1.本发明涉及液晶聚酯复丝及其制造方法。
背景技术:
2.液晶聚酯复丝为具有高力学性质的纤维,该高力学性质(高强度、低伸度、高弹性模量)源于硬质分子链高度取向所得到的分子构造。因此,液晶聚酯复丝用于要求高强度或高弹性模量(尺寸相对于负载变化小)的抗拉部件(例如电线、光纤、加热线包芯纱、耳机线等各种电子产品的线等)、帆布、绳子、登山绳、运动用网、救生索、钓鱼线、渔网、绳钩等高级加工产品。
3.具有上述用途的复丝只要局部存在力学性质低的部分,即使其力学性质(强度、弹性模量)平均值很高,整个高级加工产品的力学性质也会很低。因此,重要的是,不仅平均值要高,最小值也要高,也就是说力学性质的偏差要小。
4.例如,专利文献1(日本特开2016
‑
176161号公报)公开了一种关于减小液晶聚酯复丝的力学性质偏差的现有技术。在该文献中,举出了一种通过将固相聚合的升温条件设为多段步骤且低速升温,以减少单纤维间熔接并减小强度偏差与伸度偏差的方法。
5.现有技术文献
6.专利文献1:日本特开2016
‑
176161号公报
技术实现要素:
7.发明要解决的技术问题
8.这里,特别是,如果复丝的初始弹性模量的偏差较小,在一边将复丝拉齐一边将复丝合并来制作抗拉部件等高级加工产品时,相互间的松弛就小。此外,由于能够制作复丝间空隙少的高密度高级加工产品,因此能将作为高级加工产品的力学性质的偏差抑制得较小。也就是说,为了制作质量稳定、力学性质利用率高且致密的高级加工产品,重要的是复丝的初始弹性模量的偏差要小。
9.然而,上述专利文献1中所记载的方法中的固相聚合为批次方式,由于下述两个理由,以批次方式进行固相聚合不适合用来获得力学性质均匀的复丝。一个理由是,以批次方式进行固相聚合时,由于存在筒管状卷装的内外层的差异、宽度方向上的位置的差异,因此热处理环境在整个纤维长度方向上不均匀。另一个理由是,在形成复丝的单纤维之间出现了非平行、松弛着的部分。
10.在像上述专利文献1所记载的那样,使其成为将复丝绕到筒管上而形成的卷装形状,以批次方式进行固相聚合的方法下,在卷绕工序的端面折返部分,形成复丝的单纤维之间路径长度因折返内外差而存在差异,故无法将所有的单纤维都平行地拉齐,而会形成一部分单纤维松弛的部分。
11.采用现有的熔融纺丝法制造出的液晶聚酯复丝具有同样的松弛部分,该松弛部分为在纺丝卷绕工序中由于与上述相同的理由而形成的。在对包括此类松弛部分的复丝筒管
状卷装进行固相聚合的方法下,在液晶聚酯复丝的固相聚合过程中,单纤维之间常常会发生熔接现象而导致松弛部分在经过固相聚合后而熔接固定,就是在经过固相聚合工序以后,拉齐不良的部分也会残留下来。
12.为了减小复丝的初始弹性模量偏差,重要的是形成复丝的单纤维能够在纤维长度方向的所有位置不松弛地平行拉齐。因此,虽然专利文献1中所记载的方法能抑制强度偏差与伸度偏差,但仍然无法减少一部分纤维松弛了的地方,该松弛了的部分是引起初始弹性模量偏差的原因之一。
13.如上所述,为了减小复丝的初始弹性模量偏差,重要的是在沿整个纤维长度方向上均匀的环境下进行热处理,并且在热处理过程中消除在制造工序中产生的复丝内的松弛。
14.需要说明的是,在专利文献1中,虽然能够从由强度偏差假定出的强度范围、从由伸度偏差假定出的伸度范围估算弹性模量的偏差,但该弹性模量为到复丝断裂为止的平均弹性模量,并非一定与产业资材用途中受重视的初始弹性模量(相对于断裂伸度,伸长率小的区域的弹性模量;本发明中采用通过了伸长率0.25%与1.00%这两点的直线的斜率)一致。除此以外,为了减小到复丝断裂为止的弹性模量的偏差,使存在于长丝内的分子末端等的缺陷出现的频度均匀固然重要,但为了减小初始弹性模量的偏差,重要的是提高纤维之间的集束性与并行性,也有必要对纤维构造采取不同的措施,如后所述。
15.此外,为了消除松弛,例如也能够想到以下方法:采用日本公开专利公报特开昭62
‑
45726号公报那样的现有防止熔接的方法进行固相聚合后,再进行微延伸等现有的拉齐处理。然而,该方法存在以下问题:在之后的工序中熔接防止剂会损坏复丝,因固相聚合后的回卷工序增加而导致要通过的辊与引导器的数量增加,复丝的力学性质与质量会由于摩擦等而降低。
16.于是,本发明正是为解决上述问题而完成的。其目的在于:提供一种初始弹性模量偏差小的液晶聚酯复丝及其制造方法。
17.用于解决技术问题的技术方案
18.本技术发明人等为解决上述技术问题进行了深入的研究与探讨,结果完成了本发明。即本发明提供以下优选方式。
19.[1]一种液晶聚酯复丝,其初始弹性模量偏差为3.0%以下,液晶聚酯复丝的拉伸强度为18cn/dtex以上。
[0020]
[2]根据上述[1]所述的液晶聚酯复丝,其强度偏差为3.0%以下。
[0021]
[3]一种高级加工产品,至少一部分用如上述[1]或[2]所述的液晶聚酯复丝制成。
[0022]
[4]上述[1]或[2]所述的液晶聚酯复丝的制造方法,该方法至少包括对液晶聚酯复丝的纺丝原丝进行热处理的工序,在所述热处理中,以1.001~1.200倍的伸长倍率运送所述纺丝原丝并进行处理。
[0023]
[5]根据上述[4]所述的液晶聚酯复丝的制造方法,其中,所述液晶聚酯复丝的热处理前后的强度比达到1.5倍以上。
[0024]
[6]根据上述[4]或[5]所述的液晶聚酯复丝的制造方法,其中,一边以卷对卷方式运送所述液晶聚酯复丝,一边进行热处理。
[0025]
发明的效果
[0026]
根据本发明,能够得到一种适合用于抗拉部件等高级加工产品中的、初始弹性模量偏差小且强度高的液晶聚酯复丝。
[0027]
需要说明的是,本发明中的高级加工产品意指对复丝施加至少下列一种以上的加工而得到的加工产品,例如加捻、针织、开纤、编织、涂敷、树脂浸渍、液晶聚酯复丝与其它的长丝合并等加工,且是至少一部分使用液晶聚酯复丝的产品。对其种类并无特别限制,能举出抗拉部件(例如电线、光纤、加热线包芯纱、耳机线等各种电子产品的线等)、帆布、绳、登山绳、运动用网、救生索、钓鱼线、渔网、绳钩等。
附图说明
[0028]
图1是用于说明实施例1~5、比较例2中以卷对卷方式进行的运送热处理工序的示意图。
[0029]
图2是用于说明实施例6中以卷对卷方式进行的运送热处理工序的示意图。
[0030]
图3是用于说明实施例7中以卷对卷方式进行的运送热处理工序的示意图。
[0031]
符号说明
[0032]1ꢀꢀꢀꢀꢀꢀ
退卷机
[0033]2ꢀꢀꢀꢀꢀꢀ
第一辊
[0034]3ꢀꢀꢀꢀꢀꢀ
热处理炉
[0035]4ꢀꢀꢀꢀꢀꢀ
第二辊
[0036]5ꢀꢀꢀꢀꢀꢀ
回卷机
[0037]
6~8
ꢀꢀꢀ
热处理炉3的加热区
[0038]9ꢀꢀꢀꢀꢀꢀ
纺丝原丝
[0039]
10
ꢀꢀꢀꢀꢀ
热处理炉3的炉管(陶瓷管)
[0040]
11
ꢀꢀꢀꢀꢀ
热处理炉3的具有加热部的控制部
[0041]
12
ꢀꢀꢀꢀꢀ
热处理丝
[0042]
13
ꢀꢀꢀꢀꢀ
张力调节辊
[0043]
14
ꢀꢀꢀꢀꢀ
第一热处理炉
[0044]
15
ꢀꢀꢀꢀꢀ
第一热处理炉14的炉管(陶瓷管)
[0045]
16
ꢀꢀꢀꢀꢀ
第一热处理炉14加热部
[0046]
17
ꢀꢀꢀꢀꢀ
第二辊
[0047]
18
ꢀꢀꢀꢀꢀ
第二热处理炉
[0048]
19
ꢀꢀꢀꢀꢀ
第二热处理炉18的炉管(陶瓷管)
[0049]
20
ꢀꢀꢀꢀꢀ
第二热处理炉18的加热部
[0050]
21
ꢀꢀꢀꢀꢀ
第三辊
[0051]
22
ꢀꢀꢀꢀꢀ
第三热处理炉
[0052]
23
ꢀꢀꢀꢀꢀ
第三热处理炉22的炉管(陶瓷管)
[0053]
24
ꢀꢀꢀꢀꢀ
第三热处理炉22的加热部
[0054]
25
ꢀꢀꢀꢀꢀ
第四辊
具体实施方式
[0055]
下面,对本发明的液晶聚酯复丝及其制造方法进行详细的说明。
[0056]
从提高高级加工产品整体的力学性质的观点出发,重要的是本发明的液晶聚酯复丝的初始弹性模量的偏差要小。本发明的液晶聚酯复丝的初始弹性模量偏差为3.0%以下。初始弹性模量偏差优选为2.5%以下,更优选为2.0%以下。初始弹性模量偏差的下限值并没有特别的限制,本发明可实现的值为0.1%左右。
[0057]
本发明的液晶聚酯复丝以尺寸稳定性(尺寸相对于负载变化小)的观点出发,初始弹性模量优选为100cn/dtex以上。初始弹性模量更优选为300cn/dtex以上,进一步优选为500cn/dtex以上。初始弹性模量的上限值并无特别限制,本发明可实现的值为1000cn/dtex左右。
[0058]
需要说明的是,初始弹性模量和初始弹性模量偏差通过后述实施例中记载的测量方法计算得出。
[0059]
重要的是,本发明的液晶聚酯复丝具有高强度。本发明中的“高强度”意指热处理后的拉伸强度为18cn/dtex以上。拉伸强度优选为20cn/dtex以上,更优选为23cn/dtex以上。拉伸强度的上限值并无特别限制,本发明可实现的值为30cn/dtex左右。
[0060]
从提高高级加工产品整体的力学性质的观点出发,本发明的液晶聚酯复丝的强度偏差优选为3.0%以下。强度偏差更优选为2.5%以下,进一步优选为2.0%以下。强度偏差的下限值并无特别限制,本发明的可达成值为0.1%左右。
[0061]
需要说明的是,拉伸强度和强度偏差通过后述实施例所记载的测量方法计算得出。
[0062]
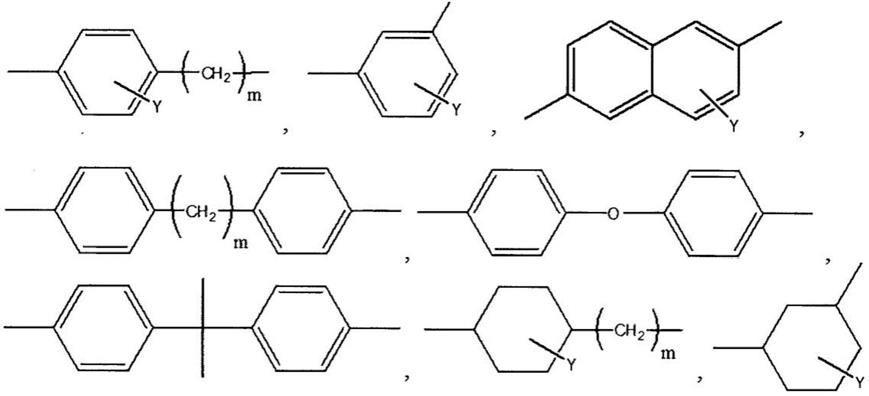
本发明的液晶聚酯复丝可以通过对液晶聚酯进行熔融纺丝而得到。液晶聚酯由来自于例如芳香族二醇、芳香族二羧酸、芳香族羟基羧酸等的重复结构单元形成。只要不损害本发明的效果,对来自于芳香族二醇、芳香族二羧酸、芳香族羟基羧酸的结构单元的化学结构并无特别限定。此外,在不损害本发明效果的范围内,液晶聚酯可以包含来自于芳香族二胺、芳香族羟胺、或芳香族氨基羧酸的结构单元。例如,作为优选的结构单元,可举出表1所示的例子。
[0063]
[表1]
[0064][0065]
(其中,式中的x选自以下结构)
[0066][0067]
(其中,m=0~2,y=选自氢、卤原子、烷基、芳基、芳烷基、烷氧基、芳氧基、芳烷氧基的取代基)
[0068]
在表1所示的结构单元中,m为0~2的整数,式中的y为在从1到最大可取代数的范围内分别独立的氢原子、卤原子(例如,氟原子、氯原子、溴原子、碘原子等)、烷基(例如,甲基、乙基、异丙基、叔丁基等碳原子数为1~4的烷基等)、烷氧基(例如,甲氧基、乙氧基、异丙氧基、正丁氧基等)、芳基(例如,苯基、萘基等)、芳烷基(苄基(苯甲基)、苯乙基(phenethyl group)(苯基乙基(phenylethyl group))等)、芳氧基(例如,苯氧基等)、烷氧基(例如,苄氧基等)等。
[0069]
作为更优选的结构单元,可举出下述表2、表3及表4所示的例(1)~(18)中记载的结构单元。需要说明的是,在式中的结构单元为能够显示多个结构的结构单元的情况下,可以将两种以上的该类结构单元组合起来,作为形成聚合物的结构单元使用。
[0070]
[表2]
[0071][0072]
[表3]
[0073][0074]
[表4]
[0075][0076]
在表2、表3及表4所示的结构单元中,n为1或2的整数,并且各自的结构单元n=1、n=2可以单独存在或组合存在。y1和y2分别独立,可以为氢原子、卤原子(例如,氟原子、氯原子、溴原子、碘原子等)、烷基(例如,甲基、乙基、异丙基、叔丁基等碳原子数为1~4的烷基等)、烷氧基(例如,甲氧基、乙氧基、异丙氧基、正丁氧基等)、芳基(例如,苯基、萘基等),芳烷基(苄基(苯甲基)、苯乙基(苯基乙基)等)、芳氧基(例如,苯氧基等)、芳烷氧基(例如,苄氧基)等。其中,优选为氢原子、氯原子、溴原子、或甲基。
[0077]
作为z,可举出以下化学式所表示的取代基。
[0078]
[化学式1]
[0079][0080]
液晶聚酯优选可以为具有萘骨架作为结构单元的组合。需要说明的是,液晶聚酯特别优选包含来自于羟基苯甲酸的结构单元(a)和来自于羟基萘甲酸的结构单元(b)这两者。例如,可举出下式(a)作为结构单元(a),还可举出下式(b)作为结构单元(b)。从提高熔融成形性的观点出发,结构单元(a)与结构单元(b)的比率可以优选为9/1~1/1,更优选为7/1~1/1,进一步优选为5/1~1/1的范围。
[0081]
[化学式2]
[0082][0083]
[化学式3]
[0084][0085]
例如在全部结构单元中结构单元(a)与结构单元(b)的合计可以为65摩尔%以上,更优选为70摩尔%以上,进一步优选为80摩尔%以上。聚合物中,特别优选结构单元(b)为4~45摩尔%的液晶聚酯。
[0086]
非常适合用在本发明中的液晶聚酯复丝的熔点(以下有时称为mp)优选在220~380℃的范围内,更优选在260~340℃的范围内。需要说明的是,这里所说的熔点为根据日本工业标准jis k 7121试验方法,使用差示扫描量热仪(dsc;岛津制作所公司产“dsc
‑
60a”)测量并观察到的主吸收峰温度。具体而言,取1~10mg的试样封入铝盘后,将氮气作为载体气体以100cc/分的速率在上述dsc装置中流动,测量在20℃/分的升温速率下升温时的吸热峰值。如果根据聚合物的种类,dsc测量中在第一轮(1st run)未出现明确的峰值,则以50℃/分的升温速率加热至比预估流动温度高50℃的温度,在该温度下完全熔融3分钟后,再以80℃/分的降温速率降温至50℃,然后以20℃/分的升温速率测量吸热峰值即可。
[0087]
需要说明的是,可以在不损害本发明效果的范围内,在上述液晶聚酯中添加聚对苯二甲酸乙二醇酯、改性聚对苯二甲酸乙二醇酯、聚烯烃、聚碳酸酯、聚酰胺、聚苯硫醚、聚醚醚酮、氟树脂等热塑性聚合物。上述液晶聚酯中还可以含有无机物和各种添加剂。无机物有氧化钛、高岭土、二氧化硅、氧化钡等;各种添加剂有炭黑、着色剂、着色剂如染料和颜料等、抗氧化剂、紫外线吸收剂、光稳定剂等。
[0088]
本发明的液晶聚酯复丝,能够使用通过熔融纺丝得到的纤维。熔融纺丝能够利用公知或惯用方法进行。例如,用挤出机让为了得到复丝的纤维形成树脂熔化后,以规定的纺丝温度从喷嘴喷出来即能够得到。
[0089]
本发明的液晶聚酯复丝的单纤维纤度优选为0.5dtex以上、50dtex以下。如果单纤维纤度小于上述的下限值,则在进行运送热处理时,在炉前后的室温区域中,在施加张力时有时容易发生单丝断丝。如果单纤维纤度大于上述的上限值,则热难以传递到单丝内部,固相聚合可能会花费时间或者强度可能会变低。单纤维纤度的下限值优选为1dtex以上,更优选为1.5dtex以上。单纤维纤度的上限值优选为15dtex以下,更优选为10dtex以下。
[0090]
本发明的液晶聚酯复丝的总纤度优选为10dtex以上、50000dtex以下。如果总纤度小于上述的下限值,则在进行运送热处理时,在炉内施加张力时复丝容易断丝,有可能难以升温到进行固相聚合所需要的温度。如果总纤度大于上述的上限值,则热难以传递到复丝内层的纤维中,固相聚合可能会花费时间或强度可能会变低。总纤度的下限值优选为15dtex以上,更优选为25dtex以上。总纤度的上限值优选为30000dtex以下,更优选为10000dtex以下。
[0091]
本发明的液晶聚酯复丝可以拉齐作为丝束使用。丝束厚度优选为0.1mm以上、10mm
以下。丝束厚度的下限值更优选为0.2mm以上,进一步优选为0.3mm以上。丝束厚度的上限值更优选为5mm以下,进一步优选为3mm以下。
[0092]
例如,通过一边连续运送液晶聚酯复丝的纺丝原丝一边进行热处理,进行固相聚合,由此能够得到本发明的液晶聚酯复丝。由于液晶聚酯复丝的纺丝原丝的强度一般为12cn/dtex以下,因此通过在适当的条件下进行固相聚合使热处理前后的强度比达到1.5倍以上,从而能够提高液晶聚酯复丝的强度。
[0093]
需要说明的是,这里所说的热处理前后的强度比是指用热处理后的液晶聚酯复丝的拉伸强度除以热处理前的液晶聚酯复丝的拉伸强度而得到的值。
[0094]
热处理中的运送方法可以为接触运送(例如,运输机运送方式、支承辊运送方式、加热辊上的热处理方式)、非接触运送(卷对卷方式)中的任何一种。处理路径可以不是直线,可在装置内布置折返辊、引导器,适当地改变处理路径的长度、角度、曲率等来进行热处理。
[0095]
为了防止熔化,热处理温度需要在要进行热处理的液晶聚酯复丝的熔点以下。不过,由于液晶聚酯复丝的熔点会随着固相聚合的进行而上升,因此通过根据固相聚合的进行状态间歇性地提高热处理温度,便能够在比在恒定温度下进行热处理时更高的温度下进行热处理。需要说明的是,从能够防止熔化并且能够提高固相聚合的时间效率这一方面来看,优选随着时间间歇性地或者连续地提高热处理温度。
[0096]
热处理方法能使用公知的方法,例如环境气体加热、接触加热等手段。非常适合作为环境气体使用的是空气、非活性气体(例如氮、氩)或者是将它们组合起来而得到的环境气体等。此外,在减压下进行热处理也没有问题。
[0097]
如上所述,在用分批烘箱(batch oven)对绕在筒管上而得到的纤维卷装进行热处理的公知固相聚合方法下,卷装内外层的差异或宽度方向上位置的差异会导致热处理不均匀,造成在所得到的液晶聚酯复丝的长度方向上发生力学性质的偏差。
[0098]
于是,对液晶聚酯复丝的长度方向上无不均匀的热处理方法进行了研究,结果发现,通过一边以给定的伸长倍率连续运送,一边在熔点以下的温度下对液晶聚酯复丝的纺丝原丝进行热处理,以使热处理前后的强度比达到一定值以上,从而能够在复丝长度方向上的全部部分进行热处理温度、环境气体置换效率均相同的热处理,得到的液晶聚酯复丝的力学性质的偏差减小。
[0099]
进行热处理时重要的是,一边进行伸长一边进行运送热处理,以使形成液晶聚酯复丝的单纤维彼此能够在纤维长度方向上的全部部位被平行拉齐而不松弛。
[0100]
该伸长方法并无特别限制,例如能举出:在以卷对卷方式进行热处理时,将后侧驱动辊的转速设定得高于前侧运送辊的转速的方法;在运送途中一边使用张力调节辊施加一定载荷一边进行热处理的方法;使通过加热过的纳尔逊辊的方法;通过用销将丝固定好再进行运送热处理,利用纤维相对于纤维轴向具有负热膨胀系数这一点进行伸长的方法等。
[0101]
伸长倍率是表示液晶聚酯复丝在伸长前后伸长了几倍的数值。在使用两个具有不同速度的辊进行伸长的情况下,伸长倍率由辊的速度比计算得到。在利用张力调节辊的载荷进行延伸等,使用无法用速度比表示的装置进行延伸的情况下,伸长倍率则由伸长前后(热处理前后)复丝的总纤度比计算得到。只要强度不因伸长而大幅度下降,对伸长倍率的范围无限定。在本发明的液晶聚酯复丝的制造方法中,一边以1.001~1.200倍的伸长倍率
连续运送,一边进行热处理。优选为1.001~1.100倍,更优选为1.003~1.050倍。若小于1.001倍,则伸长不足,单纤维彼此无法拉齐。若大于1.200倍,则容易导致强度大幅度地降低。
[0102]
需要说明的是,虽然作为一边让纤维伸长一边进行热处理的延伸技术已广为人知,但该延伸技术原本是为了提高丝的强度与弹性模量而提高分子取向性低的纤维的取向的技术,并不是应用于像本发明的液晶聚酯复丝这样原本高度取向的高级构造纤维的技术。此外,理想的处理条件也不同。延伸技术为了尽可能提高取向性,通常将延伸倍率设定为大于1.200倍,但本发明只要进行将单纤维彼此拉齐的伸长即可,因此伸长倍率在1.001~1.200倍的范围内最合适。如果以更高的倍率进行处理,取向性也不可能再有提高,经过分子链的滑动等后高级构造会发生缺陷,而容易导致强度大幅度地降低。如上所述,由于本发明的伸长技术与延伸技术不同,因此作为技术用语,本发明不使用延伸倍率而使用伸长倍率。
[0103]
需要说明的是,热处理时的张力优选为0.001~0.06cn/dtex。如果小于0.001cn/dtex,则导纱器(yarn guide)不稳定,热处理不均匀。如果超过0.06cn/dtex,则纤维在热处理中容易断丝。
[0104]
能够进行非接触连续热处理的烘箱的构造并无特别限制。可以为从烘箱的入口到出口没有接触物、纤维运送路径为直线的构造,也可以为烘箱内或烘箱的侧面设有辊、具有两段以上的折返纤维运送路径。折返用辊既可自行旋转工作,也可以随着被运送的纤维旋转。
[0105]
在该情况下,为了防止起毛并进行均匀的处理,优选,为让纤维运送路径折返而设置的辊与纤维接触的部分的温度在热处理前的液晶聚酯复丝的(熔点
‑
50)℃以下,更优选为在室温(40℃)以下。
[0106]
从发明的观点出发,只要能获得具有所需要的物理性质的液晶聚酯复丝,热处理所需要的时间没有特别限制。不过,从产业上的观点出发,不必要的长时间热处理会增加制造成本,并非理想做法。因此优选适当地设定温度等条件而让热处理时间在20小时以下,更优选在12小时以下,进一步优选在3小时以下。
[0107]
由于本发明的液晶聚酯复丝的初始弹性模量偏差较小,因此与现有的液晶聚酯复丝相比,能减小尺寸与张力在加工工序中发生的变化,从而能够发挥出优异的质量稳定性与高级加工性。因此,本发明的液晶聚酯复丝非常适合用在抗拉部件(例如电线、光纤、加热线包芯纱、耳机线等各种电子产品的线等)、帆布、绳子、登山绳、运动用网、救生索、钓鱼线、渔网、绳钩等高级加工产品中。
[0108]
实施例
[0109]
下面,通过实施例更具体地说明本发明,但本发明并不限定于以下实施例。需要说明的是,通过以下方法对本发明的各种特性进行了评价。
[0110]
<总纤度、单纤维纤度>
[0111]
根据日本工业标准jis l 1013:2010 8.3.1 a方法,使用大荣科学精器制作所制造的尺寸测量器,用桄子卷取100m的液晶聚酯复丝,将其重量(g)乘以100倍,每一水准进行两次测量,将其平均值作为已得到的液晶聚酯复丝的总纤度(dtex)。将该值除以单纤维数所得到的商作为单纤维纤度(dtex)。
[0112]
<拉伸强度、初始弹性模量>
[0113]
根据日本工业标准jis l 1013:2010 8.5.1方法,使用用岛津制作所制造的万能试验机“ags
‑
100b”,以丝长200mm、初始载荷0.09cn/dtex、拉伸速度100mm/分的恒定速度伸长条件准备了连续50m的试样,以1m的间隔实施了50次拉伸试验。
[0114]
将断裂时的应力除以总纤度所得到的值作为拉伸强度(cn/dtex),将断裂时的伸长率作为伸度(%),将通过伸长率0.25%与1.00%这两点的直线的斜率作为初始弹性模量(cn/dtex)。本发明中的拉伸强度、伸度、初始弹性模量分别是通过上述50次拉伸试验的平均值计算出来的。
[0115]
<强度偏差>
[0116]
利用与上述拉伸强度相同的测量条件和计算方法,以连续50m的液晶聚酯复丝作为一试样进行了50次的测量,将50次中每次的强度除以总纤度所得的商的标准偏差(σ1)除以上述50次的拉伸强度的测量值的平均值(a1),将所得到的商乘以100,将这样得到的值作为强度偏差(%)。
[0117]
[数学式1]
[0118]
强度偏差(%)=(σ1/a1)
×
100
ꢀꢀꢀ
(1)
[0119]
<初始弹性偏差>
[0120]
利用与上述初始弹性模量相同的测量条件和计算方法,以连续50m的液晶聚酯复丝作为一个试样进行了50次的测量,将50次中每次的初始弹性模量的标准偏差(σ2)除以上述50次的初始弹性模量的测量值的平均值(a2),将所得到的商乘以100,将这样得到的值作为初始弹性模量偏差(%)。
[0121]
[数学式2]
[0122]
初始弹性模量偏差(%)=(σ2/a2)
×
100
ꢀꢀꢀ
(2)
[0123]
<作为抗拉部件的力学性质偏差>
[0124]
作为使用了已得到的液晶聚酯复丝的高级加工产品的例子,制作绞线评价了作为抗拉部件的力学性质的偏差。具体而言,制作了三股的绞线,用该绞线的强度偏差与初始弹性模量偏差的数值进行了评价。也就是说,为每个实施例准备了3根液晶聚酯复丝,通过每个张力引导器并施加50n的张力以后,一边合并,一边以20的捻系数进行单捻,制作了三股的绞线,测量了该绞线的强度偏差和弹性模量偏差(测量方法与长丝相同)。
[0125]
[实施例1]
[0126]
作为用于热处理的纺丝原丝,准备了总纤度为1670dtex、长丝根数为300根的液晶聚酯复丝(可乐丽公司制造,商品名称:vectran nt、熔点:281℃)。
[0127]
接着,如图1的工序简图所示,将该纺丝原丝9从退卷机1上退出来,并按照下述a~d的顺序通过装置并回卷,以卷对卷方式进行运送热处理后,得到了本实施例的热处理丝12。
[0128]
a:第一辊2
[0129]
b:热处理炉3(具有一根作为炉管的陶瓷管10以及控制部11,该控制部11具有将炉内部的环境气体加热的加热部。炉管具有三个加热区6~8,各加热区6~8可分别独立地控制温度。)
[0130]
c:第二辊4
[0131]
d:回卷机5
[0132]
这里,设定了第一辊2的转速,保证热处理时间(丝试样通过热处理炉3的加热区6~8的距离
÷
第一辊2的转速)达到1小时。设定了第二辊4的转速,保证伸长倍率(第二辊4的转速
÷
第一辊2的转速)达到1.005倍。热处理炉内充满了氮气,三个加热区6~8的温度按照通过的顺序分别为230℃、260℃、290℃。需要说明的是,为了调整导纱器的高度等,也适当地使用了经过表面梨地处理的陶瓷辊与陶瓷引导器(均未图示)。热处理丝的分析结果示于表5。
[0133]
[实施例2]
[0134]
使用与实施例1相同的纺丝原丝与装置,除了设定了第二辊4的转速保证伸长倍率达到1.050倍以外,其它方面都与实施例1相同,在这样的条件下得到了热处理丝12。热处理丝的分析结果示于表5。
[0135]
[实施例3]
[0136]
使用与实施例1相同的纺丝原丝与装置,除了设定了第二辊4的转速保证伸长倍率达到1.100倍以外,其它方面都与实施例1相同,在这样的条件下得到了热处理丝12。热处理丝的分析结果示于表5。
[0137]
[实施例4]
[0138]
使用与实施例1相同的纺丝原丝与装置,除了将热处理炉3的三个加热区6~8的温度全部设定为230℃,且将第一辊2与第二辊4的转速设定为保证热处理时间达到10小时、伸长倍率达到1.005倍以外,其它方面都与实施例1相同,在这样的条件下得到了热处理丝12。热处理丝的分析结果示于表5。
[0139]
[实施例5]
[0140]
使用与实施例1相同的纺丝原丝与装置,除了设定了第一辊2与第二辊4的转速保证热处理时间达到16小时、伸长倍率达到1.005以外,其它方面都与实施例1相同,在这样的条件下得到了热处理丝12。热处理丝的分析结果示于表5。
[0141]
[实施例6]
[0142]
使用与实施例1相同的纺丝原丝,如图2的工序示意图所示,将该纺丝原丝9从退卷机1上退出来,按照下述e~h的顺序通过装置并回卷,以卷对卷方式进行运送热处理后,得到了本实施例的热处理丝12。
[0143]
e:第一辊2
[0144]
f:热处理炉3
[0145]
g:张力调节辊13
[0146]
h:回卷机5
[0147]
这里,将张力调节辊13的张力设为50g。设定了第一辊2的转速,保证热处理时间(丝试样通过热处理炉3的加热区6~8的距离
÷
第一辊2的转速)达到1小时。热处理炉内充满了氮气,三个加热区6~8的温度按照通过顺序分别为230℃、260℃、290℃。需要说明的是,为了调整导纱器的高度等,还适当地使用了经过表面粗糙化处理的陶瓷辊与陶瓷引导器(均未图示)。由热处理丝的纤度与热处理前的丝的纤度之比计算出的伸长倍率为1.003倍。热处理丝的分析结果示于表5。
[0148]
[实施例7]
[0149]
使用与实施例1相同的纺丝原丝,如图3的工序示意图所示,将该纺丝原丝9从退卷机1上退出来,按照下述i~p的顺序通过装置并回卷,以卷对卷方式进行运送热处理后,得到了本实施例的热处理丝12。
[0150]
i:第一辊2
[0151]
j:第一热处理炉14(具有一根作为炉管的陶瓷管15、以及将炉内部的环境气体加热的加热部16。需要说明的是,加热区为一个区域。)
[0152]
k:第二辊17
[0153]
l:第二热处理炉18(具有一根作为炉管的陶瓷管19、以及将炉内部的环境气体加热的加热部20。需要说明的是,加热区为一个区域。)
[0154]
m:第三辊21
[0155]
n:第三热处理炉22(具有一根作为炉管的陶瓷管23、以及将炉内部的环境气体加热的加热部24。需要说明的是,加热区为一个区域。)
[0156]
o:第四辊25
[0157]
p:回卷机5
[0158]
这里,为了使热处理时间(丝试样通过第一热处理炉14的炉管15的距离
÷
第一辊2的转速、丝试样通过第二热处理炉18的炉管19的距离
÷
第二辊17的转速、以及丝试样通过第三热处理炉22的炉管23的距离
÷
第三辊21的转速的总和)达到1小时,且为了使第一热处理炉14、第二热处理炉18、以及第三热处理炉22的伸长倍率(各热处理炉后方紧挨着该炉的辊的转速
÷
各热处理炉前方紧挨着该炉的辊的转速)分别达到1.015倍,设定了第一~第四辊:2、17、21、25的转速(此时的总伸长倍率为1.046倍)。热处理炉内充满了氮气,将第一热处理炉14的温度设定为230℃,将第二热处理炉18的温度设定为260℃,将第三热处理炉22的温度设定为290℃。需要说明的是,为了调整导纱器的高度等,还适当地使用了经过表面粗糙化处理的陶瓷辊、陶瓷引导器(均未图示)。热处理丝的分析结果示于表5。
[0159]
[比较例1]
[0160]
将与实施例1相同的纺丝原丝卷绕到铝制筒管上,使卷装密度(package density)达到0.6g/cm3,并使用密闭式烘箱在氮气环境下以230~290℃进行16小时的热处理,以批次方式得到了本比较例的热处理丝。热处理丝的分析结果示于表5。
[0161]
[比较例2]
[0162]
使用与实施例1相同的纺丝原丝与装置,除了设定了第二辊4的转速保证伸长倍率达到1.000倍以外,其它条件都与实施例1相同,在这样的条件下得到了热处理丝。热处理丝的分析结果示于表5。
[0163][0164]
如表5所示,对于实施例1~7中的初始弹性模量偏差为3.0%以下、拉伸强度为18cn/dtex以上的液晶聚酯复丝而言,三股的绞线的强度偏差和初始弹性模量偏差小于比
较例1~2,因此质量稳定。可期望制作力学性质利用率高且致密的高级加工产品。
[0165]
工业实用性
[0166]
本发明的液晶聚酯复丝可适合用于抗拉部件(例如电线、光纤、加热线包芯纱、耳机线等各种电子产品的线等)、帆布、绳子、登山绳、运动用网、救生索、钓鱼线、渔网、绳钩等高级加工产品等所使用的纤维。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

