1.本发明涉及切割装置技术领域,具体涉及一种汽车座椅管件加工用切割装置。
背景技术:
2.汽车座椅是汽车使用结构中的一个重要部件,直接影响至汽车驾驶的舒适性和安全性,在汽车座椅生产工艺中,需要利用管件来搭建座椅的框架,稳固座椅的结构,增加座椅的使用强度和结构稳定性能,汽车座椅管件通常是通过切割装置对一整段管件进行分割制造,汽车座椅管件加工用切割设备是最为常见和最为简便的汽车座椅管件的切割装置。
3.但是切割装置在对汽车座椅管件进行切割的过程中通常会存在以下缺陷:由于用于焊接汽车座椅的管件通常对长度以及切割角度有特殊的要求,因此在进行管件切割的过程中,需要不断的调整切割装置的切割角度以及切割长度,以得到满足不同切割要求的切管,因此对座椅管件的切割效率并不高。
技术实现要素:
4.为此,本发明提供一种汽车座椅管件加工用切割装置,以解决现有技术中的上述缺陷。
5.一种汽车座椅管件加工用切割装置,包括:
6.导轨支撑架,其包括固定连接在支撑架上的两组上下排布且走向相互垂直的的x轴导轨和y轴导轨;
7.仿形夹持机构,包括滑动安装在所述y轴导轨上的y轴滑动框、安装在所述y轴滑动框上的仿形夹持件、夹持在所述仿形夹持件间的仿形块以及设置在所述仿形块中部的仿形槽,所述y轴滑动框被动力机构推动沿着所述y轴导轨滑动,所述仿形槽包括经过所述仿形块同一平行于y轴导轨轴线m的若干切割导向槽以及若干顺次首尾连接所述切割导向槽的弧形导向槽;
8.工件夹持机构,包括固定安装在所述y轴滑动框上方的工件定位框、以轴线m为对称轴对称活动安装在所述工件定位框上的两个推板,两个所述推板能通过第一动力组件驱动居中靠近,两个所述推板的相对内侧均滑动设置有若干夹管组件,若干所述夹管组件分别夹持在座椅管件切割后的各段切管上;
9.导向切割机构,包括滑动设置在所述x轴导轨间的x轴滑动块、安装在所述x轴滑动块上的同位连接组件、分别连接在所述同位连接组件上下两端的切割机构以及导向机构,所述切割机构的切割头与所述导向机构的限位导向辊上下正对,并且所述限位导向辊能插接在所述仿形槽内。
10.优选的,所述同位连接组件包括转动安装在所述x轴滑动块上的转轴以及相互平行安装在所述转轴上下两端的固定连接杆,所述转轴通过第一电机驱动旋转,所述固定连接杆的前端滑动安装有伸缩连接杆,所述切割机构和导向机构分别安装在对应所述伸缩连接杆的前端,两根所述伸缩连接杆通过第二动力组件驱动同步伸缩。
11.优选的,所述第二动力组件包括通过连接块与所述转轴连接的转动杆,所述转动杆竖直转动安装在所述连接块上,所述转动杆的上下两端均套装有齿轮,所述伸缩连接杆靠近固定连接杆的一端侧壁设置有齿条,所述齿条与对应位置的所述齿轮相互啮合,所述转动杆通过第二电机驱动旋转。
12.优选的,所述第一动力组件包括垂直于两个所述推板安装在工件定位框之间的两个双向丝杠,两个所述推板的两端均通过丝杠螺母套装在两个所述双向丝杠之间,每个所述推板对应安装在双向丝杠不同旋向的螺纹轴上,并且所述双向丝杠上均套装有皮带轮,两个所述皮带轮之间通过皮带连接,其中一根所述双向丝杠通过第三电机驱动旋转。
13.优选的,所述夹管组件均包括滑动安装在两根所述推板上能相互对应的两个滑块,所述滑块的上设置有气缸,所述气缸朝内侧的顶杆上连接有软质半弧夹持块,所述切管夹持在两个对应的所述软质半弧夹持块之间。
14.优选的,所述动力机构为直线电机。
15.优选的,所述弧形导向槽对应的圆心角设置成大于90
°
但是小于180
°
。
16.优选的,所述切割机构还包括用于驱动所述切割头升降的第一电动缸。
17.优选的,所述导向机构还包括用于驱动所述限位导向辊升降的第二电动缸,所述限位导向辊的辊壁与所述仿形槽的两侧内壁相互接触。
18.本发明具有如下优点:
19.本发明通过导轨支撑架、仿形夹持机构、工件夹持机构以及导向切割机构间的配合,在对汽车座椅管件进行切割的过程中,无需对切割机构的切割头进行多次切割角度以及切割长度的调节,可以得到满足不同切割要求的切管,从而提高了对座椅管件的切割效率。
附图说明
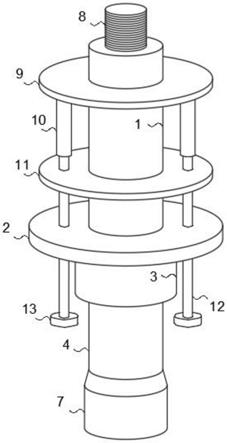
20.图1为本发明的整体结构示意图;
21.图2为本发明的局部俯视结构示意图;
22.图3为本发明的仿形夹持机构的结构示意图;
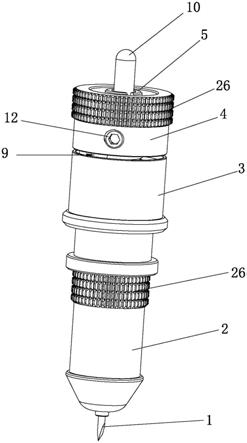
23.图4为本发明的图1中a的放大结构示意图。
24.图中:
[0025]1‑
导轨支撑架;2
‑
仿形夹持机构;3
‑
工件夹持机构;4
‑
导向切割机构;10
‑
仿形块;20
‑
仿形槽;21
‑
切割导向槽;22
‑
弧形导向槽;30
‑
座椅管件;40
‑
切管;
[0026]
101
‑
支撑架;102
‑
x轴导轨;103
‑
y轴导轨;
[0027]
201
‑
y轴滑动框;202
‑
仿形夹持件;203
‑
动力机构;301
‑
工件定位框;302
‑
推板;303
‑
夹管组件;304
‑
双向丝杠;305
‑
皮带轮;306
‑
皮带;307
‑
滑块;308
‑
气缸;309
‑
软质半弧夹持块;
[0028]
401
‑
x轴滑动块;402
‑
同位连接组件;403
‑
切割机构;404
‑
导向机构;405
‑
切割头;406
‑
限位导向辊;407
‑
转轴;408
‑
固定连接杆;409
‑
伸缩连接杆;410
‑
转动杆;411
‑
齿轮;412
‑
齿条;413
‑
第一电动缸;414
‑
第二电动缸。
具体实施方式
[0029]
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
[0030]
如图1至图4所示,本发明提供了一种汽车座椅管件加工用切割装置,其可以提高对汽车座椅管件的加工切割效率。具体的:
[0031]
该切割装置包括导轨支撑架1、仿形夹持机构2、工件夹持机构3和导向切割机构4。
[0032]
其中,导轨支撑架1包括固定连接在支撑架101上的两组上下排布且走向相互垂直的的x轴导轨102和y轴导轨103;
[0033]
其中,仿形夹持机构2包括滑动安装在所述y轴导轨103上的y轴滑动框201、安装在所述y轴滑动框201上的仿形夹持件202、夹持在所述仿形夹持件202间的仿形块10以及设置在所述仿形块10中部的仿形槽20,所述y轴滑动框201被动力机构203推动沿着所述y轴导轨103滑动,所述动力机构203为直线电机。
[0034]
所述仿形槽20包括经过所述仿形块10同一平行于y轴导轨103轴线m的若干切割导向槽21以及若干顺次首尾连接所述切割导向槽21的弧形导向槽22;
[0035]
其中,工件夹持机构3包括固定安装在所述y轴滑动框201上方的工件定位框301、以轴线m为对称轴对称活动安装在所述工件定位框301上的两个推板302,两个所述推板302能通过第一动力组件驱动居中靠近,两个所述推板302的相对内侧均滑动设置有若干夹管组件303,若干所述夹管组件303分别夹持在座椅管件30切割后的各段切管40上;
[0036]
其中,导向切割机构4包括滑动设置在所述x轴导轨102间的x轴滑动块401、安装在所述x轴滑动块401上的同位连接组件402、分别连接在所述同位连接组件402上下两端的切割机构403以及导向机构404,所述切割机构403的切割头405与所述导向机构404的限位导向辊406上下正对,并且所述限位导向辊406能插接在所述仿形槽20内。所述切割机构403还包括用于驱动所述切割头405升降的第一电动缸413。所述导向机构404还包括用于驱动所述限位导向辊406升降的第二电动缸414,所述限位导向辊406的辊壁与所述仿形槽20的两侧内壁相互接触。具体的:
[0037]
所述同位连接组件402包括转动安装在所述x轴滑动块401上的转轴407以及相互平行安装在所述转轴407上下两端的固定连接杆408,所述转轴407通过第一电机(图中未示出)驱动旋转,所述固定连接杆408的前端滑动安装有伸缩连接杆409,所述切割机构403和导向机构404分别安装在对应所述伸缩连接杆409的前端,两根所述伸缩连接杆409通过第二动力组件驱动同步伸缩。
[0038]
所述第二动力组件包括通过连接块与所述转轴407连接的转动杆410,所述转动杆410竖直转动安装在所述连接块上,所述转动杆410的上下两端均套装有齿轮411,所述伸缩连接杆409靠近固定连接杆408的一端侧壁设置有齿条412,所述齿条412与对应位置的所述齿轮411相互啮合,所述转动杆410通过第二电机(图中未示出)驱动旋转。
[0039]
所述第一动力组件包括垂直于两个所述推板302安装在工件定位框301之间的两个双向丝杠304,两个所述推板302的两端均通过丝杠螺母(图中未示出)套装在两个所述双向丝杠304之间,每个所述推板302对应安装在双向丝杠304不同旋向的螺纹轴上,并且所述双向丝杠304上均套装有皮带轮305,两个所述皮带轮305之间通过皮带306连接,其中一根所述双向丝杠304通过第三电机(图中未示出)驱动旋转。
[0040]
所述夹管组件303均包括滑动安装在两根所述推板302上能相互对应的两个滑块307,所述滑块307的上设置有气缸308,所述气缸308朝内侧的顶杆上连接有软质半弧夹持块309,所述切管40夹持在两个对应的所述软质半弧夹持块309之间。
[0041]
本发明装置的工作原理包括如下步骤:
[0042]
第一步、定制仿形块10:
[0043]
根据汽车座椅制作过程中对管件的要求,定制具有特定仿形槽20的仿形块10,即在仿形块10上根据需要切割的各段切管40的长度以及切割角度在轴线m上设置若干具有特定角度和特定距离的切割导向槽21,此切割导向槽21限制了各段切管40的切割角度,之后用弧形导向槽22连接各段切割导向槽21,从而使仿形槽20形成一段圆滑的弧线槽。并且所述弧形导向槽22对应的圆心角设置成大于90
°
但是小于180
°
。这样有利于后期导向机构404的限位导向辊406沿着仿形槽20的顺利限位滑行;
[0044]
第二步、仿形块10和座椅管件30的安装:
[0045]
将定制好的仿形块10夹持在y轴滑动框201的仿形夹持件202上;
[0046]
将座椅管件30的两端搭接在工件定位框301上,并且启动第三电机,第三电机驱动与其连接的一根双向丝杠304发生旋转,通过皮带轮305和皮带306连接的两根双向丝杠304可同步的发生旋转。从而驱动套装在双向丝杠304上的两个推板302做相向运动。使座椅管件30可以被推板302两侧的软质半弧夹持块309推动至大致平行与轴线m的居中位置,但是座椅管件30的两侧处于大致松散的居中挤压状态。便于后续对滑块307位置的调节。
[0047]
根据下方仿形块10上对应的切割导向槽21的位置,沿着推板302调节滑块307的位置,使每个切割后的切管40的两侧均能有两个对应的滑块307分布。之后启动气缸308,使座椅管件30牢固的夹持在两侧的若干软质半弧夹持块309之间;
[0048]
第三步、调节切割位置:
[0049]
驱动第一电机旋转,第一电机驱动转轴407旋转一定角度,使安装在转轴407两端的固定连接杆408旋转一定角度,之后驱动第二电机旋转,第二电机驱动转动杆410旋转特定角度,转动杆410两端的齿轮411同步旋转,齿轮411驱动与其啮合的齿条412所在的伸缩连接杆409沿着固定连接杆408移动。直至下方的伸缩连接杆409前端的导向机构404的限位导向辊406对准仿形槽20的切割起始端,限位导向辊406由第二电动缸414驱动插入准仿形槽20的切割起始端的内部,此时切割机构403的切割头405对准座椅管件30的切割起始位置。
[0050]
第四步、切割:
[0051]
启动动力机构203,使直线电机带动y轴滑动框201沿着y轴导轨103滑动,即仿形块10会相对限位导向辊406沿着y轴发生移动,移动过程中,限位导向辊406会给仿形块10上的仿形槽20一个反向的横向的分力,其可以使与限位导向辊406连接的x轴滑动块401相对x轴导轨102发生移动,即与限位导向辊406上下正对的切割头405可以顺着仿形槽20的弧形轨迹对座椅管件30进行切割,当切割头405切割至切割导向槽21的对应位置,可使座椅管件30以特定的角度和长度被切割成若干段切管40。
[0052]
本发明装置无需对切割机构403的切割头405进行多次切割角度以及切割长度的调解,可以得到满足不同切割要求的切管40,从而提高了对座椅管件30的切割效率。
[0053]
虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本
发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。