1.本发明涉及矿山洗砂废水及其他废水处理领域,具体涉及一种矿山混合废水智能化分级回用处理系统。
背景技术:
2.矿山骨料开采、输送、加工过程中产生多种废水,包括砂石冲洗废水、除尘废水等。目前,很多企业和个人针对矿山废水的处理做了大量探讨和研究,也取得了一些成果。
3.中国专利文献cn 109052688公开了一种细砂回收、平流沉淀池絮凝沉淀、厢式压滤机脱水的处理方法。cn 204779162u公开了一种气提沉砂 絮凝沉淀 污泥浓缩的处理方法。cn 211419844u公开了一种一体化过滤沉淀净化装置。总体来看,现有技术仍存在以下不足:
4.1、平流沉淀池沉淀负荷较低,占地面积大,出水效果比较差;
5.2、一体化净水器结构较复杂、不易普及,设备处理规模小;
6.3、砂石废水流量、浓度波动较大,加药系统无法随水质、水量调整投加量,造成药剂浪费、出水等;
7.4、未能做到尾水分质回用。
8.5、污泥处理部分采用简单机械压滤或浓缩,未能进一步降低产物含水率,实现充分减量化。
9.基于上述情况,本发明提出了一种矿山混合废水智能化分级回用处理系统,可有效解决以上问题。
技术实现要素:
10.本发明为克服现有技术不足,提供一种矿山混合废水智能化分级回用处理系统及工艺,该系统及工艺能根据进水水质及流量自动调节加药量,进一步改善出水水质、节约药剂,污泥可回收利用。此外,大部分清水回用至洗砂车间,一部分清水经过深度处理可用于除尘、绿化、消防等,实现了废水的分质回用。污泥脱水采用高压隔膜压滤机,机械压滤与气体压缩相结合,极大降低泥饼含水率,实现产物减量化。
11.为解决上述技术问题,本发明通过下述技术方案实现:
12.一种矿山混合废水智能化分级回用处理系统,包括收集废水的集水池,所述集水池中的废水输送至初级固液分离设备进水分离,经所述初级固液分离设备分离后的废水输送至辐流沉淀池,经所述辐流沉淀池沉淀后的上部清水溢流至清水池备用;经所述辐流沉淀池沉淀后的污泥输送至污泥池,所述污泥池内的污泥输送至隔膜压滤机,所述隔膜压滤机上的滤板通过压榨软管与压缩气体装置连通,所述隔膜压滤机下方排料斗排出的泥饼经铲车和车辆运走,所述隔膜压滤机压滤水排至清水池。
13.作为本发明的一种优选技术方案,所述集水池中的废水通过第一渣浆泵输送至初级固液分离设备中进行分离。
14.作为本发明的一种优选技术方案,所述初级固液分离设备包括与集水池连接的旋流器和脱水筛,所述旋流器在离心力的作用下能分离出粒径≥0.075mm的细砂及石粉,之后排至所述脱水筛,所述脱水筛能在激振力的作用下脱去细砂中80%的水分。
15.作为本发明的一种优选技术方案,所述旋流器上部废水经管道混合器和流量计溢流至辐流沉淀池。
16.作为本发明的一种优选技术方案,通过第一清水泵从所述清水池底部抽水至用水设备,第二清水泵从所述清水池底部抽水经自深度处理装置过滤,所述深度处理装置过滤后的出水至中水回用水池,过滤出的废水排入所述辐流沉淀池的进水端。
17.作为本发明的一种优选技术方案,所述辐流沉淀池底部的污泥斗旁设置第二渣浆泵,污泥经所述第二渣浆泵输送至污泥池。
18.作为本发明的一种优选技术方案,所述污泥池底部采用管道与入料泵连接,所述入料泵出口与隔膜压滤机连接。
19.作为本发明的一种优选技术方案,还包括液位传感器、水位控制器、水质监测装置和加药控制器;液位传感器用于检测中水回用水池的水位,液位传感器连接于水位控制器,水位控制器连接于第二清水泵,水质监测装置用于检测辐流沉淀池的筒仓内的水质,流量计和水质监测装置连接于加药控制器,加药控制器连接于加药装置。
20.本发明与现有技术相比,具有以下优点及有益效果:
21.1、固液分离单元取消传统效率较低、占地面积大的平流式沉淀池,采用污泥负荷较高的辐流式沉淀池,可提高浓缩效率,改善出水水质;
22.2、改变传统的人工加药模式,设计根据水量、水质调整加药量的智能化加药系统,降低药剂消耗量,改善出水水质;
23.3、采用机械压滤 气体压榨的组合脱水方式,进一步降低泥饼含水率;
24.4、实现了尾水分质回用,大部分回用至洗砂车间,小部分经过深度处理后回用至消防、绿化、除尘等。既满足了生产需要,又控制了处理成本。
附图说明
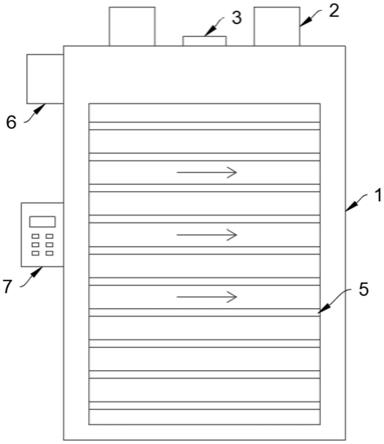
25.图1为本发明的工艺流程图。
26.附图标记:1
‑
进水端,2
‑
集水池,3
‑
污水搅拌器,4
‑
第一渣浆泵,5
‑
旋流器,6
‑
脱水筛,7
‑
细砂皮带机,8
‑
管道混合器,9
‑
流量计,10
‑
加药控制器,11
‑
水质监测装置,12辐流沉淀池,13
‑
稳流筒,14
‑
中心传动自动提耙浓缩机,15
‑
第二渣浆泵,16
‑
清水池,17
‑
第一清水泵,18
‑
第二清水泵,20
‑
深度处理装置,21
‑
水位控制器,22
‑
中水回用水池,23
‑
液位传感器,24
‑
第三清水泵,25
‑
污泥池,26
‑
入料泵,27
‑
高压隔膜压滤机,28
‑
压缩气体装置,29
‑
加药装置。
具体实施方式
27.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合具体实施例对本发明的优选实施方案进行描述,但是应当理解,附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理
解的。附图中描述位置关系仅用于示例性说明,不能理解为对本专利的限制。
28.下面结合附图1和实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
29.如图1所示,本发明提供矿山混合废水智能化分级回用处理系统及工艺,包括均化混合系统、细砂回收系统、固液分离系统、脱水固化系统、深度处理系统、智能加药系统等。各处理单元间通过管道连接。
30.所述均化混合系统包括:集水池2、污水搅拌器3、第一渣浆泵4等。洗砂废水、除尘废水等通过地面排水沟进入集水池2,在集水池2内通过污水搅拌器3的搅动进行充分混合,均化后的废水通过第一渣浆泵4输送至细砂回收系统中的旋流器5。
31.所述细砂回收处理单元包括:旋流器5、脱水筛6、细砂皮带机7。混合废水进入旋流器5后,在离心力作用下,下层细砂落至脱水筛6上进行脱水,脱水筛6出口连接细砂皮带机7;旋流器5上层废水溢流至辐流沉淀池12。
32.所述固液分离系统包括:辐流沉淀池12、中心传动自动提耙浓缩机14、第二渣浆泵15、清水池16、清水泵等;旋流器5与辐流沉淀池12连接,废水进入辐流沉淀池12后进行絮凝沉淀,在中心传动自动提耙浓缩机14作用下,浓缩污泥进入污泥斗。辐流沉淀池12上清液溢流进入清水池16,辐流沉淀池12污泥斗采用管道与第二渣浆泵15连接,浓缩污泥通过第二渣浆泵15输送至污泥池25。
33.所述脱水固化系统系统包括污泥池25、入料泵26、高压隔膜压滤机27、压缩气体装置28等。污泥池25通过入料泵26与高压隔膜压滤机27连接,污泥进入压滤机进行脱水,随后通入压缩气体进行进一步压榨。泥饼通过卸泥斗直接落至地面,通过铲车装车外运,压滤机的排水斗连接清水池16。
34.所述深度处理系统包括中水回用装置,对清水池16内的尾水进行进一步处理,净化后自流至所述中水回用水池22,通过第一清水泵17从所述清水池16底部抽水至用水设备,第二清水泵18从所述清水池16底部抽水经自深度处理装置20过滤,所述深度处理装置20过滤后的出水至中水回用水池22,过滤出的废水排入所述辐流沉淀池12的进水端,通过第三清水泵24从所述中水回用水池22底部抽水至用水设备。
35.所述智能加药系统包括流量计9、水质监测装置11、加药控制器10、加药装置29等。流量计9设置于辐流沉淀池12的进水管道上,获取流量数据,水质检测装置用于检测辐流沉淀池12稳流筒13内的水质,所述流量计9和水质检测装置连接于加药控制器10,所述加药控制器10连接于所述加药装置。
36.所述液位传感器23用于检测所述中水回用水池22的水位,所述液位传感器23连接于所述水位控制器21,所述水位控制器21连接于所述第二清水泵18。根据中水回用水池22内的液位变化改变所述第二清水泵18的抽水量。
37.依据本发明的描述及附图,本领域技术人员很容易制造或使用本发明的一种矿山混合废水智能化分级回用处理系统,并且能够产生本发明所记载的积极效果。
38.以上所述,仅是本发明的较佳实施例,并非对本发明做任何形式上的限制,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化,均落入本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。