优选地,所述微强化同心麻花钻的微强化心中心切削面沿螺旋切削面延伸至轴向
前端与后切削面相交形成有中心钻孔刃。
36.优选地,所述微强化同心麻花钻沿轴向中心两侧的螺旋切削面上对称的设置有微强化同心钻和微强化同心切削面,微强化同心切削面沿螺旋切削面延伸至轴向前端与后切削面相交形成有中心钻孔刃。
37.优选地,所述的微强化同心麻花钻始终凸出在微强化同心麻花钻的轴向中心区域并形成凸起的钻中心孔刀具。
38.优选地,所述微强化同心麻花钻的微强化中心钻的微强化同心切削面至螺旋切削面的高度小于等于微强化同心麻花钻直径的十分之一。
39.优选地,所述的微强化中心钻或微强化同心钻具有减小阻力和提高效率的效果。
40.优选地,所述的微强化同心麻花钻上沿轴向中心对称的设置有在螺旋切削面的中心区域上立起的微强化心扩孔钻和凸起的同心扩孔切削面。
41.优选地,所述的微强化同心麻花钻的扩孔切削面沿螺旋切削面延伸至轴向前端与后切削面相交形成有扩孔切削刃。
42.优选地,所述的微强化同心麻花钻上沿轴向中心对称的设置有在螺旋切削面的中心区域上立起的微强化同心扩孔钻和凸起的同心扩孔切削面;所述同心扩孔切削面沿螺旋切削面延伸至轴向前端与后切削面相交形成有同心扩孔切削刃。
43.优选地,所述微强化同心麻花钻的微强化扩孔钻至螺旋切削面的高度小于等于微强化同心麻花钻直径的十分之一。
44.优选地,所述的微强化扩孔钻或微强化扩孔钻具有平衡稳定的效果。
45.优选地,所述的微强化同心麻花钻的两侧螺旋切削面上沿轴向中心对称的设置有沿螺旋切削刃凹陷的微强化耐磨槽。
46.优选地,所述微强化同心麻花钻的微强化耐磨槽中设置有微强化耐磨台和微强化耐磨切削面。
47.优选地,所述的微强化同心麻花钻的微强化耐磨切削面沿螺旋切削面延伸至轴向前端与后切削面相交形成有微强化耐磨切削刃。
48.优选地,所述微强化同心麻花钻的微强化耐磨切削面与螺旋副切削面的夹角小于或等于螺旋切削面与螺旋副切削面的夹角。
49.优选地,所述微强化同心麻花钻的微强化耐磨切削面与螺旋副切削面的夹角小于螺旋切削面与螺旋副切削面的夹角。
50.优选地,所述微强化同心麻花钻的微强化同心耐磨切削面与螺旋副切削面的夹角等于螺旋切削面与螺旋副切削面的夹角。
51.优选地,所述微强化同心麻花钻的微强化同心耐磨切削面沿螺旋切削面延伸至轴向前端与后切削面相交形成有微强化同心耐磨切削刃。
52.优选地,所述的微强化同心麻花钻的两侧螺旋切削面上沿轴向中心对称的设置有沿螺旋切削刃凹陷的微强化同心耐磨槽;
53.所述微强化同心麻花钻的微强化同心耐磨槽中设置有微强化同心耐磨台和微强化同心耐磨切削面。
54.优选地,所述的微强化同心麻花钻的微强化同心耐磨切削面沿螺旋切削面延伸至轴向前端与后切削面相交形成有微强化同心耐磨切削刃。
55.优选地,所述微强化同心麻花钻的微强化同心耐磨台的高度小于等于1毫米。
56.优选地,所述微强化同心麻花钻的微强化耐磨切削面的宽度小于或等于微强化同心麻花钻直径的六分之一。
57.优选地,所述微强化同心麻花钻的微强化耐磨切削面与螺旋副切削面的夹角的缩小有利于提高微强化同心麻花钻的的切削效率。
58.优选地,所述的微强化耐磨槽或微强化同心耐磨槽具有延长使用寿命的效果。
59.优选地,所述微强化同心麻花钻的微强化中心钻延伸至前端与后切削面相交形成微强化的侧刃。
60.优选地,所述微强化同心麻花钻的微强化扩孔钻延伸至前端与后切削面相交形成微强化的侧刃。
61.优选地,所述微强化同心麻花钻的微强化耐磨台延伸至前端与后切削面相交形成微强化的侧刃。
62.优选地,所述的微强化同心麻花钻两侧的后切削面在轴向中心相交形成有横刃,所述的微强化同心麻花钻的横刃的两侧倒角形成有倒角面和减小的横刃;
63.或所述的微强化同心麻花钻的横刃的两侧倒角形成有倒角面和无横刃的尖刃。
64.优选地,所述的微强化同心麻花钻的刀具柄和刀具头的螺旋条中设置有冷却孔。
65.优选地,所述的微强化同心麻花钻从中心横刃开始以向外侧的侧刃方向的后切削面上高度降低的方式设置至少一级台阶或多级台阶。
66.优选地,所述的微强化同心麻花钻的切削刃上设置有至少一个凹口刃或多个凹口刃,
67.所述的凹口刃向后切削面延伸形成有至少一个凹槽或多个凹槽。
68.优选地,在所述的微强化同心麻花钻最外侧的切削刃与螺旋副切削刃相交的夹角为锐角或直角,或钝角。
69.优选地,所述的微强化同心麻花钻轴向中心两侧的螺旋切削面上至少有一组凸起的结构是对称的,并且是在公差范围内的。
70.有益效果:
71.在钻床上进行的对比实验中,以直径20毫米的麻花钻为实验,同为m35的含钴高速钢,同时热处理,同批次生产,钻孔对象为锻打调质的齿轮精车加工价,钻孔深度35mm,盲孔,普通结构的麻花钻转速和进刀量达到极限的情况下,微强化同心麻花钻还可以提高转速40%以上,提高进刀量40%以上,综合钻孔效率提高0.96倍以上,钻孔数量微强化同心麻花钻比普通结构的麻花钻多增加十
‑
三十倍。
附图说明:
72.本发明的技术方案和优点将通过结合附图进行详细的说明,在该附图中:
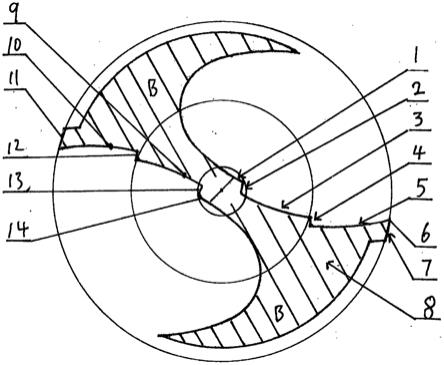
73.图1是本发明的第一实施方式的微强化同心麻花钻的俯视剖面示意图。
74.图2是本发明的第二实施方式的微强化同心麻花钻的俯视剖面示意图。
75.图3是本发明的第三实施方式的微强化同心麻花钻的俯视剖面示意图。
76.图4是本发明的第三实施方式的微强化同心麻花钻的局部结构示意图。
77.图5是本发明的第四实施方式的微强化同心麻花钻的俯视剖面示意图。
具体实施方式:
78.下面将结合附图详细地说明本发明的微强化同心麻花钻的优选实施方式,在实施方式1
‑
4中主要以具有两个螺旋条的刀具为例进行说明。
79.实施方式1:
80.如图1所示,本发明的第一实施方式的微强化同心麻花钻,涉及用于机械加工的钻孔刀具,包括刀具柄(未示出)和刀具头,刀具头一体地设置有至少两个螺旋条b,在每个螺旋条b的朝向切削方向的面形成为螺旋切削面5,螺旋切削面5边缘外侧后面侧的面为螺旋副切削面7,螺旋切削面5与螺旋副切削面7相交形成有螺旋切削刃6,螺旋切削面5的轴向前端背面侧的面形成为后切削面8,至少两侧的后切削面8相交形成有横刃a,螺旋切削面5与后切削面8相交形成有切削刃10,螺旋副切削面7与后切削面8相交形成有侧刃11,
81.本发明是在普通麻花钻上进行对称的同心钻和微强化技术的设置,
82.在所述微强化同心麻花钻轴向中心o区域两侧的螺旋切削面5上对称的设置立起的微强化中心钻2;所述的微强化中心钻2始终凸出在微强化同心麻花钻的轴向中心区域并形成凸出的钻中心孔刀具13;所述的微强化中心钻的内侧凸起的设置以毫米为单位的微强化中心切削面1,所述的微强化中心切削面1延伸至轴向前方与后切削面相交形成微强化同心麻花钻的微强化中心钻孔刃14;
83.和一体地在微强化同心麻花钻上在两侧沿轴向中心o方向螺旋延伸的螺旋切削面5的中心区域,对称的设置立起的微强化扩孔钻12;所述的微强化扩孔钻12的内侧形成凸起的扩孔切削面3;所述的扩孔切削面3延伸至前方与后切削面8相交形成有扩孔切削刃9。
84.所述微强化同心麻花钻沿轴向中心两侧的螺旋切削面5上对称的设置微强化同心中心钻13和微强化同心中心切削面1。
85.所述微强化同心麻花钻的微强化同心中心切削面1沿螺旋切削面延伸至轴向前端与后切削面8相交形成有中心孔切削刃14。
86.所述的微强化同心麻花钻始终凸出在微强化同心麻花钻的轴向中心区域并形成凸起的钻中心孔刀具。
87.所述微强化同心麻花钻的微强化中心钻的微强化同心中心切削面1至螺旋切削面5的高度小于等于微强化同心麻花钻直径的十分之一。
88.所述的微强化中心钻13或微强化同心中心钻13具有减小阻力和提高效率的效果。
89.所述的微强化同心麻花钻上沿轴向中心对称的设置有在螺旋切削面5的中心区域上立起的微强化同心扩孔钻12和凸起的同心扩孔切削面3。
90.所述的微强化同心麻花钻的同心扩孔切削面3沿螺旋切削面5延伸至轴向前端与后切削面8相交形成有扩孔切削刃9。
91.所述微强化同心麻花钻的微强化同心扩孔钻12至螺旋切削面的高度小于等于微强化同心麻花钻直径的十分之一。
92.所述的微强化扩孔钻或微强化同心扩孔钻12具有平衡稳定的效果。
93.由于沿轴向中心两侧的螺旋切削面5上设置了对称的微强化中心钻2和内侧凸起的微强化中心切削面1,微强化耐磨槽21中设置有微强化耐磨台15和微强化耐磨切削面16,因此有效的保持了微强化同心麻花钻的稳定性,减少了微强化同心麻花钻切削刃的磨损,有利于持续保持刀具切削刃的锋利,提高切削效率。
94.在钻床上进行的对比实验中,以直径10.5的微强化同心麻花钻为实验,同为m35的含钴高速钢,同时热处理,同批次生产,钻孔对象为锻打调质的齿轮精车加工价,钻孔深度35mm,盲孔,微强化同心麻花钻的螺旋分孔切削面24宽2.5mm,螺旋分孔台23高0.8mm,在普通结构的微强化同心麻花钻转速和进刀量达到极限的情况下,微强化同心麻花钻还可以提高转速40%,提高进刀量40%,综合钻孔效率提高0.96倍,普通结构的微强化同心麻花钻钻孔312个,微强化同心麻花钻钻孔4376个,钻孔数量比微强化同心麻花钻比普通结构的微强化同心麻花钻多增加十四倍多。
95.实施方式2:
96.如图2,图3所示,本发明的第二实施方式的微强化同心麻花钻,本发明的实施方式实在第一实施方式的基础上进行综合运用,涉及用于机械加工的钻孔刀具,包括刀具柄(未示出)和刀具头,刀具头一体地设置有至少两个螺旋条b,在每个螺旋条b的朝向切削方向的面形成为螺旋切削面5,螺旋切削面5边缘外侧后面侧的面为螺旋副切削面7,螺旋切削面5与螺旋副切削面7相交形成有螺旋切削刃6,螺旋切削面5的轴向前端背面侧的面形成为后切削面8,至少两侧的后切削面8相交形成有横刃a,螺旋切削面5与后切削面8相交形成有切削刃10,螺旋副切削面7与后切削面8相交形成有侧刃11,
97.本发明是在普通麻花钻上进行对称的同心钻,锋锐的微强化技术的高强度螺旋切削刃的设置,
98.在所述微强化同心麻花钻轴向中心o区域两侧的螺旋切削面5上对称的设置立起的微强化中心钻2;所述的微强化中心钻2始终凸出在微强化同心麻花钻的轴向中心区域并形成凸出的钻中心孔刀具13;所述的微强化中心钻的内侧凸起的设置以毫米为单位的微强化中心切削面1,所述的微强化中心切削面1延伸至轴向前方与后切削面相交形成微强化同心麻花钻的微强化中心钻孔刃14;
99.和一体地在微强化同心麻花钻的两侧,分别沿螺旋切削刃6向内侧轴向中心o方向的螺旋切削面5上凹陷的设置微强化耐磨槽16;微强化耐磨槽16的底部沿螺旋切削刃6形成有具有毫米强度的微强化耐磨切削面17,微强化耐磨切削面17的内侧立起的设置微强化耐磨台15;所述的微强化耐磨切削面17延伸至前方与后切削面相8交形成有微强化耐磨切削刃18。
100.所述微强化同心麻花钻沿轴向中心两侧的螺旋切削面5上对称的设置微强化同心中心钻13和微强化同心中心切削面1。
101.所述微强化同心麻花钻的微强化同心中心切削面1沿螺旋切削面延伸至轴向前端与后切削面8相交形成有中心孔切削刃14。
102.所述微强化同心麻花钻的微强化中心钻13的微强化同心中心切削面1至螺旋切削面5的高度小于等于微强化同心麻花钻直径的十分之一。
103.所述的微强化中心钻13或微强化同心中心钻13具有减小阻力和提高效率的效果。
104.所述的微强化同心麻花钻的两侧螺旋切削面5上沿轴向中心对称的设置有沿螺旋切削刃6凹陷的微强化同心耐磨槽16。
105.所述微强化同心麻花钻的微强化同心耐磨槽16中设置有微强化同心耐磨台15和微强化同心耐磨切削面17。
106.所述微强化同心麻花钻的微强化耐磨切削面17与螺旋副切削面7的夹角α2等于螺
旋切削面5与螺旋副切削面7的夹角α1。
107.所述微强化同心麻花钻的微强化耐磨切削面17与螺旋副切削面7的夹角α2小于螺旋切削面5与螺旋副切削面7的夹角α1。
108.所述的微强化同心麻花钻的微强化同心耐磨切削面17沿螺旋切削面5延伸至轴向前端与后切削面8相交形成有微强化同心耐磨切削刃18。
109.所述的微强化耐磨槽16或微强化同心耐磨槽16具有延长使用寿命的效果。
110.所述微强化同心麻花钻上的沿轴向中心两侧的螺旋切削面5上对称的设置微强化耐磨切削面17。
111.所述微强化同心麻花钻的微强化同心耐磨台15的高度小于等于1毫米。
112.所述微强化同心麻花钻的微强化耐磨切削面17的宽度小于或等于微强化同心麻花钻直径的六分之一。
113.通过上述设置相当于在钻孔过程中先打了工艺孔再进行钻削,由于是在同一刀具上的设置因此有很高的稳定性,相比普通扩孔钻具有更加稳定的优势,因此具备高效率的优势钻孔精度也更高。
114.由于微强化同心麻花钻的微强化耐磨切削面16与螺旋副切削面5的夹角α2小于螺旋切削面3与螺旋副切削面5的夹角α1,因此设置有微强化耐磨槽21或微强化同心耐磨槽21的微强化同心麻花钻阻力小,切削效率更高。
115.由于沿轴向中心两侧的螺旋切削面3上设置了对称的微强化中心钻2和内侧凸起的微强化中心切削面1,微强化耐磨槽21中设置有微强化耐磨台15和微强化耐磨切削面16,因此有效的保持了微强化同心麻花钻的稳定性,减少了微强化同心麻花钻切削刃的磨损,有利于持续保持刀具切削刃的锋利,提高切削效率。
116.在钻床上进行的对比实验中,以直径10.0的微强化同心麻花钻为实验,同为m35的含钴高速钢,同时热处理,同批次生产,钻孔对象为锻打调质的齿轮精车加工价,钻孔深度35mm,盲孔,微强化同心麻花钻的螺旋切削面13宽3.5mm,螺旋阶梯中心台10高0.6mm,在普通结构的微强化同心麻花钻转速和进刀量达到极限的情况下,微强化同心麻花钻还可以提高转速40%,提高进刀量40%,综合钻孔效率提高0.96倍,普通结构的微强化同心麻花钻钻孔312个,微强化同心麻花钻钻孔3798个,钻孔数量比微强化同心麻花钻比普通结构的微强化同心麻花钻多增加十二倍多。
117.根据上述实验结果微强化同心麻花钻的使用效率很高但是使用寿命明显不如外侧设置扩孔切削面13和微强化扩孔钻14的效果更好,但是该种结构比普通微强化同心麻花钻还是有延长使用寿命和提高效率的效果。
118.实施方式3:
119.如图3所示,本发明的第三实施方式的微强化同心麻花钻,本发明的实施方式实在第一
‑
二实施方式的基础上进行综合运用,涉及用于机械加工的钻孔刀具,包括刀具柄(未示出)和刀具头,刀具头一体地设置有至少两个螺旋条b,在每个螺旋条b的朝向切削方向的面形成为螺旋切削面5,螺旋切削面5边缘外侧后面侧的面为螺旋副切削面7,螺旋切削面5与螺旋副切削面7相交形成有螺旋切削刃6,螺旋切削面5的轴向前端背面侧的面形成为后切削面8,至少两侧的后切削面8相交形成有横刃a,螺旋切削面5与后切削面8相交形成有切削刃10,螺旋副切削面7与后切削面8相交形成有侧刃11,
120.本发明是在普通麻花钻上进行对称的同心钻,锋锐的微强化技术的高强度螺旋切削刃的设置,
121.在微强化同心麻花钻上在两侧沿轴向中心o方向螺旋延伸的螺旋切削面5的中心区域,对称的设置立起的微强化扩孔钻12;所述的微强化扩孔钻12的内侧形成凸起的扩孔切削面3;所述的扩孔切削面3延伸至前方与后切削面8相交形成有扩孔切削刃9;
122.和一体地在微强化同心麻花钻的两侧,分别沿螺旋切削刃6向内侧轴向中心o方向的螺旋切削面5上凹陷的设置微强化耐磨槽16;微强化耐磨槽16的底部沿螺旋切削刃6形成有具有毫米强度的微强化耐磨切削面17,微强化耐磨切削面17的内侧立起的设置微强化耐磨台15;所述的微强化耐磨切削面17延伸至前方与后切削面相8交形成有微强化耐磨切削刃18。
123.所述的微强化同心麻花钻上沿轴向中心对称的设置有在螺旋切削面的中心区域上立起的微强化同心扩孔钻和凸起的同心扩孔切削面。
124.所述的微强化同心麻花钻的同心扩孔切削面沿螺旋切削面延伸至轴向前端与后切削面相交形成有扩孔切削刃。
125.所述微强化同心麻花钻的微强化同心扩孔钻至螺旋切削面的高度小于等于微强化同心麻花钻直径的十分之一。
126.所述的微强化扩孔钻或微强化同心扩孔钻具有平衡稳定的效果。
127.所述的微强化同心麻花钻的两侧螺旋切削面上沿轴向中心对称的设置有沿螺旋切削刃凹陷的微强化同心耐磨槽。
128.所述微强化同心麻花钻的微强化同心耐磨槽中设置有微强化同心耐磨台和微强化同心耐磨切削面。
129.所述微强化同心麻花钻的微强化耐磨切削面与螺旋副切削面的夹角小于或等于螺旋切削面与螺旋副切削面的夹角。
130.所述微强化同心麻花钻的微强化耐磨切削面与螺旋副切削面的夹角小于螺旋切削面与螺旋副切削面的夹角。
131.所述微强化同心麻花钻的微强化同心耐磨切削面与螺旋副切削面的夹角等于螺旋切削面与螺旋副切削面的夹角。
132.所述的微强化同心麻花钻的微强化同心耐磨切削面沿螺旋切削面延伸至轴向前端与后切削面相交形成有微强化同心耐磨切削刃。
133.所述的微强化耐磨槽或微强化同心耐磨槽具有延长使用寿命的效果。
134.所述微强化同心麻花钻上的沿轴向中心两侧的螺旋切削面上对称的设置微强化耐磨切削面。
135.所述微强化同心麻花钻的微强化同心耐磨台的高度小于等于1毫米。
136.所述微强化同心麻花钻的微强化耐磨切削面的宽度小于或等于微强化同心麻花钻直径的六分之一。
137.由于微强化同心麻花钻的微强化耐磨切削面16与螺旋副切削面5的夹角α2小于螺旋切削面3与螺旋副切削面5的夹角α1,因此设置有微强化耐磨槽21或微强化同心耐磨槽21的微强化同心麻花钻阻力小,切削效率更高。
138.由于沿轴向中心两侧的螺旋切削面3上设置了对称的微强化中心钻2和内侧凸起
的微强化中心切削面1,微强化耐磨槽21中设置有微强化耐磨台15和微强化耐磨切削面16,因此有效的保持了微强化同心麻花钻的稳定性,减少了微强化同心麻花钻切削刃的磨损,有利于持续保持刀具切削刃的锋利,提高切削效率。
139.通过在微强化同心麻花钻两侧的后切削面相交形成有横刃a,或在横刃a的两端倒角形成有倒角面(未示出),形成有倒角刃(未示出)原横刃a倒角后形成为缩小的横刃a或无横刃a的尖刃(未示出),由于横刃的减小或消除极大地降低了由于横刃过长所产生的巨大阻力。
140.根据上述结构,由于钻孔切削是圆周运动,在圆周运动的过程中产生了离心力,造成了螺旋切削刃16的快速磨损,微强化耐磨槽9中微强化耐磨台6和微强化耐磨切削面7的受力转移至内侧的螺旋切削刃和螺旋切削面上,同时微强化耐磨切削面7延伸至前方与后切削面相交形成的微强化耐磨切削刃18具有的高强度和耐磨损效果持续的保持切削刃的锋利,减小了整体切削阻力,降低刀具头1温度,分解刀具最易损坏的外端的切削刃的受力,使刀具使用寿命延长,并在加工过程中一直保持高强度。
141.在钻床上进行的对比实验中,以直径10.5的微强化同心麻花钻为实验,同为m35的含钴高速钢,同时热处理,同批次生产,钻孔对象为锻打调质的齿轮精车加工价,钻孔深度35mm,盲孔,微强化同心麻花钻的螺旋微切面1817宽1.5mm,微强化耐磨台2016高0.6mm,在普通结构的微强化同心麻花钻转速和进刀量达到极限的情况下,微强化同心麻花钻还可以提高转速40%,提高进刀量40%,综合钻孔效率提高0.96倍,普通结构的微强化同心麻花钻钻孔312个,微强化同心麻花钻钻孔5308个,钻孔数量微强化同心麻花钻比普通结构的微强化同心麻花钻多增加十六倍多。
142.实施方式4:
143.如图4所示,本发明的第四实施方式的微强化同心麻花钻,本发明的实施方式实在第一
‑
三实施方式的基础上进行综合运用,涉及用于机械加工的钻孔刀具,包括刀具柄(未示出)和刀具头,刀具头一体地设置有至少两个螺旋条b,在每个螺旋条b的朝向切削方向的面形成为螺旋切削面5,螺旋切削面5边缘外侧后面侧的面为螺旋副切削面7,螺旋切削面5与螺旋副切削面7相交形成有螺旋切削刃6,螺旋切削面5的轴向前端背面侧的面形成为后切削面8,至少两侧的后切削面8相交形成有横刃a,螺旋切削面5与后切削面8相交形成有切削刃10,螺旋副切削面7与后切削面8相交形成有侧刃11,
144.本发明是在普通麻花钻上进行对称的同心钻,锋锐的微强化技术的高强度螺旋切削刃的设置,
145.在所述微强化同心麻花钻轴向中心o区域两侧的螺旋切削面5上对称的设置立起的微强化中心钻2;所述的微强化中心钻2始终凸出在微强化同心麻花钻的轴向中心区域并形成凸出的钻中心孔刀具13;所述的微强化中心钻的内侧凸起的设置以毫米为单位的微强化中心切削面1,所述的微强化中心切削面1延伸至轴向前方与后切削面相交形成微强化同心麻花钻的微强化中心钻孔刃14;
146.和一体地在微强化同心麻花钻上在两侧沿轴向中心o方向螺旋延伸的螺旋切削面5的中心区域,对称的设置立起的微强化扩孔钻12;所述的微强化扩孔钻12的内侧形成凸起的扩孔切削面3;所述的扩孔切削面3延伸至前方与后切削面8相交形成有扩孔切削刃9;
147.和一体地在微强化同心麻花钻的两侧,分别沿螺旋切削刃6向内侧轴向中心o方向
的螺旋切削面5上凹陷的设置微强化耐磨槽16;微强化耐磨槽16的底部沿螺旋切削刃6形成有具有毫米强度的微强化耐磨切削面17,微强化耐磨切削面17的内侧立起的设置微强化耐磨台15;所述的微强化耐磨切削面17延伸至前方与后切削面相8交形成有微强化耐磨切削刃18。
148.由于微强化同心麻花钻的微强化耐磨切削面16与螺旋副切削面7的夹角α2小于螺旋切削面5与螺旋副切削面7的夹角α1,因此设置有微强化耐磨槽21或微强化同心耐磨槽21的微强化同心麻花钻阻力小,切削效率更高。
149.由于沿轴向中心两侧的螺旋切削面5上设置了对称的微强化中心钻2和内侧凸起的微强化中心切削面1,微强化耐磨槽21中设置有微强化耐磨台15和微强化耐磨切削面16,因此有效的保持了微强化同心麻花钻的稳定性,减少了微强化同心麻花钻切削刃的磨损,有利于持续保持刀具切削刃的锋利,提高切削效率。
150.在钻床上进行的对比实验中,以直径10.5的微强化同心麻花钻为实验,同为m35的含钴高速钢,同时热处理,同批次生产,钻孔对象为锻打调质的齿轮精车加工价,钻孔深度35mm,盲孔,微强化同心麻花钻的螺旋分孔切削面3宽2.5mm,螺旋分孔台12高0.8mm,在普通结构的微强化同心麻花钻转速和进刀量达到极限的情况下,微强化同心麻花钻还可以提高转速40%,提高进刀量40%,综合钻孔效率提高0.96倍,普通结构的微强化同心麻花钻钻孔312个,微强化同心麻花钻钻孔3376个,钻孔数量比微强化同心麻花钻比普通结构的微强化同心麻花钻多增加十倍多。
151.在第一一四实施方式的基础上进行综合选择性运用两侧的后切削面相交形成的横刃a上,两端倒角形成有倒角面和倒角刃,原横刃a倒角后形成为缩小的横刃a或无横刃a的尖刃a,由于横刃的减小或消除极大地降低了由于横刃过长所产生的巨大阻力。
152.以上虽然以具有两个螺旋条b的刀具为例进行了说明,但是本发明的刀具也可具有多个螺旋条b,在各螺旋条b上可以采用如所述实施方式的结构及其其它多种形式的组合。
153.以上所述的优选实施方式是说明性的而不是限制性的,在不脱离本发明的主旨和基本特征的情况下,本发明还可以以其他方式进行实施和具体化,本发明的范围由权利要求进行限定,在权利要求限定范围内的所有变形都落入本发明的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

