1.本实用新型属于防伪标识技术领域,具体涉及一种全息彩虹激光隐密型防伪标识。
背景技术:
2.假冒伪劣商品给企业和消费者造成巨大的危害和损失,防伪技术是防范假冒的一种手段。研制防伪技术可以为净化市场提供制作难以伪造的、能快速鉴别产品真伪的标识,保护真品产销商和消费者的合法权益,保证社会主义市场经济健康发展。
3.现在市场上的防伪标识大多形式比较单一,而且制备工艺比较简单,容易被仿造或者转移后二次使用。
4.中国专利cn202601083u公告了一种潜入激光型塑膜防伪标识,所述防伪标识从上至下依次包括刮墨层、塑膜基材层、信息层、分离层、数码印刷层和粘胶层,信息层通过模压印刷工艺制备于塑膜基材层的底面,信息层表面具有规则或不规则的凹凸,与分离层紧密压合。潜入激光型塑膜防伪标识通过将激光信息潜入到标体中,在没有揭开前是没有显现的,要在揭开后才显现,这样造假者从外观上不知道标体里有何防伪技术,难以被仿冒;揭开后激光信息滞留于被贴物面层上,无法被整体转移走;本标识既可以刮开防伪查询,也可揭开防伪查询,方式多样。
5.但是,该专利中所述的防伪标识,在实际使用过程中遇到一个问题:温湿环境下,取标向被贴物上粘贴时,标识从分离层处发生分离、脱落,并且脱落时会带走一部分数码印刷层信息,导致标识无法继续使用,严重限制了其使用。另外,该标识中的防伪信息比较单一,防伪效果有限。
技术实现要素:
6.针对以上现有技术的不足,本实用新型提供一种全息彩虹激光隐密型防伪标识,具有彩虹全息效果,防伪信息唯一,既难以伪造又能快速鉴别,具有彩虹全息效果的全息彩虹转移层采用易碎纸为基材,整体转移时标识分层破坏,不能整体转移,能够有效防止二次使用;防伪标识揭开后,剥离部分上下两面均显示隐藏的激光效果,留底部分显示彩虹全息效果和隐藏的激光效果,消费者通过鉴别隐藏信息,判断标识真伪,同时再粘合在一起时,隐藏激光信息依然显示,标识具有独占性。
7.本实用新型所述的全息彩虹激光隐密型防伪标识,包括从上到下依次设置的塑膜层、涂层、模压全息信息层、转移涂层、聚酰胺层、印刷层、压敏胶层、全息彩虹转移层、第一胶水层、易碎纸层和第二胶水层;全息彩虹转移层包括激光模压信息层和镀铝层,激光模压信息层位于镀铝层上方;
8.所述的防伪标识能够揭开,分为剥离部分和留底部分,剥离部分为转移涂层以上的部分,留底部分为转移涂层及转移涂层以下的部分。
9.其中:
10.所述的塑膜层为12
‑
38μm塑膜,塑膜为pp膜、pet膜或全息洗铝膜中的一种。
11.所述的涂层为透明色层,透明色层为无色透明色层或浅色透明色层,优选浅色透明色层(浅色透明色层较无色透明色层在模压全息信息显示上更加突出),经过模压后在表面上形成模压全息信息层。
12.所述的转移涂层的厚度为0.8
‑
3微米,转移涂层涂布在模压全息信息层下方,模压全息信息隐藏。
13.所述的聚酰胺层起到提高印刷层附着力的作用,解决取标时次层脱落的问题。转移涂层为局部涂层,未被转移涂层遮盖的模压全息信息,进一步被聚酰胺层遮盖,起到隐藏模压全息信息的作用。
14.所述的印刷层信息包含图文和可变信息,可变信息可以为二维码、一维码、可变数字等。
15.优选地,对应印刷层可变信息的位置在塑膜层上方设置有局部遮盖层。
16.优选地,所述的第二胶水层下方设有离型纸层。
17.所述的全息彩虹激光隐密型防伪标识的制备方法,包括以下步骤:
18.1)在pet膜上涂布转移镭射镀铝涂料,利用模压印刷一体机进行模压,得激光模压信息层;
19.2)利用真空镀铝技术进行满版镀铝,得镀铝层,激光模压信息层和镀铝层构成全息彩虹转移层;
20.3)全息彩虹转移层与易碎纸不干胶(易碎纸不干胶一般包含易碎纸、胶水和离型纸)复合在一起,剥去pet层,形成带有全息彩虹效果的易碎不干胶;
21.4)在塑膜层下方涂布涂层;
22.5)在涂层上进行模压,形成模压全息信息层;
23.6)在模压全息信息层面涂布转移涂层,涂布后模压全息信息消失;
24.7)在转移涂层上涂布聚酰胺层;
25.8)在聚酰胺层上进行印刷,形成印刷层,印刷层信息包含可变信息;
26.9)将可变信息面与带有全息彩虹效果的易碎不干胶复合在一起,经过模切,形成全息彩虹激光隐密型防伪标识。
27.步骤1)中,转移镭射涂料的涂布量为1.2
‑
1.3g/m2,转移镭射涂料与pet膜之间的t型剥离强度小于0.0015n/mm(gb/t2791
‑
1995胶粘剂t剥离强度试验方法挠性材料对挠性材料),t型剥离强度大于0.0015n/mm时,剥离时容易导致转移不全或者有起泡现象,影响成品标识的表面效果和pet膜的二次使用。优选地,采用的转移镭射镀铝涂料为bh
‑
1001c型转移镭射镀铝涂料,购自上海维凯光电新材料有限公司。
28.其中,步骤4)中,涂层采用镭射镀铝涂料涂布,镭射镀铝涂料优选fl
‑
7104b型复合镭射镀铝涂料,购自上海维凯化学品有限公司。涂布工艺为:150
‑
250目电雕辊涂布,涂布量为0.5
‑
0.8g/m2,烘干温度:90
‑
120
‑
180
‑
180
‑
140℃,车速:70m/min。
29.步骤6)中,转移涂层采用uv涂层液进行涂布,牌号为1580,购自上海壹码实业有限公司。涂布工艺为网纹辊涂布,目数为180
‑
360目,uv光固化。
30.步骤7)中,聚酰胺层的涂布量为1.0
‑
3.5g/m2。涂布工艺为:将聚酰胺材料使用异丙醇溶解后进行涂布,涂布温度:70
‑
90℃,网纹辊目数:100
‑
250目,涂布粘度(涂
‑
4杯):13
‑
20
″
,车速:50m/min。无聚酰胺层的时候,揭开时,印刷层上的印刷图文易从转移涂层上脱落,造成揭开时局部没有激光信息显示。聚酰胺层涂布完成之后,转移涂层与模压全息信息层之间的t型剥离强度为:0.0010
‑
0.0030n/mm(gb/t2791
‑
1995胶粘剂t剥离强度试验方法挠性材料对挠性材料)。当t剥离强度<0.0010时,印刷时容易反粘,当t剥离强度>0.0030n/mm,揭开时容易导致印刷层破坏。
31.消费者鉴别真伪时:
32.1、观察标识表面,具有金属光泽的全息彩虹效果,隐藏全息激光效果不显示;揭开时,标识分为剥离部分和留底部分,剥离部分的正、反面都显示隐藏的透明激光信息,留底部分显示隐藏镀铝全息激光信息;再复合时,激光信息依然显示,不能够复原。
33.2、扫描印刷层的可变信息,可实现防伪、溯源、兑奖等功能。扫描印刷层的可变信息,可提示验证激光信息。
34.3、揭开后再揭留底部分,由于具有彩虹全息效果的全息彩虹转移层采用易碎纸为基材,整体转移时标识分层破坏,不能整体转移。
35.4、对于对应印刷层可变信息的位置在塑膜层上方设置有局部遮盖层的技术方案,揭开后显示印刷层的可变信息,可实现防伪、溯源、兑奖等功能。扫描印刷层可变信息,可提示验证激光信息。
36.与现有技术相比,本实用新型的有益效果是:
37.1、采用隐密型防伪技术,易鉴别:激光模压信息在揭开前不显示,标识揭开后在剥离部分上下以及留底部分表层均可显示激光模压信息。
38.2、突破了激光潜入技术一次性实现透明激光隐密信息显示和镀铝全息(全息彩虹)、激光隐密信息显示功能。目前市场上镀铝全息激光隐密标识通常是覆盖一层不透光的基材,基材揭开后看到遮挡的激光信息,但是并无镀铝信息。
39.3、提供了激光转移二次使用的工艺参数,工艺环保,运用该技术,转移用的薄膜理论上可以无限次循环。
40.4、标识具有易碎揭开功能,防转移性能强,标识揭开后破坏,同时提供的工艺解决了揭开后印刷图文不完整的现象和揭开后无激光信息的现象,产品质量稳定。
41.5、全息彩虹与印刷图案融合在一起,带有全息防伪信息,炫彩美观,具有金属光泽,立体感强,极具视觉冲击力,不易被仿造,防伪效果好,同时直观鉴别,防伪效果好。标识在验证过程中被破坏掉,能够有效防止二次使用,符合企业对高防伪性能的要求,提高产品的档次及增加美观性,适用于高档商品。
附图说明
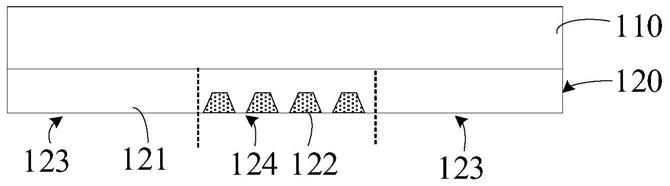
42.图1是本实用新型实施例1全息彩虹激光隐密型防伪标识的层结构示意图;
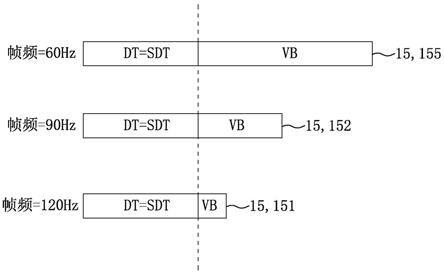
43.图2是本实用新型实施例2全息彩虹激光隐密型防伪标识的层结构示意图;
44.图中:1、塑膜层;2、涂层;3、模压全息信息层;4、转移涂层;5、聚酰胺层;6、印刷层;7、压敏胶层;8、激光模压信息层;9、镀铝层;10、第一胶水层;11、易碎纸层;12、第二胶水层;13、离型纸层;14、局部遮盖层。
具体实施方式
45.下面结合附图和实施例对本实用新型做进一步描述。
46.实施例中采用的原料除特殊说明外,均为普通市售原料。
47.实施例1
48.如图1所示,所述的全息彩虹激光隐密型防伪标识,包括从上到下依次设置的塑膜层1、涂层2、模压全息信息层3、转移涂层4、聚酰胺层5、印刷层6、压敏胶层7、全息彩虹转移层、第一胶水层10、易碎纸层11和第二胶水层12;全息彩虹转移层包括激光模压信息层8和镀铝层9,激光模压信息层8位于镀铝层9上方;
49.所述的防伪标识能够揭开,分为剥离部分和留底部分,剥离部分为转移涂层4以上的部分,留底部分为转移涂层4及转移涂层4以下的部分。
50.所述的塑膜层1为38μm塑膜,塑膜为pp膜。
51.所述的涂层2为无色透明色层,经过模压后在表面上形成模压全息信息层3。
52.所述的转移涂层4的厚度为3微米。
53.所述的印刷层6信息包含图文和可变信息,可变信息为二维码。
54.所述的全息彩虹激光隐密型防伪标识的制备方法,具体步骤如下:
55.1)在pet膜上涂布转移镭射镀铝涂料,利用模压印刷一体机进行模压,得激光模压信息层8;
56.2)利用真空镀铝技术进行满版镀铝,得镀铝层9,激光模压信息层8和镀铝层9构成全息彩虹转移层;
57.3)全息彩虹转移层与易碎纸不干胶复合在一起,剥去pet层,形成带有全息彩虹效果的易碎不干胶;
58.4)在塑膜层1下方涂布涂层2;
59.5)在涂层2上进行模压,形成模压全息信息层3;
60.6)在模压全息信息层3面涂布转移涂层4,涂布后模压全息信息消失;
61.7)在转移涂层4上涂布聚酰胺层5;
62.8)在聚酰胺层5上进行印刷,形成印刷层6,印刷层6信息包含可变信息(二维码);
63.9)将可变信息面与带有全息彩虹效果的易碎不干胶复合在一起,经过模切,形成全息彩虹激光隐密型防伪标识。
64.步骤1)中,转移镭射涂料的涂布量为1.2g/m2,采用的转移镭射镀铝涂料为bh
‑
1001c型转移镭射镀铝涂料。
65.步骤4)中,涂层2采用镭射镀铝涂料涂布,镭射镀铝涂料为fl
‑
7104b型复合镭射镀铝涂料。涂布工艺为:150目电雕辊涂布,涂布量为0.8g/m2,烘干温度:90
‑
120
‑
180
‑
180
‑
140℃,车速:70m/min。
66.步骤6)中,转移涂层4采用uv涂层液进行涂布,牌号为1580,购自上海壹码实业有限公司。涂布工艺为网纹辊涂布,目数为180目,uv光固化。
67.步骤7)中,聚酰胺层5的涂布量为3.5g/m2,涂布工艺为:将聚酰胺材料(technomelt pa 6239)使用异丙醇溶解后进行涂布,涂布温度:70℃,网纹辊目数:100目,涂布粘度(涂
‑
4杯):20
″
,车速:50m/min;聚酰胺层5涂布完成之后,转移涂层4与模压全息信息层3之间的t型剥离强度为:0.0010n/mm。
68.实施例2
69.如图2所示,所述的全息彩虹激光隐密型防伪标识,包括从上到下依次设置的塑膜层1、涂层2、模压全息信息层3、转移涂层4、聚酰胺层5、印刷层6、压敏胶层7、全息彩虹转移层、第一胶水层10、易碎纸层11和第二胶水层12;全息彩虹转移层包括激光模压信息层8和镀铝层9,激光模压信息层8位于镀铝层9上方;
70.所述的防伪标识能够揭开,分为剥离部分和留底部分,剥离部分为转移涂层4以上的部分,留底部分为转移涂层4及转移涂层4以下的部分。
71.所述的塑膜层1为12μm塑膜,塑膜为全息洗铝膜。
72.所述的涂层2为无色透明色层,经过模压后在表面上形成模压全息信息层3。
73.所述的转移涂层4的厚度为0.8微米。
74.所述的印刷层6信息包含图文和可变信息,可变信息为二维码。
75.对应印刷层6可变信息的位置在塑膜层1上方设置有局部遮盖层14,遮盖二维码,只有将标识揭开后才能对可变信息进行验证。
76.所述的第二胶水层12下方设有离型纸层13。
77.所述的全息彩虹激光隐密型防伪标识的制备方法,具体步骤如下:
78.1)在pet膜上涂布转移镭射镀铝涂料,利用模压印刷一体机进行模压,得激光模压信息层8;
79.2)利用真空镀铝技术进行满版镀铝,得镀铝层9,激光模压信息层8和镀铝层9构成全息彩虹转移层;
80.3)全息彩虹转移层与易碎纸不干胶复合在一起,剥去pet层,形成带有全息彩虹效果的易碎不干胶;
81.4)在塑膜层1下方涂布涂层2;
82.5)在涂层2上进行模压,形成模压全息信息层3;
83.6)在模压全息信息层3面涂布转移涂层4,涂布后模压全息信息消失;
84.7)在转移涂层4上涂布聚酰胺层5;
85.8)在聚酰胺层5上进行印刷,形成印刷层6,印刷层6信息包含可变信息(二维码);
86.9)将可变信息面与带有全息彩虹效果的易碎不干胶复合在一起,经过模切,形成全息彩虹激光隐密型防伪标识。
87.步骤1)中,转移镭射涂料的涂布量为1.3g/m2,采用的转移镭射镀铝涂料为bh
‑
1001c型转移镭射镀铝涂料。
88.步骤4)中,涂层2采用镭射镀铝涂料涂布,镭射镀铝涂料为fl
‑
7104b型复合镭射镀铝涂料。涂布工艺为:250目电雕辊涂布,涂布量为0.5g/m2,烘干温度:90
‑
120
‑
180
‑
180
‑
140℃,车速:70m/min。
89.步骤6)中,转移涂层4采用uv涂层液进行涂布,牌号为1580,购自上海壹码实业有限公司。涂布工艺为网纹辊涂布,目数为360目,uv光固化。
90.步骤7)中,聚酰胺层5的涂布量为1.0g/m2,涂布工艺为:将聚酰胺材料(technomelt pa 6239)使用异丙醇溶解后进行涂布,涂布温度:90℃,网纹辊目数:250目,涂布粘度(涂
‑
4杯):13
″
,车速:50m/min;聚酰胺层5涂布完成之后,转移涂层4与模压全息信息层3之间的t型剥离强度为:0.0030n/mm。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。