一种带凹点圆管的egr冷却器芯体
技术领域
1.本技术涉及内燃机系统领域,尤其涉及一种带凹点圆管的egr冷却器芯体。
背景技术:
2.egr(exhaust gas re
‑
circulation,废气再循环)冷却系统是为了减少汽车尾气nox排放而设置的系统,egr冷却系统中的egr冷却器可以降低进入汽车气缸的废气温度,从而降低发动机温度。
3.现有技术中常见的egr冷却器,其中的冷却器芯体一般为扁管结构,具体由扁平状的扁管内部塞置冷却翅片方式构成,冷却翅片表面需要辊涂镍基,再放进真空钎焊炉钎焊。这种扁管的结构有以下两点不足:
4.一、扁管通常通过钢板卷压焊接而成,扁管焊接部位容易产生应力集中。
5.二、扁管内腔偏小穿插冷却翅片时容易把翅片表面的镍基刮落,钎焊时冷却翅片与扁管之间无法保证有足够的焊料;内腔偏大钎焊时由于配合间隙过大,镍基无法通过毛细作用吸附在冷却翅片和扁管的接触面上。这两种情况焊接时会产生虚焊现象,造成冷却器芯起鼓或开裂,产品运行时存在可靠性隐患,因此造成零件间装配难度高,产品制造工艺性差、合格率低。
技术实现要素:
6.本技术提供了一种带凹点圆管的egr冷却器芯体,用于优化产品结构,提高产品的使用寿命。
7.本技术提供了一种带凹点圆管的egr冷却器芯体,包括:若干根冷却管和连接板;
8.所述冷却管的横截面为圆形;
9.所述冷却管的两端均通过所述连接板进行固定,所述连接板上设置有数量与所述冷却管相同的圆孔,所述冷却管的两端通过所述圆孔固定在所述连接板上;
10.所述冷却管上设置有若干个凹点,所述凹点的大小相同,所述凹点用于增大所述冷却管与废气的接触面积。
11.可选的,所述圆孔的孔径相同且所述圆孔之间的孔距相同。
12.可选的,所述圆孔通过高精密冲裁加工制成。
13.可选的,所述冷却管的两端对称设置有一段式台阶,所述台阶的直径小于所述冷却管的直径,所述台阶与所述连接板配合用于对所述冷却管进行限位。
14.可选的,所述台阶的末端直径大于所述圆孔的直径,使得所述台阶的末端形成涨口连接部,所述涨口连接部用于与所述圆孔配合将所述冷却管固定在所述连接板上。
15.可选的,所述冷却管与所述圆孔之间的装配采用间隙配合。
16.可选的,所述凹点通过冲压成型。
17.可选的,所述冷却管与所述连接板通过真空钎焊连接。
18.可选的,所述冷却管的材料为不锈钢310s。
19.可选的,所述连接板的材料为不锈钢310s。
20.从以上技术方案可以看出,本技术具有以下优点:
21.1、采用带凹点的圆管结构的冷却管制成egr冷却器芯体,优化了产品结构,取消了扁管内部塞置冷却翅片,减少了冷却器芯体起鼓或开裂的风险。
22.2、圆管结构的冷却管四周接触均匀,不存在尖角和过渡点,焊接效果更好,强度更好,提高产品的使用寿命。
23.3、取消装配冷却翅片和冷却翅片上涂抹镍基工序,优化了装配工序和工艺路线,降低了生产成本,提高了生产效率。
附图说明
24.为了更清楚地说明本技术中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
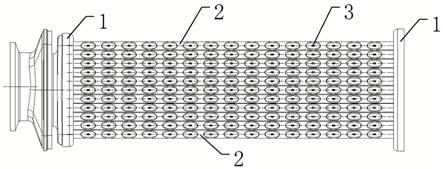
25.图1为本技术提供的带凹点圆管的egr冷却器芯体一种结构示意图;
26.图2为本技术提供的带凹点圆管的egr冷却器芯体中连接板的一种结构示意图;
27.图3为本技术提供的带凹点圆管的egr冷却器芯体中冷却管的一种结构示意图;
28.图4为本技术提供的带凹点圆管的egr冷却器芯体中冷却管与连接板连接部的局部结构示意图。
具体实施方式
29.本技术公开了一种带凹点圆管的egr冷却器芯体,用于优化产品结构,提高产品的使用寿命。
30.在本技术中,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅用于说明各部件或组成部分之间的相对位置关系,并不特别限定各部件或组成部分的具体安装方位。
31.并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本技术中的具体含义。
32.此外,术语“安装”、“设置”、“设有”、“连接”、“相连”应做广义理解。例如,可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
33.此外,在本技术中所附图式所绘制的结构、比例、大小等,均仅用于配合说明书所揭示的内容,以供本领域技术人员了解与阅读,并非用于限定本技术可实施的限定条件,故不具有技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本技术所能产生的功效及所能达成的目的下,均仍应落在本技术所揭示的技术内容涵盖的范围内。
34.请参阅图1至图4,本技术提供的带凹点圆管的egr冷却器芯体一个实施例包括:若
干根冷却管1和连接板2;
35.该冷却管1的横截面为圆形;
36.该冷却管1的两端均通过该连接板2进行固定,该连接板2上设置有数量与该冷却管1相同的圆孔,该冷却管1的两端通过该圆孔固定在该连接板2上;
37.该冷却管1上设置有若干个凹点3,该凹点3的大小相同,该凹点3用于增大该冷却管1与废气的接触面积。
38.本技术将冷却管1由传统的扁管结构改为圆管结构,并在冷却管1上均匀设置凹点3,从而增加了冷却管与废气的接触面积,由此提高冷却效率。需要说明的是,冷却管1上凹点3的数量和间距具体在此处不作限制,具体的数量和间距可以根据不同的使用场景通过散热计算来确定。连接板2上的圆孔则可以根据连接板2的尺寸以及冷却管1的数量和直径大小,再通过计算分析来选择合适的孔距和孔径。
39.可选的,该圆孔的孔径相同且该圆孔之间的孔距相同。
40.在制造连接板2上的圆孔时需要保证每个圆孔的孔距都相同,以此来保证连接板2的强度,避免连接板2出现受力薄弱点。
41.可选的,该圆孔通过高精密冲裁加工制成。
42.连接板2上圆孔可以通过高精密冲裁加工制成,其尺寸公差精度为0.05mm。采用高精密冲裁加工工艺能够在提高产品的生产效率的同时还能保证与冷却管1与圆管真空钎焊所需的尺寸精度。
43.可选的,该冷却管1的两端对称设置有一段式台阶4,该台阶4的直径小于该冷却管1的直径,该台阶4与该连接板2配合用于对该冷却管1进行限位。
44.冷却管1的两端分别对称设置有一段式的台阶4,台阶4的直径小于冷却管1的直径,因此通过台阶4与连接板2装配,可以对冷却管1起到限位的作用。
45.可选的,该台阶4的末端直径大于该圆孔的直径,使得该台阶4的末端形成涨口连接部,该涨口连接部用于与该圆孔配合将该冷却管1固定在该连接板2上。
46.在进行冷却管1和连接板2的装配时,将若干根冷却管1上的台阶4穿入连接板2上的圆孔,在整体装配好后,用锥形涨口冲头将台阶4的末端进行涨口,形成涨口连接部,这样既能够保证冷却管1不会松脱,又能够消除冷却管1与连接板2之间的间隙,从而达到钎焊所需的装配间隙,提高钎焊合格率。
47.可选的,该冷却管1与该圆孔之间的装配采用间隙配合。
48.冷却管1与连接板2上的圆孔之间的装配是采用微间隙配合,这样既能够保证装配的效率,又能够保证真空钎焊所需预留的间隙。
49.可选的,该凹点3通过冲压成型。
50.可选的,该冷却管1与该连接板2通过真空钎焊连接。
51.冷却管1上的凹点通过冲压成型,冷却管1与连接板2之间采用真空钎焊的方式进行焊接,真空钎焊适用于复杂和狭小通道的器件之间的焊接,能够提高产品的成品率,并且能够降低产品的生产成本,提高产品的抗腐蚀性,适合大规模的应用。
52.可选的,该冷却管1的材料为不锈钢310s。
53.可选的,该连接板2的材料为不锈钢310s。
54.综上所述,本技术具有如下优点:
55.1、采用带凹点的圆管结构的egr冷却器芯体,优化了产品结构,取消了扁管内部塞置冷却翅片,减少了冷却器芯体起鼓或开裂的风险。
56.2、冷却管1采用圆管结构使得冷却管1四周接触均匀,不存在尖角和过渡点,焊接效果更好,强度更好,有助于提高产品的使用寿命。
57.3、取消装配冷却翅片和冷却翅片上涂抹镍基工序,优化了装配工序和工艺路线,降低了生产成本,提高了生产效率。
58.以上实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

