1.本实用新型属于水处理技术领域,具体涉及一种正渗透酸回收装置。
背景技术:
2.正渗透(forwardosmosis,fo)是一种不需外加压力做驱动力,而仅依靠渗透压驱动的膜分离过程。正渗透膜分离技术相对于外加压力驱动的膜分离技术最显著的特点就是不需要外加压力或者在很低的外加压力下运行,而且膜污染情况相对较轻,能够持续长时间的运行而不需要清洗。正渗透膜分离技术目前在国际上诸如美国、新加坡、欧洲等国家和地区已得到大量研究和应用。本文综述了正渗透膜分离技术的基本原理、影响因素以及国际上的应用研究现状,并展望了未来该领域的研究方向。
3.在工业生产和矿山开采、溶炼(如钢铁工业、钛白粉工业、湿法炼铜工业、钛材工业、电镀工业、稀土工业、木材糖化工业、黄金开采及有色金属冶炼工业等)过程中,常要使用到无机酸(如硫酸、盐酸、硝酸、氢氟酸等)来清洗金属表面或溶解矿石,于是就产生了大量含有各种金属离子的废酸溶液,如果不加以处理将其排放,不但浪费自然资源,更为严重的是会污染环境、土壤和水源。因此,采取措施将它们进行分离、提纯处理、回收利用,一直是人们关注的热点。
4.正渗透膜法回收废酸采用的是渗透原理,整个正渗透装置由正渗透膜、配液板、加强板、液流板框等组合而成。由一定数量的膜组成不同数量的结构单元;其中每个单元由一张正渗透膜隔开成渗透室a和接收室b。在正渗透膜的两侧,分别通入废酸液及接受液(汲取液)时,废酸液侧的硫酸及其盐的浓度低于汲取的一侧,因此,由于浓度梯度的存在,废酸及其盐类有向b室渗透的趋势。但膜是有选择透过性的,它不会让每种离子以均等的机会通过,首先酸回收正渗透膜带正电荷,在溶液中能够吸引带负电的水化离子,而排斥带正电荷的水化离子,故在浓度差的作用下,废酸侧的阴离子被吸引而顺利地透过膜孔道进入汲取液的一侧。由于采用逆流操作,在废液出口处,酸室中的酸虽因渗透而大大升高浓度,仍比进口汲取液中酸的浓度高,加上实际做膜时,可以通过侧基取代控制膜的含水量和孔径,所以正渗透酸回收膜对酸的回收率一般均能达到80%以上。
技术实现要素:
5.本实用新型的主要目的是开发一种正渗透酸回收装置。
6.本实用新型通过下述技术方案得以实现的:
7.一种正渗透酸回收系统,包括耐酸选择性正渗透装置、酸浓缩电渗板装置,其特征在于:待处理废酸的排出口连接耐酸选择性正渗透装置的进口,在耐酸选择性正渗透装置处理后分两路流出,其中一路为稀酸液再与酸浓缩电渗析装置进口连接,另一路残酸液排出系统,另行处理;
8.在酸浓缩电渗析装置处理后,又分成两路,其中一路所产淡水排出系统,可以再使用;另一路所产高浓度酸部分作为产品排出系统使用,另一部分高浓度酸再回到耐酸选择
性正渗透装置的进口。
9.其中,所述的耐酸选择性正渗透装置是通过一对夹紧钢板,再放置一对配水板,再放置由耐酸纳滤膜和隔板组成的膜组;膜组可以重复叠装10
‑
1200对隔板与正渗透膜。
10.作为优选,上述一种正渗透酸回收系统中配水板的一块上包括废酸的进口和残酸出口;另一块配水板上包括稀酸出口和高品质高浓酸进口。
11.作为优选,上述一种正渗透酸回收系统中耐酸选择性正渗透装置中采用聚酰亚胺制备的平板耐酸正渗透膜,耐酸选择性正渗透膜的截留率为90
‑
95%,膜通量为0.1
‑
2升/平方米.小时。
12.作为优选,上述一种正渗透酸回收系统中酸浓缩电渗板装置采用高倍耐酸浓缩均相电渗析膜,所采用的阳离子交换膜为阳离子交换膜的离子选择性98.5
‑
99.5%,膜电阻为3
‑
5欧/平方厘米;所采用的阴膜的交换基团为间苯甲酸基。
13.一种正渗透酸回收装置在使用过程的特征为:可以将浓度为1
‑
8%待回收的废酸与浓度为10
‑
15%高浓度高品质酸进入耐酸选择性正渗透装置,待回收的废酸经耐酸选择性正渗透装置回收后达到预期回收率70
‑
90%后排出残酸,而高浓度高品质酸经耐酸选择性正渗透装置过滤后变成浓度为0.5
‑
7%的稀酸液进入酸浓缩电渗板装置。稀酸进入酸浓缩电渗板装置浓缩后分成浓度为10
‑
15%的高品质高浓度酸溶液与浓度0.01
‑
0.1%的低浓度稀酸,稀酸经中和后外排或经反渗透淡化后回用,浓度为10
‑
15%的高品质高浓度酸回到耐酸选择性正渗透部件。
14.一种正渗透酸回收装置中,为便于提高效率,在装置的配水板上布置了废酸进口位于装置左下角,残酸出口位于装置左上角;高品质高浓酸进口位于装置右下角;稀酸出口位于装置右下角;
15.一种正渗透酸回收装置中的酸浓缩均相膜电渗析部件,是采用高倍耐酸浓缩均相电渗析膜的电渗析装置。所采用的阳离子交换膜如:日本富士tppe
‑
100型耐酸阳膜,所采用的阴膜的交换基团为间苯甲酸基,阳离子交换膜的离子选择性98.5
‑
99.5%,膜电阻为3
‑
5欧/平方厘米,可以浓缩盐酸到10
‑
15%,电流效率可达50
‑
85%。
16.经以上处理过程后,可使酸回收率达50
‑
90%,回收酸中的杂质去除率达90
‑
97%。
17.有益效果:通过本实用新型的装置在酸回收过程中,可以更环保、减少污染,而且可以实现最大限度的回收利用,减少二次污染,且回收率高。
附图说明
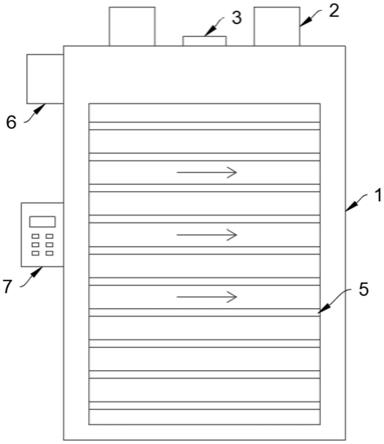
18.图1本实用新型的流程结构示意图
19.图2本实用新型中的耐酸选择性正渗透装置的结构示意图
20.1、夹紧钢板;2、配水板;3、耐酸纳滤膜;4、隔板;5、残酸出口;
21.6、废酸进口;7、稀酸出口;8、高品质高浓酸进口
具体实施方式
22.下面结合附图,对本实用新型的实施作具体说明:
23.实施例1
24.如附图1和附图2所示结构,一种正渗透酸回收系统,包括耐酸选择性正渗透装置、
酸浓缩电渗板装置,其中待处理废酸的排出口连接耐酸选择性正渗透装置的进口,在耐酸选择性正渗透装置处理后分两路流出,其中一路为稀酸液再与酸浓缩电渗析装置进口连接,另一路残酸液排出系统,另行处理;在酸浓缩电渗析装置处理后,又分成两路,其中一路所产淡水排出系统,可以再使用;另一路所产高浓度酸部分作为产品排出系统使用,另一部分高浓度酸再回到耐酸选择性正渗透装置的进口。其中,所述的耐酸选择性正渗透装置是通过一对夹紧钢板1,再放置一对配水板2,再放置由耐酸纳滤膜3和隔板4组成的膜组。
25.耐酸选择正渗透膜采用聚酰亚胺制备的平板耐酸正渗透膜,耐酸正渗透的截留率为92%,膜通量为0.15升/平方米.小时。采用夹紧钢板1起步,一张配水板2,一张1号隔板4、一张耐酸正渗透膜3、一张2号隔板4、一张耐酸正渗透膜3,重复叠装200对隔板与正渗透膜,最后再加一张配水板2与夹紧钢板1组装成装置;其配水板2的一块板上包括废酸进口6和残酸出口5;另一块配水板2上包括稀酸出口7和高品质高浓酸进口8。
26.酸浓缩均相膜电渗析装置所采用的阳离子交换膜为日本富士tppe
‑
100型耐酸阳膜,所采用的阴膜的交换基团为间苯甲酸基,阳离子交换膜的离子选择性98.5%,膜电阻为4.2欧/平方厘米,可以浓缩盐酸到13%,电流效率可达62%。
27.在本实施例中,浓度为2%待回收的废酸与浓度为13%高浓度高品质酸进入耐酸选择性正渗透装置,待回收的废酸经耐酸选择性正渗透装置回收后达到预期回收率85%后排出残酸,而高浓度高品质酸经耐酸选择性正渗透装置过滤后变成浓度为2.5%的稀酸液进入酸浓缩均相膜电渗析装置。稀酸进入酸浓缩均相膜电渗析装置浓缩后分成浓度为13%的高品质高浓度酸溶液与浓度0.05%的低浓度稀酸,稀酸经中和后外排或经反渗透淡化后回用,浓度为13%的高品质高浓度酸回到耐酸选择性正渗透部件。
28.经以上处理过程后,可使酸回收率达82%,回收酸中的杂质去除率达95%。
29.实施例2
30.耐酸选择正渗透膜采用聚酰亚胺制备的平板耐酸正渗透膜,耐酸正渗透的截留率为95%,膜通量为0.1
‑
2升/平方米.小时。采用夹紧钢板1起步,一张配水板2,一张1号隔板4、一张耐酸正渗透膜3、一张2号隔板4、一张耐酸正渗透膜3,重复叠装400对隔板与正渗透膜,最后再加一张配水板2与夹紧钢板1组装成一台耐酸正渗透组器;
31.酸浓缩均相膜电渗析装置所采用的阳离子交换膜为日本富士tppe
‑
100型耐酸阳膜,所采用的阴膜的交换基团为间苯甲酸基,阳离子交换膜的离子选择性99.2%,膜电阻为4.6欧/平方厘米,可以浓缩盐酸到14%,电流效率可达65%。
32.浓度为5%待回收的废酸由废酸进口6进入到耐酸选择性正渗透装置,并与浓度为14%高浓度高品质酸进入耐酸选择性正渗透装置混合,待回收的废酸经耐酸选择性正渗透装置回收后达到预期回收率85%后由残酸出口5排出残酸,而高浓度高品质酸经耐酸选择性正渗透装置过滤后变成浓度为3.5%的稀酸液通过稀酸出口7进入酸浓缩均相膜电渗析装置。稀酸进入酸浓缩均相膜电渗析装置浓缩后分成浓度为14%的高品质高浓度酸溶液与浓度0.08%的低浓度稀酸,稀酸经中和后外排或经反渗透淡化后回用,浓度为13%的高品质高浓度酸回到耐酸选择性正渗透装置。
33.经以上处理过程后,可使酸回收率达85%,回收酸中的杂质去除率达96%。
34.实施例3
35.耐酸选择正渗透膜采用聚酰亚胺制备的平板耐酸正渗透膜,耐酸正渗透的截留率
为95%,膜通量为0.1升/平方米.小时。采用夹紧钢板1起步,一张配水板2,一张1号隔板4、一张耐酸正渗透膜3、一张2号隔板4、一张耐酸正渗透膜3,重复叠装600对隔板与正渗透膜,最后再加一张配水板2与夹紧钢板1组装成一台装置;
36.酸浓缩均相膜电渗析装置所采用的阳离子交换膜为日本富士tppe
‑
100型耐酸阳膜,所采用的阴膜的交换基团为间苯甲酸基,阳离子交换膜的离子选择性99.1%,膜电阻为5欧/平方厘米,可以浓缩盐酸到15%,电流效率可达80%。
37.浓度为7%待回收的废酸与浓度为15%高浓度高品质酸进入耐酸选择性正渗透装置,待回收的废酸经耐酸选择性正渗透装置回收后达到预期回收率90%后排出残酸,而高浓度高品质酸经耐酸选择性正渗透装置过滤后变成浓度为6.5%的稀酸液进入酸浓缩均相膜电渗析装置。稀酸进入酸浓缩均相膜电渗析装置浓缩后分成浓度为15%的高品质高浓度酸溶液与浓度0.1%的低浓度稀酸,稀酸经中和后外排或经反渗透淡化后回用,浓度为15%的高品质高浓度酸回到耐酸选择性正渗透部件。
38.经以上处理过程后,可使酸回收率达90%,回收酸中的杂质去除率达96%。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。