1.本实用新型涉及汽车配件加工检具技术领域,具体为一种汽车配件焊接用孔位工装检具。
背景技术:
2.汽车配件是构成汽车整体的各个单元及服务于汽车的一种产品,汽车配件的种类繁多,随着人们生活水平的提高,人们对汽车的消费也越来越多,汽车配件的这个市场变得也越来越大。
3.现如今大部分的汽车配件焊接用孔位工装检具的体积庞大,重量偏重,尺寸偏长,且不便于对焊接的零件进行定位,使用时工装的位置容易发生偏移,焊接的精度得不到提升。
技术实现要素:
4.本实用新型的目的在于提供一种汽车配件焊接用孔位工装检具,以解决上述背景技术中提出大部分的汽车配件焊接用孔位工装检具的体积庞大,重量偏重,尺寸偏长,且不便于对焊接的零件进行定位,使用时工装的位置容易发生偏移,焊接的精度得不到提升的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种汽车配件焊接用孔位工装检具,包括工装本体,所述工装本体的边侧开设有卡槽,所述工装本体的上端面固定安装有定位销一、定位销二,所述工装本体的内部开设有定位孔一、定位孔二,所述工装本体的内部螺纹连接有固定螺丝一、固定螺丝二。
6.优选的,所述工装本体的长度为600mm,所述工装本体的宽度为160mm。
7.优选的,所述卡槽为半圆形结构,所述卡槽前后对称设置有两个。
8.优选的,所述定位销一、定位销二分别位于卡槽的左右两侧,所述定位销一的圆心至工装本体前端的距离为63mm,所述定位销一的圆心至工装本体左端的距离为220mm,所述定位销二的圆心至工装本体前端的距离为110mm,所述定位销二的圆心至工装本体右端的距离为215mm。
9.优选的,所述定位孔一、定位孔二分别位于卡槽的左右两侧,所述定位孔一、定位孔二为长条形,所述定位孔一的中点至工装本体前端的距离为85mm,所述定位孔一的中点至工装本体左端的距离为170mm,所述定位孔二的中点至工装本体前端的距离为85mm,所述定位孔二的中点至工装本体右端的距离为160mm。
10.优选的,所述固定螺丝一、固定螺丝二分别位于卡槽的左右两侧,所述固定螺丝一的圆心至工装本体后端的距离为35mm,所述固定螺丝一的圆心至工装本体左端的距离为125mm,所述固定螺丝二至工装本体后端的距离为30mm,所述固定螺丝二至工装本体右端的距离为108mm,所述固定螺丝二的螺帽与工装本体的上端面贴合。
11.与现有技术相比,本实用新型的有益效果是:
12.1、该汽车配件焊接用孔位工装检具,工装本体的长度为600mm,宽度为160mm,相对于常规的检具,重力更轻,体积更小,降低了制作成本,工装本体前后两端设置有半圆形的卡槽,便于对工装本体进行卡位,防止发生偏移;
13.2、该汽车配件焊接用孔位工装检具,工装本体内部设置有定位孔一、定位孔二,便于对工装本体进行定位,工装本体上端设置有定位销一、定位销二,便于对零件进行定位,提高焊接的精准度。
附图说明
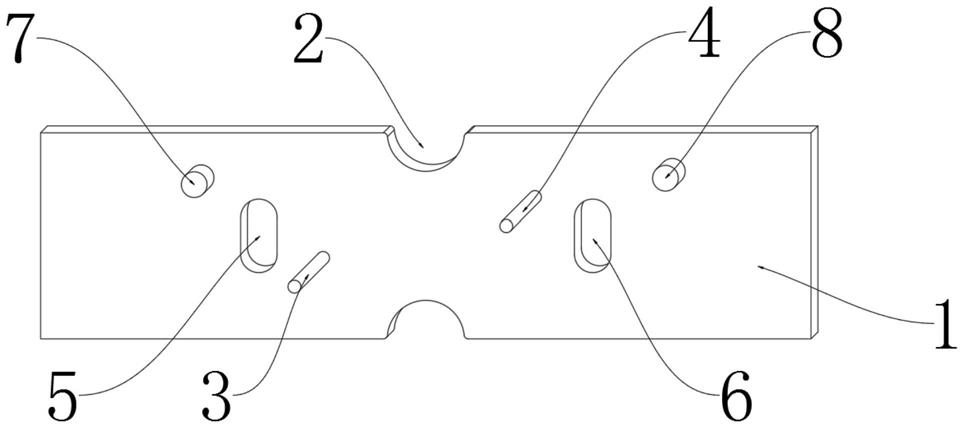
14.图1为本实用新型立体结构示意图;
15.图2为本实用新型俯视结构示意图;
16.图3为本实用新型正视结构示意图;
17.图4为本实用新型内部结构示意图。
18.图中:1、工装本体;2、卡槽;3、定位销一;4、定位销二;5、定位孔一;6、定位孔二;7、固定螺丝一;8、固定螺丝二。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参阅图1
‑
4,本实用新型提供一种技术方案:一种汽车配件焊接用孔位工装检具,包括工装本体1、卡槽2、定位销一3、定位销二4、定位孔一5、定位孔二6、固定螺丝一7和固定螺丝二8,工装本体1的边侧开设有卡槽2,工装本体1的上端面固定安装有定位销一3、定位销二4,工装本体1的内部开设有定位孔一5、定位孔二6,工装本体1的内部螺纹连接有固定螺丝一7、固定螺丝二8。
21.进一步的,工装本体1的长度为600mm,工装本体1的宽度为160mm,相对于常规的检具,重力更轻,体积更小。
22.进一步的,卡槽2为半圆形结构,卡槽2前后对称设置有两个,卡槽2便于对工装本体1进行卡位,防止发生偏移。
23.进一步的,定位销一3、定位销二4分别位于卡槽2的左右两侧,定位销一3的圆心至工装本体1前端的距离为63mm,定位销一3的圆心至工装本体1左端的距离为220mm,定位销二4的圆心至工装本体1前端的距离为110mm,定位销二4的圆心至工装本体1右端的距离为215mm,定位销一3、定位销二4便于对零件进行定位。
24.进一步的,定位孔一5、定位孔二6分别位于卡槽2的左右两侧,定位孔一5、定位孔二6为长条形,定位孔一5的中点至工装本体1前端的距离为85mm,定位孔一5的中点至工装本体1左端的距离为170mm,定位孔二6的中点至工装本体1前端的距离为85mm,定位孔二6的中点至工装本体1右端的距离为160mm,定位孔一5、定位孔二6便于对工装本体1进行定位。
25.进一步的,固定螺丝一7、固定螺丝二8分别位于卡槽2的左右两侧,固定螺丝一7的圆心至工装本体1后端的距离为35mm,固定螺丝一7的圆心至工装本体1左端的距离为
125mm,固定螺丝二8至工装本体1后端的距离为30mm,固定螺丝二8至工装本体1右端的距离为108mm,固定螺丝二8的螺帽与工装本体1的上端面贴合,固定螺丝一7、固定螺丝二8用于安装工装本体1。
26.工作原理:首先,工装本体1的长度为600mm,宽度为160mm,相对于常规的检具,重力更轻,体积更小,使用时通过固定螺丝一7、固定螺丝二8进行安装,工装本体1前后两端设置有半圆形的卡槽2,便于对工装本体1进行卡位,防止发生偏移,工装本体1上端设置有定位销一3、定位销二4,便于对零件进行定位,工装本体1内部设置有定位孔一5、定位孔二6,便于对工装本体1进行定位,提高焊接的精准度。
27.最后应当说明的是,以上内容仅用以说明本实用新型的技术方案,而非对本实用新型保护范围的限制,本领域的普通技术人员对本实用新型的技术方案进行的简单修改或者等同替换,均不脱离本实用新型技术方案的实质和范围。
技术特征:
1.一种汽车配件焊接用孔位工装检具,包括工装本体(1),其特征在于:所述工装本体(1)的边侧开设有卡槽(2),所述工装本体(1)的上端面固定安装有定位销一(3)、定位销二(4),所述工装本体(1)的内部开设有定位孔一(5)、定位孔二(6),所述工装本体(1)的内部螺纹连接有固定螺丝一(7)、固定螺丝二(8)。2.根据权利要求1所述的一种汽车配件焊接用孔位工装检具,其特征在于:所述工装本体(1)的长度为600mm,所述工装本体(1)的宽度为160mm。3.根据权利要求1所述的一种汽车配件焊接用孔位工装检具,其特征在于:所述卡槽(2)为半圆形结构,所述卡槽(2)前后对称设置有两个。4.根据权利要求1所述的一种汽车配件焊接用孔位工装检具,其特征在于:所述定位销一(3)、定位销二(4)分别位于卡槽(2)的左右两侧,所述定位销一(3)的圆心至工装本体(1)前端的距离为63mm,所述定位销一(3)的圆心至工装本体(1)左端的距离为220mm,所述定位销二(4)的圆心至工装本体(1)前端的距离为110mm,所述定位销二(4)的圆心至工装本体(1)右端的距离为215mm。5.根据权利要求1所述的一种汽车配件焊接用孔位工装检具,其特征在于:所述定位孔一(5)、定位孔二(6)分别位于卡槽(2)的左右两侧,所述定位孔一(5)、定位孔二(6)为长条形,所述定位孔一(5)的中点至工装本体(1)前端的距离为85mm,所述定位孔一(5)的中点至工装本体(1)左端的距离为170mm,所述定位孔二(6)的中点至工装本体(1)前端的距离为85mm,所述定位孔二(6)的中点至工装本体(1)右端的距离为160mm。6.根据权利要求1所述的一种汽车配件焊接用孔位工装检具,其特征在于:所述固定螺丝一(7)、固定螺丝二(8)分别位于卡槽(2)的左右两侧,所述固定螺丝一(7)的圆心至工装本体(1)后端的距离为35mm,所述固定螺丝一(7)的圆心至工装本体(1)左端的距离为125mm,所述固定螺丝二(8)至工装本体(1)后端的距离为30mm,所述固定螺丝二(8)至工装本体(1)右端的距离为108mm,所述固定螺丝二(8)的螺帽与工装本体(1)的上端面贴合。
技术总结
本实用新型公开了一种汽车配件焊接用孔位工装检具,包括工装本体,所述工装本体的边侧开设有卡槽,所述工装本体的上端面固定安装有定位销一、定位销二,所述工装本体的内部开设有定位孔一、定位孔二,所述工装本体的内部螺纹连接有固定螺丝一、固定螺丝二。该汽车配件焊接用孔位工装检具,工装本体的长度为600mm,宽度为160mm,相对于常规的检具,重力更轻,体积更小,降低了制作成本,工装本体前后两端设置有半圆形的卡槽,便于对工装本体进行卡位,防止发生偏移,工装本体内部设置有定位孔一、定位孔二,便于对工装本体进行定位,工装本体上端设置有定位销一、定位销二,便于对零件进行定位,提高焊接的精准度。提高焊接的精准度。提高焊接的精准度。
技术研发人员:朱安坤 王卫 卢希 王昌林 赵德兴 王平平 葛金凤
受保护的技术使用者:昆山天马精密机械有限公司
技术研发日:2021.04.22
技术公布日:2021/10/23
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

