1.本实用新型涉及注塑模具领域,具体是涉及一种油箱盖注塑模具。
背景技术:
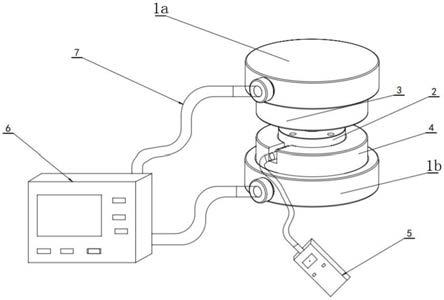
2.现有的油泵总成中油箱盖安装在油箱上,通过导电插头控制油箱内电动油泵工作,为发电机通过出油口提供燃油和通过回油口回收多余的燃油。油箱盖一般包括本体、出油管、回油管和导电插头,导电插头位于本体的中部,出油管和回油管分设在导电插头的两侧,且出油管和回油管的开口均朝向本体的第一侧,导电插头的开口朝向本体的第二侧。
3.油箱盖一般采用模具注塑而成,现有的模具结构比较复杂,且易发生粘模形象,导致产品工作效率和合格率较低。
技术实现要素:
4.本实用新型的目的是提供一种结构简单、操作方便且工作效率高的油箱盖注塑模具。
5.为了实现上述的目的,本实用新型提供的一种油箱盖注塑模具,包括上模板和下模板,上模板设置有上模仁,下模板设置有下模仁,上模仁与下模仁相对布置,上模仁和下模仁之间形成有型腔,上模仁开设有进胶流道,进胶流道与型腔连通,下模板上还设置有第一抽芯组件,第一抽芯组件设置在下模仁的第一侧;第一抽芯组件包括第一延时滑动件、第一楔块、第一滑块和第一驱动装置,第一延时滑动件和第一楔块均设置在上模仁与下模仁之间,第一楔块与第一延时滑动件滑动连接,第一延时滑动件的一端设置有第一承托部,第一承托部和第一楔块的一端均伸入型腔内,第一滑块的两端分别与第一楔块及第一驱动装置连接,第一驱动装置驱动第一楔块沿垂直开模方向移动,进而带动第一延时滑动件向下模仁方向移动,第一延时滑动件延时跟随第一楔块一起沿垂直开模方向移动,第一楔块内设置有第一套筒和第一顶针,第一套筒沿第一楔块的移动方向延伸,第一套筒的内部与型腔连通,第一顶针穿过第一套筒及第一承托部向型腔中部延伸。
6.由上述方案可见,通过设置第一抽芯组件用于成型回油管,通过设置第一驱动装置,用于在开模时驱动第一楔块、第一套筒和第一顶针向外移动,在此过程中,第一延时滑动件在第一楔块的作用下先向下模仁的方向移动预设距离,使得第一承托部与回油管分离;然后,第一楔块继续移动过程中带动第一延时滑动件同步向外移动,直至第一套筒和第一顶针完全抽离回油管为止,方便后续油箱盖的顶出;本实用新型具有结构简单、操作方便、工作效率高的优点。
7.进一步的方案是,第一楔块设置有第一斜滑槽和斜面,第一斜滑槽和斜面的倾斜方向相同,且第一斜滑槽的延伸方向大于斜面的延伸长度;第一延时滑动件设置有第一连接销,第一连接销插装在第一斜滑槽内并能在第一斜滑槽内滑动,第一承托部的底面与斜面配合连接。
8.进一步的方案是,下模仁设置有第一止挡件,第一止挡件固定在第一延时滑动件
的一侧,第一止挡件靠近上模仁的一端凸出地设置有第一凸出部;第一延时滑动件朝向上模仁的一侧设置有第一凹槽,第一凹槽朝向上模仁的一侧设置第一开口,第一凸出部与第一凹槽可拆卸连接,第一凸出部能从第一开口进出第一凹槽。
9.进一步的方案是,下模仁设置有第一镶针和第一成型套筒,第一成型套筒沿开模方向延伸,第一成型套筒的内部与型腔连通,第一镶针穿过第一成型套筒与第一顶针连接。
10.进一步的方案是,下模板上还设置有第二抽芯组件,第二抽芯组件和第一抽芯组件分别设置在下模仁的同一侧;第二抽芯组件包括第二延时滑动件、第二楔块、第二滑块和第二驱动装置,第二延时滑动件和第二楔块均设置在上模仁和下模仁之间,第二延时滑动件的一端设置有第二承托部,第二楔块与第二延时滑动件滑动连接,第二承托部和第二楔块的一端均伸入型腔内,第二滑块分别与第二楔块及第二驱动装置连接,第二驱动装置驱动第二楔块沿垂直开模方向移动,进而带动第二延时滑动件向下模仁方向移动,第二延时滑动件延时跟随第二楔块一起沿垂直开模方向移动,第二楔块内设置有第二套筒和第二顶针,第二套筒的内部与型腔连通,第二顶针穿过第二套筒及第二承托部向型腔中部延伸。
11.进一步的方案是,下模仁设置有第二止挡件,第二止挡件固定在第二延时滑动件的一侧,第二止挡件靠近上模仁的一端凸出地设置有第二凸出部;第二延时滑动件朝向上模仁的一侧设置有第二凹槽,第二凹槽朝向上模仁的一侧设置第二开口,第二凸出部与第二凹槽可拆卸连接,第二凸出部能从第二开口进出第二凹槽。
12.进一步的方案是,下模仁设置有第二镶针和第二成型套筒,第二成型套筒沿开模方向延伸,第二成型套筒的内部与型腔连通,第二镶针穿过第二成型套筒与第二顶针连接。
13.进一步的方案是,下模板上还设置有第三抽芯组件,第三抽芯组件设置在下模仁的第二侧;第三抽芯组件包括第三驱动装置、第三滑块和第三滑动件,第三滑块的两端分别与第三驱动装置及第三滑动件连接,第三滑动件的一端伸入型腔内,第三驱动装置通过第三滑动带动第三滑动件沿垂直开模方向移动。
14.进一步的方案是,下模仁上设置有多个导电片,导电片包括相交成直角的第一连接端和第二连接端,第一连接端位于型腔内,第二连接端沿第三滑动件的移动方向延伸并插装在第三滑动件内。
15.进一步的方案是,下模板还设置有三组到位检测装置,三组到位检测装置分别与第一抽芯组件、第二抽芯组件和第三抽芯组件对应设置;到位检测装置包括检测杆、检测头和两个检测端,检测杆沿抽芯方向延伸,检测头设置在检测杆上并能在两个检测端之间来回移动。
附图说明
16.图1是应用本实用新型实施例注塑成型的产品的第一视角结构图。
17.图2是应用本实用新型实施例注塑成型的产品的第二视角结构图。
18.图3是本实用新型实施例的俯视图。
19.图4是图3中a-a处的剖视图。
20.图5是图4中d处的放大图。
21.图6是图3中b-b处的剖视图。
22.图7是图6中e处的放大图。
23.图8是图3中c-c处的剖视图。
24.图9是图8中f处的放大图。
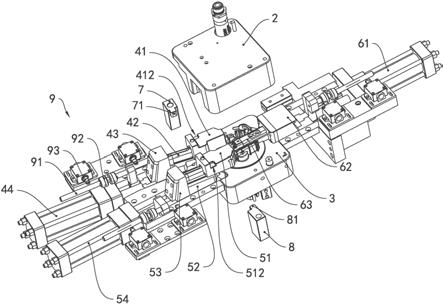
25.图10是本实用新型实施例主要部件的分解图。
26.以下结合附图及实施例对本实用新型作进一步说明。
具体实施方式
27.参见图1和图2,应用本实施例进行注塑生产的产品1为油箱盖,包括本体11、出油管12、回油管13和导电插头14,本体11设为圆形,导电插头14设置在本体11的表面,出油管12和回油管13分别设置在导电插头14的两侧,且导电插头14的插口朝向本体11的第一侧,出油管12和回油管13的开口均朝向本体11的第二侧。出油管12的延伸方向与导电插头14的延伸方向平行,回油管13的延伸方向与出油管12的延伸方向相交成预设锐角。
28.参见图3至图5,并结合图10,本实施例提供一种油箱盖注塑模具包括上模和下模,上模从上至下依次包括上固定板10、热浇道板20和上模板30,上模板30上设置有上模仁2;下模从上至下依次包括下模板40、上顶出板50、下顶出板60和下固定板70,下模板40的两端均超出上模板30的两侧侧面,下模板40的中部设置有下模仁3,上模仁2与下模仁3相对布置,上模仁2和下模仁3之间形成有用于注塑成型油箱盖的型腔,上模仁2开设有进胶流道,进胶流道分别与模具的唧嘴及型腔连通。下模板40与下固定板70之间还设置有两个模角板80,上顶出板50和下顶出板60均设置在两个模角板80之间。
29.下模板40上还设置有第一抽芯组件4、第二抽芯组件5和第三抽芯组件6,第一抽芯组件4和第二抽芯组件5设置在下模仁3的第一侧,第三抽芯组件6设置在下模仁3的第二侧。本实施例中,第一抽芯组件4与油箱盖的回油管13对应,第二抽芯组件5与油箱盖的出油管12对应,第三抽芯组件6与油箱盖的导电插头14对应。
30.第一抽芯组件4包括第一延时滑动件41、第一楔块42、第一滑块43和第一驱动装置44。第一延时滑动件41和第一楔块42均设置在上模仁2与下模仁3之间。第一延时滑动件41朝向型腔的一端设置有第一承托部411,第一承托部411上开设有弧形凹槽,弧形凹槽用于成型回油管13的连接端。
31.第一驱动装置44驱动第一楔块42沿垂直开模方向移动,第一楔块42与第一延时滑动件41滑动连接,第一承托部411和第一楔块42的一端均伸入型腔内。具体地,第一延时滑动件41远离型腔的一端设置有第一连接销(图中未示出),第一连接销穿过第一延时滑动件41向第一楔块42延伸。第一楔块42设置有第一斜滑槽421和斜面422,第一斜滑槽421位于远离型腔的一端,斜面422位于靠近型腔的一端,第一斜滑槽421和斜面422的倾斜方向相同,均向型腔中部倾斜向下延伸,且第一斜滑槽421的延伸长度大于斜面422的延伸长度。第一连接销插装在第一斜滑槽421内并能在第一斜滑槽421内滑动。斜面422与第一承托部411的底壁配合连接。第一斜滑槽421设为预设长度,在第一连接销从第一斜滑槽421的上端移动至下端之前,斜面422与第一承托部411分离;当第一连接销移动至下端后,第一延时滑动件41能跟随第一楔块42一起沿垂直开模方向移动,以此实现延时移动的功能。
32.第一楔块42内设置有第一套筒431和第一顶针432,第一套筒431朝向型腔的一端设置有第一扩孔,第一扩孔与型腔连通,第一顶针432插装在第一套筒431内并伸入型腔内,第一扩孔用于成型回油管13的自由端,第一顶针432用于成型回油管13的通道。具体地,第
一顶针432的一端穿过第一扩孔的中心和弧形凹槽的中心向型腔的中部延伸。
33.第一套筒431的端部与第一承托部411的侧壁之间形成有弧形的第一空腔,第一空腔的外径大于第一套筒431的直径;第一顶针432与第一承托部411之间形成有第二空腔,第一空腔和第二空腔均与型腔连通。由于第一空腔的外径大于第一套筒431的直径,在开模时,必须将第一承托部411向下移动至低于第一空腔后,才能带动第一延时滑动件41向外移动。
34.第一滑块43分别与第一楔块42及第一驱动装置44连接,第一驱动装置44可以为液压缸或气缸。第一驱动装置44驱动第一楔块42沿垂直开模方向移动,在此过程中,第一延时滑动件41在第一楔块42的配合作用下首先向下模仁3方向移动,使得第一承托部411与回油管13分离;然后,第一连接销继续相对移动至第一斜滑槽421的下端后,第一楔块42能带动第一延时滑动件41同步移动,使得第一套筒431和第一顶针432完全脱离回油管13,完成抽芯动作。
35.下模仁3上设置有第一止挡件7,第一止挡件7固定在第一延时滑动件41的一侧,第一止挡件7靠近上模仁2的一端凸出地设置有第一凸出部71,第一凸出部71的底壁到下模板40的表面之间具有第一预设距离。第一延时滑动件41朝向上模仁2的一侧设置有第一凹槽412,第一凹槽412朝向上模仁2的一侧设置第一开口,第一凸出部71与第一凹槽412可拆卸连接,第一凸出部71能从第一开口进出第一凹槽412。当第一凸出部71插装在第一凹槽412内时,第一止挡件7能限制第一延时滑动件41跟随第一楔块42移动,直至第一延时滑动件41向下模仁3方向移动至第一凸出部71与第一凹槽412分离后,第一延时滑动件41才能跟随第一楔块42同步移动。
36.下模仁3还设置有第一镶针31和第一成型套筒32,第一成型套筒32沿开模方向延伸,第一成型套筒32的内部与型腔连通,第一镶针31插装在第一成型套筒32内,且第一镶针31的上端穿出第一成型套筒32与第一顶针432连接,用于成型回油管13的内部通道。
37.结合图6和图7,并结合图10,第二抽芯组件5包括第二延时滑动件51、第二楔块52、第二滑块53和第二驱动装置54。第二延时滑动件51和第二楔块52均设置在上模仁2和下模仁3之间,第二延时滑动件51靠近型腔的一端设置有第二承托部511,第二承托部511和第二楔块52的一端均伸入型腔内,第二承托部511开设有弧形凹槽,用于成型出油管12的连接端。第二楔块52与第二延时滑动件51滑动连接,第二滑块53分别与第二楔块52及第二驱动装置54连接,第二驱动装置54驱动第二楔块52沿垂直开模方向移动,进而带动第二承托部511向下模仁3方向移动。
38.第二延时滑动件51能延时跟随第二楔块52一起沿垂直开模方向移动,第二延时滑动件51和第二楔块52的连接结构与第一延时滑动件41和第二楔块52的连接结构相同,在此不再赘述。
39.第二楔块52内设置有第二套筒521和第二顶针522,第二套筒521靠近型腔的移动设置有第二扩孔,第二扩孔与型腔连通,第二顶针522穿过第二套筒521及第二承托部511伸入型腔内,第二套筒521与第二承托部511之间形成有弧形的第三空腔,第三空腔的外径大于第二套筒521的直径,第二顶针522与第二承托部511之间形成有第四空腔,第三空腔和第四空腔均与型腔连通。由于第三空腔的外径大于第二套筒521的直径,在开模时,必须将第二承托部511向下移动至低于第三空腔后,才能带动第二延时滑动件51向外移动。
40.下模仁3设置有第二止挡件8,第二止挡件8固定在第二延时滑动件51的一侧,第二止挡件8靠近上模仁2的一端凸出地设置有第二凸出部81,第二凸出部81的底壁到下模板40的表面之间具有第二预设距离。第二延时滑动件51朝向上模仁2的一侧设置有第二凹槽512,第二凹槽512朝向上模仁2的一侧设置第二开口,第二凸出部81与第二凹槽512可拆卸连接,第二凸出部81能从第二开口进出第二凹槽512。当第二凸出部81插装在第二凹槽512内时,第二止挡件8能限制第二延时滑动件51跟随第二楔块52移动,直至第二延时滑动件51向下模仁3方向移动至第二凸出部81与第二凹槽512分离后,第二延时滑动件51才能跟随第二楔块52同步移动。
41.下模仁3还设置有第二镶针33和第二成型套筒34,第二成型套筒34沿开模方向延伸,第二成型套筒34的内部与型腔连通,第二镶针33插装在第二成型套筒34内,且第二镶针33穿出第二成型套筒34与第二顶针522连接,用于成型出油管12的内部通道。
42.参见图8和图9,并结合图10,第三抽芯组件6包括第三驱动装置61、第三滑块62和第三滑动件63,第三滑块62的两端分别与第三驱动装置61及第三滑动件63连接,第三滑动件63的一端伸入型腔内,第三驱动装置61通过第三滑动带动第三滑动件63沿垂直开模方向移动。
43.下模仁3上预先放置有多个导电片15,多个导电片15沿前后方向排列,导电片15包括相交成直角的第一连接端和第二连接端,第一连接端沿开模方向设置在型腔内,第二连接端沿第三滑动件63的移动方向延伸;第三滑动件63插入型腔的一端端部开设有导电安装孔,第二连接端插装在导电安装孔内,用于保护第二连接端不被熔融的塑胶液包裹。
44.在图10中,下模板40还设置有三组到位检测装置9,三组到位检测装置9分别与第一抽芯组件4、第二抽芯组件5和第三抽芯组件6对应设置。到位检测装置9包括检测杆91、检测头92和两个检测端93,检测杆91沿抽芯方向延伸,两个检测端沿抽芯方向排列并相隔预设距离,检测头92设置在检测杆91上并能在两个检测端93之间移动,用于精准控制抽芯动作的移动前后位置。
45.综上可见,本实用新型通过设置第一抽芯组件用于成型回油管,通过设置第一驱动装置,用于在开模时驱动第一楔块、第一套筒和第一顶针向外移动,在此过程中,第一延时滑动件在第一楔块的作用下先向下模仁的方向移动预设距离,使得第一承托部与回油管分离;然后,第一楔块继续移动过程中带动第一延时滑动件同步向外移动,直至第一套筒和第一顶针完全抽离回油管为止,方便后续油箱盖的顶出;本实用新型具有结构简单、操作方便、工作效率高的优点。
46.最后需要强调的是,以上仅为本实用新型的优选实施例,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种变化和更改,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。