1.本发明涉及船舶喷涂技术领域,具体涉及一种静电喷涂涂料导电率的在线监测装置。
背景技术:
2.目前,在现代化船舶的建造过程中,船体结构形式多样而又复杂,其中纵骨结构是船体结构中最多的一种结构,纵骨结构与船体同长,其主要作用是保证船体结构和船体平稳,纵骨结构在船体分段中占有很大的比重,现有的纵骨结构焊接方式有自动角焊小车、手工co2焊、自动焊接门架等焊接方式,这些焊接方法虽然可以保证焊接速率,但是无法消除薄板纵骨焊接后的变形,现有的薄板纵骨焊接方法,只能单纯的保证焊接效率,无法消除纵骨焊接后的变形,焊后无法进行退火,消除焊后焊接应力,而且现有的薄板纵骨焊接方法都是采用先定位焊,再进行正式焊接,结构在装配过程中,已经发生变形,因此需要一种可以减少薄板纵骨焊后变形的焊接方法。
技术实现要素:
3.有鉴于此,本发明的目的在于提供一种可以有效的控制和减少船舶上的薄板纵骨焊后的变形的焊接方法。
4.为了实现本发明的目的,本发明提供了一种船舶的纵骨钢结构焊接方法,其特征在于:包括钢平台、压紧设备和焊枪,所述钢平台上设置面板和纵骨面板,所述纵骨面板设置于面板上,具体的焊接方法如下:
5.s1、将面板与纵骨面板装配成t型面板结构,其中纵骨面板与面板之间设置装配间隙;
6.s2、将装配好的t型面板结构布置于钢平台上,用压紧设备将t型面板结构进行压紧固定;
7.s3、获得焊接参数,反变形量参数范围,焊接前,依据焊接电流大小施加反变形,焊接完成后,对焊缝进行冷却收缩,确保焊后面板平整;
8.s4、对面板施加完反变形,采用多组焊枪进行对称焊接。
9.优选的,所述装配间隙的范围为0
‑
2mm。
10.优选的,所述压紧设备为机械压紧设备。
11.优选的,所述钢平台上设有反变形装置和加热设备。
12.优选的,所述反变形装置包括矩形管和充气囊,所述充气囊设置于矩形管下方,所述矩形管侧面滑动连接有反变形钢片,所述充气囊充气时可以推动反变形钢片向上移动,所述矩形管包括第一矩形管和第二矩形管,所述第一矩形管与第二矩形管间隔设置于钢平台上,所述第一矩形管与第二矩形管为厚钢型矩形管,所述反变形钢片包括第一反变形钢片和第二反变形钢片。
13.优选的,所述加热设备设置于所述第一矩形管的侧端。
14.优选的,所述焊枪为双面双丝焊枪,所述双面双丝焊枪设有第一双面双丝焊枪、第二双面双丝焊枪、第三双面双丝焊枪和第四双面双丝焊枪,对所述面板施加完反变形后,将四组双面双丝焊枪进行进行对称焊接。
15.优选的,所述纵骨面板上设置有焊接起点,所述焊接起点设置于纵骨面板的中部位置,所述焊接起点往纵骨面板一端的方向为第一焊接方向,所述焊接起点往纵骨面板另一端的方向为第二焊接方向。
16.优选的,所述第一双面双丝焊枪的焊接方向与第二双面双丝焊枪的焊接方向为所述第一焊接方向,所述第三双面双丝焊枪的焊接方向与第四双面双丝焊枪的焊接方向为所述第二焊接方向,所述第一焊接方向与第二焊接方向为同一水平面的相反方向。
17.优选的,所述面板的厚度为3
‑
24mm,所述纵骨面板的厚度为3
‑
24mm。
18.本发明的有益效果为:本发明提供了一种船舶的纵骨结构焊接方法,纵骨面板在焊接前可以施加反变形,焊接后可以进行退火处理等工艺,反变形装置极大的提高了客滚船分段的建造质量,分段整体变形非常小,解决了薄板船建造的难题,有效的控制薄板纵骨焊后变形,减少对薄板纵骨焊后火工,减少分段加强材的安装,同时也减少了人力、物力,进一步的节约了生产成本。
附图说明
19.通过附图中所示的本发明优选实施例更具体说明,本发明上述及其它目的、特征和优势将变得更加清晰。在全部附图中相同的附图标记指示相同的部分,且并未刻意按实际尺寸等比例缩放绘制附图,重点在于示出本发明的主旨。
20.图1为本发明一种船舶的纵骨结构焊接方法的优选实施例平面示意图;
21.图2为本发明一种船舶的纵骨结构焊接方法的t型结构的拼搭方法示意图;
22.图3为本发明一种船舶的纵骨结构焊接方法的优选实施例侧视图;
23.图4为本发明一种船舶的纵骨结构焊接方法中纵骨反变形示意图;
24.图5为本发明一种船舶的纵骨结构焊接方法中焊接方向示意图;
25.图6为本发明一种船舶的纵骨结构焊接方法中的焊接示意图;
26.图7为本发明一种船舶的纵骨结构焊接方法的焊后平面示意图。
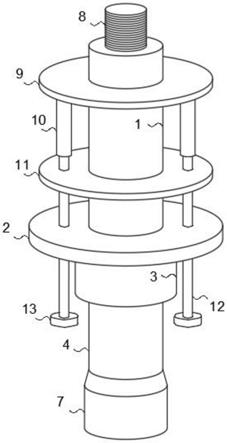
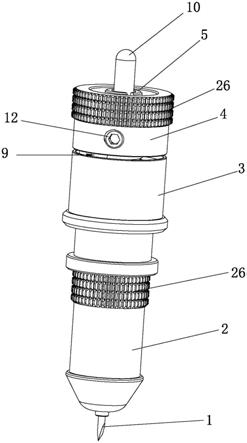
27.图中:1、钢平台;2、压紧设备;3、焊枪;31、第一双面双丝焊枪;32、第二双面双丝焊枪;33、第三双面双丝焊枪;34、第四双面双丝焊枪;4、充气囊;5、变形装置;6、加热设备;7、第一矩形管;71、第一反变形钢片;8、第二矩形管;81、第二反变形钢片;9、焊接起点;11、面板;12、纵骨面板。
具体实施方式
28.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。
29.需要说明的是,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件并与之结合为一体,或者可能同时存在居中元件。本文所使用的术语“安装”、“一端”、“另一端”以及类似的表述只是为了说明的目的。
30.除非另有定义,本文所使用的所有的技术和科学术语与属于本文的技术领域的技术人员通常理解的含义相同。本文中说明书中所使用的术语只是为了描述具体的实施例的
目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
31.如图1
‑
7所示,本发明的优选实施例提供一种船舶的纵骨钢结构焊接方法,其特征在于:包括钢平台1、压紧设备2和焊枪3,钢平台1上设置面板11和纵骨面板12,纵骨面板12设置于面板11上,具体的焊接方法如下:
32.s1、将面板11与纵骨面板12装配成t型面板结构,其中纵骨面板12与面板11之间设置装配间隙;
33.s2、将装配好的t型面板结构布置于钢平台上,用压紧设备将t型面板结构进行压紧固定;
34.s3、获得焊接参数,反变形量参数范围,焊接前,依据焊接电流大小施加反变形,焊接完成后,对焊缝进行冷却收缩,确保焊后面板平整;
35.s4、对面板施加完反变形,采用多组焊枪3进行对称焊接。
36.参考图1
‑
2所示,在进一步的优选实施例中,装配间隙的范围为0
‑
2mm,纵骨面板12与面板11装配的间隙范围为0
‑
2mm,优选的,在本实施例中,纵骨面板与面板之间的装配间隙可以为2mm,。
37.参考图1
‑
4所示,在进一步的优选实施例中,压紧设备2为机械压紧设备,机械压紧设备可以为现有技术中常见的液压压紧设备。
38.参考图3
‑
4所示,在优选实施例中,钢平台上设有反变形装置5和加热设备6,反变形装置5放置于钢平台的中部间隙处,反变形装置可以在焊接前对压紧后的t型面板结构施加反变形操作,加热设备6可以对焊缝位置进行退火处理消除焊接应力,减小薄板纵骨焊后变形。
39.参考图3
‑
4所示,在优选实施例中,反变形装置5包括矩形管和充气囊4,充气囊4设置于矩形管下方,矩形管侧面滑动连接有反变形钢片,充气囊4充气时可以推动反变形钢片向上移动,焊接前要施加反变形工序操作时,先将充气囊充满气体便可以推动反变形钢片向上移动,反变形钢片便凸出于矩形管的水平面,纵骨面板和面板便可以施加反变形操作,当充气囊抽气时便可以使反变形钢片退回原来的位置,结束反变形操作,矩形管包括第一矩形管7和第二矩形管8,第一矩形管与第二矩形管间隔设置于钢平台1上,第一矩形管与第二矩形管为厚钢型矩形管,反变形钢片包括第一反变形钢片71和第二反变形钢片81,两个钢片可以同时执行反变形操作,稳定面板的结构。
40.参考图3
‑
7所示,在优选实施例中,加热设备6设置于所述第一矩形管的侧端,加热设备也是退火装置,优选的,在本实施例中,可以为电磁感应加热器,可以对焊接后面板上的焊缝位置进行退火处理消除焊接应力。
41.参考图3
‑
6所示,在优选实施例中,焊枪为双面双丝焊枪,所述双面双丝焊枪设有第一双面双丝焊枪31、第二双面双丝焊枪32、第三双面双丝焊枪33和第四双面双丝焊枪34,对纵骨面板和面板施加完反变形操作后,将四组双面双丝焊枪进行进行对称焊接,设置四组对称焊接可以有效的提高焊接效率。
42.参考图5,在优选实施例中,纵骨面板上设置有焊接起点9,焊接起点9设置于纵骨面板的中部位置,焊接起点9往纵骨面板12一端的方向为第一焊接方向,焊接起点往纵骨面板12另一端的方向为第二焊接方向,第一焊接方向和第二焊接方向为同一水平线上的向右
和向左的两个方向,优选的,在本实施例中,第一焊接方向为向右,第二焊接方向为向左,焊接时两端同时进行对称焊接,提高了焊接效率。
43.参考图5
‑
6,在优选实施例中,第一双面双丝焊枪31的焊接方向与第二双面双丝焊枪32的焊接方向为第一焊接方向,第三双面双丝焊枪33的焊接方向与第四双面双丝焊枪34的焊接方向为第二焊接方向,第一焊接方向与第二焊接方向为同一水平面的相反方向,即第一焊接方向为向右,第二焊接方向为向左,焊枪定位后,开启线激光,焊接过程采用线激光进行跟踪焊接,实现薄板纵骨的高速焊接,大大提高焊接效率和焊接质量,采用对称的方式进行焊接可以同时减少焊接变形,有效的控制纵骨焊后变形。
44.参考图1
‑
7,在优选实施例中,面板11的厚度为3
‑
24mm,纵骨面板的厚度为3
‑
24mm,本实施例的焊接方法适用于厚度为3
‑
24mm薄型纵骨面板的焊接。
45.在优选实施例中,焊接电流单位为a;焊接电压单位为v;焊接速度单位为mm/min,反变形量的单位为mm,本发明的优选实施例还提供一种船舶的纵骨结构的焊接方法的焊接参数,反变形量参数范围,如表1所示。
46.表1
[0047][0048][0049]
本发明的有益效果为:本发明提供了一种船舶的纵骨结构焊接方法,纵骨面板在焊接前可以施加反变形,焊接后可以进行退火处理等工艺,反变形装置极大的提高了客滚船分段的建造质量,分段整体变形非常小,解决了薄板船建造的难题,有效的控制薄板纵骨焊后变形,减少对薄板纵骨焊后火工,减少分段加强材的安装,同时也减少了人力、物力,进一步的节约了生产成本。
[0050]
在本技术中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0051]
在本说明书的描述中,参考术语“优选实施例”、“再一实施例”、“其他实施例”或“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针
对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0052]
以上实施例仅表达了发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。