1.本发明涉及灯饰板技术领域,具体为一种灯饰板主体,满天星灯饰板及其制造方法。
背景技术:
2.灯饰——家居的眼睛,家庭中如果没有灯具,就像人没有了眼睛,没有眼睛的家庭只能生活在黑暗中,所以灯在家庭的位置是至关重要的。如今人们将照明的灯具都叫做灯饰,从称谓上就可以看出,灯具已不仅仅是用来照明的了,它还可以用来装饰房间。从客厅、餐厅、卧室、厨卫到走道、阳台、吧台!从室内走向室外,更多的去点缀周围的环境,现代灯饰灯具的设计风格越来越多样化,古典、现代、时尚、欧式、美式、清爽、豪华,美不胜收。这就需要室内照明企业具有足够的预见性和创新意识,根据消费者日益变化的需要设计出消费者满意的产品。灯饰不但起到了家用照明效果,不同的款式可以点缀出不同的效果。
3.现有的灯饰外观效果较差,不美观,同时灯饰板固定比较麻烦,且不易安装,因此需要重新设计。
技术实现要素:
4.本发明的目的在于提供一种灯饰板主体,满天星灯饰板及其制造方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种灯饰板主体,包括透明的板材基体,所述板材基体表面设有乳白色涂层,所述乳白色涂层开设有透光孔。
6.优选的,所述板材基体与乳白色涂层的厚度比为10:1到5:1,所述透光孔为圆形或三角形,透光孔的孔径为0.5mm到2mm,孔的间距为2mm到7mm。
7.本发明要解决的另一技术问题是提供一种满天星灯饰板,包括灯饰板,所述灯饰板卡接有快装机构。
8.所述灯饰板包括灯饰板主体,所述灯饰板主体顶部固定连接有固定环,所述固定环内圈顶部固定连接有固定块,所述固定块中间开设有固定孔。
9.优选的,所述固定块设置有四个,四个所述固定块直角交叉分布在固定环内圈,所述固定环、灯饰板主体和固定块一体成型。
10.优选的,所述快装机构包括限位销,所述限位销套接于固定块的固定孔内,所述限位销顶端固定连接有支撑杆,所述支撑杆内侧固定连接有固定条,所述固定条底部中间固定连接有固定座,所述固定座底部中间固定连接有快装筒,所述快装筒中间开设有滑动孔,所述快装筒通过滑动孔滑动连接有卡接杆,所述卡接杆在快装筒内固定连接有限位环,所述卡接杆在限位环外侧套接有弹簧,所述卡接杆远离快装筒一端固定连接有拉环。
11.优选的,所述支撑杆设置有四个,四个所述支撑杆对应固定块呈矩形分布在固定块顶部,四个所述支撑杆内侧设置有四个固定条。
12.优选的,所述固定座顶部中间开设有固定槽,所述固定座通过固定槽插接有固定
条。
13.优选的,所述固定座在固定槽顶部开设有安装孔,所述固定条对应安装孔开设有固定孔,所述固定座和固定条分别通过安装孔和固定孔套接有螺栓,所述螺栓在固定座外侧螺纹连接有螺母。
14.本发明要解决的另一技术问题是提供一种满天星灯饰板制造方法,包括以下步骤:
15.s1、挑选原料
16.根据需要挑选需要的材料聚乙烯50~100份、钛白粉20~50份和扩散粉30~40份,将得到的聚乙烯50~100份、钛白粉20~50份和扩散粉30~40份经过过滤网进行过滤,去除结块和杂志。
17.s2、加热
18.将步骤s1中得到的聚乙烯50~100份放入到加热炉内进行加热,最终得到熔融状态的原料,在将熔融状态的原料压铸进磨具内,从而得到灯饰板毛坯件。
19.s3、成型
20.将步骤s2中得到的毛坯件灯饰板进行打磨,去掉毛刺,在对整个表面进行打磨,保证毛坯件灯饰板表面光滑,具有较高的平整度。
21.s4、喷涂
22.将原料钛白粉20~50份和扩散粉30~40份和颜料混合,从而得到满天星喷涂涂料,在将涂料放入到喷涂机内,对步骤s3中得到的灯饰板表面进行喷涂,得到满天星效果的灯饰板。
23.优选的,所述步骤s4中,在喷涂过程中,需要在无尘室内进行喷涂,喷涂完成后马上转移至烘干室内进行烘干。
24.与现有技术相比,本发明提供了一种满天星灯饰板及其制造方法,具备以下有益效果:
25.1、该灯饰板主体,满天星灯饰板及其制造方法,通过设置的快装机构,在需要安装灯饰板时,首先通过螺钉和安装块配合,将整个快装机构进行固定,通过拉环向内侧拉动卡接杆,此时将灯饰板主体的固定块中心的固定孔和限位销对准,并将限位销插入到固定块的固定孔内,此时松开拉环,在弹簧的配合下卡接杆向外侧移动,并将卡接杆插入到固定环底部,从而达到对灯饰板的快速卡接固定,安装简单便捷。
26.2、该灯饰板主体,满天星灯饰板及其制造方法,通过设置的灯饰板,装饰板的表面喷涂有涂料,能够使得灯饰板外观展示效果强,且美观,符合现如今的大众审美。
附图说明
27.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图:
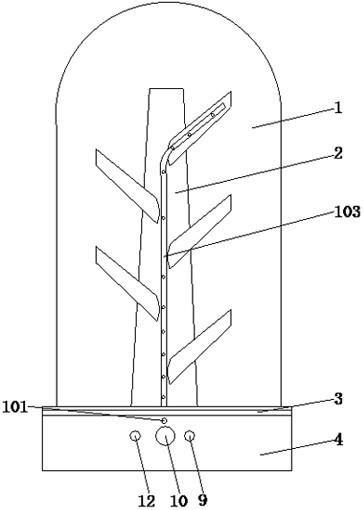
28.图1为本发明整体结构正面立体示意图;
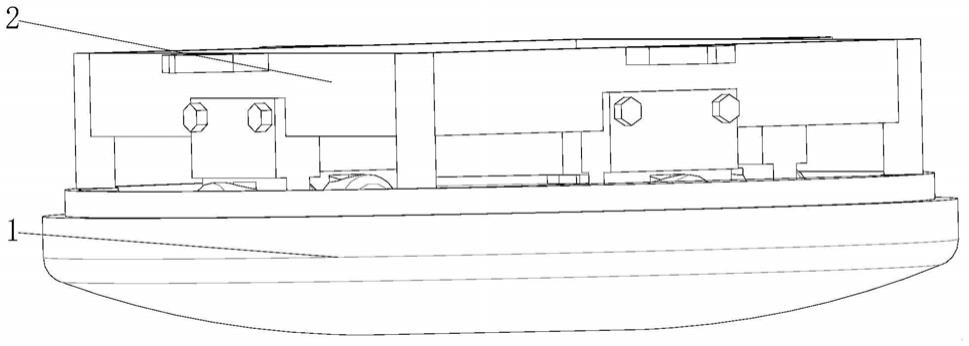
29.图2为本发明整体结构俯视立体示意图;
30.图3为本发明底部结构立体示意图;
31.图4为快装机构底部一侧视角立体示意图;
32.图5为固定座、卡接杆、快装筒等结构配合爆炸立体示意图;
33.图6为灯饰板俯视立体示意图。
34.图中:1、灯饰板;11、灯板板主体;12、固定块;13、固定环;14、固定孔;2、快装机构;21、卡接杆;22、支撑杆;23、限位销;24、固定条;25、螺栓;251、安装孔;26、拉环;261、拉环;262、弹簧;27、安装块;28、固定座;281、固定槽;29、快装筒;291、滑动孔。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
37.请参阅图1
‑
6,本发明提供如下技术方案:一种灯饰板主体,包括透明的板材基体,板材基体表面设有乳白色涂层,乳白色涂层开设有透光孔,板材基体与乳白色涂层的厚度比为10:1到5:1,透光孔为圆形或三角形,透光孔的孔径为0.5mm到2mm,孔的间距为2mm到7mm。
38.本发明要解决的另一技术问题是提供一种满天星灯饰板,包括灯饰板1,灯饰板1卡接有快装机构2,灯饰板1包括灯饰板主体11,灯饰板主体11顶部固定连接有固定环13,固定环13内圈顶部固定连接有固定块12,固定块12中间开设有固定孔14,固定块12设置有四个,四个固定块12直角交叉分布在固定环13内圈,固定环13、灯饰板主体13和固定块12一体成型。
39.快装机构2包括限位销23,限位销23套接于固定块12的固定孔14内,限位销23顶端固定连接有支撑杆22,支撑杆22内侧固定连接有固定条24,固定条24底部中间固定连接有固定座28,固定座28底部中间固定连接有快装筒29,快装筒29中间开设有滑动孔291,快装筒29通过滑动孔291滑动连接有卡接杆21,卡接杆21在快装筒29内固定连接有限位环261,卡接杆21在限位环261外侧套接有弹簧262,卡接杆21远离快装筒29一端固定连接有拉环26,支撑杆22设置有四个,四个支撑杆22对应固定块12呈矩形分布在固定块12顶部,四个支撑杆22内侧设置有四个固定条24,固定座28顶部中间开设有固定槽281,固定座28通过固定槽281插接有固定条24,固定座28在固定槽281顶部开设有安装孔251,固定条24对应安装孔251开设有固定孔,固定座28和固定条24分别通过安装孔251和固定孔套接有螺栓25,螺栓25在固定座28外侧螺纹连接有螺母,通过设置的快装机构2,在需要安装灯饰板1时,首先通过螺钉和安装块27配合,将整个快装机构2进行固定,通过拉环261向内侧拉动卡接杆21,此时将灯饰板主体11的固定块12中心的固定孔14和限位销23对准,并将限位销23插入到固定
块12的固定孔14内,此时松开拉环,在弹簧的配合下卡接杆向外侧移动,并将卡接杆插入到固定环13底部,从而达到对灯饰板1的快速卡接固定,安装简单便捷。
40.本发明要解决的另一技术问题是提供如下实施例:
41.实施例一:
42.一种满天星灯饰板制造方法,包括以下步骤:
43.s1、挑选原料
44.根据需要挑选需要的材料聚乙烯50份、钛白粉20份和扩散粉30份,将得到的聚乙烯50份、钛白粉20份和扩散粉30份经过过滤网进行过滤,去除结块和杂志。
45.s2、加热
46.将步骤s1中得到的聚乙烯50份放入到加热炉内进行加热,最终得到熔融状态的原料,在将熔融状态的原料压铸进磨具内,从而得到灯饰板毛坯件。
47.s3、成型
48.将步骤s2中得到的毛坯件灯饰板进行打磨,去掉毛刺,在对整个表面进行打磨,保证毛坯件灯饰板表面光滑,具有较高的平整度。
49.s4、喷涂
50.将原料钛白粉20份和扩散粉30份和颜料混合,从而得到满天星喷涂涂料,在将涂料放入到喷涂机内,对步骤s3中得到的灯饰板表面进行喷涂,得到满天星效果的灯饰板,在喷涂过程中,需要在无尘室内进行喷涂,喷涂完成后马上转移至烘干室内进行烘干。
51.实施例二:
52.一种满天星灯饰板制造方法,包括以下步骤:
53.s1、挑选原料
54.根据需要挑选需要的材料聚乙烯100份、钛白粉50份和扩散粉40份,将得到的聚乙烯100份、钛白粉50份和扩散粉40份经过过滤网进行过滤,去除结块和杂志。
55.s2、加热
56.将步骤s1中得到的聚乙烯100份放入到加热炉内进行加热,最终得到熔融状态的原料,在将熔融状态的原料压铸进磨具内,从而得到灯饰板毛坯件。
57.s3、成型
58.将步骤s2中得到的毛坯件灯饰板进行打磨,去掉毛刺,在对整个表面进行打磨,保证毛坯件灯饰板表面光滑,具有较高的平整度。
59.s4、喷涂
60.将原料钛白粉50份和扩散粉40份和颜料混合,从而得到满天星喷涂涂料,在将涂料放入到喷涂机内,对步骤s3中得到的灯饰板表面进行喷涂,得到满天星效果的灯饰板,在喷涂过程中,需要在无尘室内进行喷涂,喷涂完成后马上转移至烘干室内进行烘干。
61.在实际操作过程中,当此装置使用时,在需要安装灯饰板1首先通过螺钉和安装块27配合,将整个快装机构2进行固定,通过拉环261向内侧拉动卡接杆21,此时将灯饰板主体11的固定块12中心的固定孔14和限位销23对准,并将限位销23插入到固定块12的固定孔14内,此时松开拉环,在弹簧的配合下卡接杆向外侧移动,并将卡接杆插入到固定环13底部,从而达到对灯饰板1的快速卡接固定,安装简单便捷。
62.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实
体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个......”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
63.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。