本发明涉及航空技术领域,具体涉及通用飞机薄壁部件的安装。
背景技术:
通用飞机对材料的性能及轻量特性的要求极高,复合材料因其优异的性能已在通用飞机中已有广泛的应用。在飞机复合材料的生产制造过程中,需要严格控制每一个程序、不断优化生产工艺,才能保证产品高性能和质量轻等特性、提高产品的竞争力。
飞机复合材料在生产制造过程中有预固化和后固化两个固化程序,后固化程序通常在其与机身或机翼等绑定合模之后才会整体进行。因此,复合材料零部件在胶接过程中只经历了预固化程序,还没有达到材料最终的强度。由于某些薄壁部的金属或木质安装工装难以实现与部件的完美贴合,在部件胶接过程中易发生挤压变形,从而出现复合材料组件之间装配不上等现象。
技术实现要素:
本发明所解决的技术问题:提供一种用于通用飞机复合材料薄壁部件的安装工装。
为解决上述技术问题,本发明提供如下技术方案:飞机薄壁部件的安装工装,包括工装本体、与工装本体连接的把手嵌件,工装本体的外轮廓仿形于飞机薄壁部件的内表面。
一种飞机薄壁部件的安装工装的使用方法,包括如下步骤:
步骤1:将飞机薄壁部件先胶接到相应位置;
步骤2:工人手握所述把手嵌件,将所述工装本体压入飞机薄壁部件内部,挤出多余的胶粘剂,使飞机薄壁部件外壁与周围均匀贴合;
步骤3:然后安装工装与飞机薄壁部件经历预固化处理,之后将安装工装与飞机薄壁部件分离,再对飞机薄壁部件进行修剪、打磨。
一种飞机薄壁部件的安装工装的制作方法,包括如下步骤:
步骤1:对飞机薄壁部件的内表面贴上透明胶带;
步骤2:对贴好透明胶带的飞机薄壁部件的内表面涂上脱模剂;
步骤3:在飞机薄壁部件的内表面铺上多层纤维布;
步骤4:铺层完成后,将其进行预固化处理;
步骤5:将铺层与飞机薄壁部件脱模,并对铺层进行修改,成型工装本体;
步骤6:在工装本体上胶接相应的嵌件,再次预固化处理;
步骤7:预固化完成后,对工装本体表面进行适当的修剪与打磨,再将其放入后固化房中进行后固化处理,最终成型安装工装。
本发明以现有的飞机薄壁部件为模板,制作安装工装,方便高效,能实现安装工装与飞机薄壁部件的完美贴合,可以及时解决复合材料生产时遇到的在胶接过程中胶粘剂对部件产生的挤压变形的实际问题。
附图说明
下面结合附图对本发明做进一步的说明:
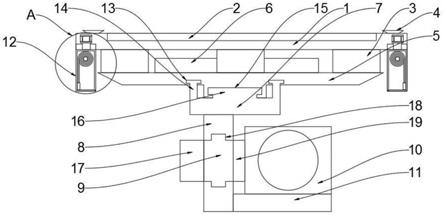
图1为一种飞机薄壁部件的安装工装的示意图;
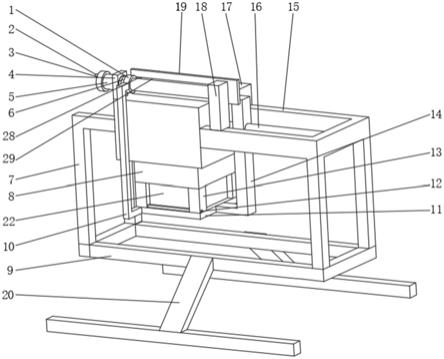
图2为图1中一种飞机薄壁部件的安装工装的使用状态图。
图中符号说明:
1、工装本体;2、把手嵌件;3、加强嵌件;4、机翼尖;5、机翼尖模具。
具体实施方式
机翼尖根肋是通过两层92125型纤维布制作而成,平均厚度约为0.6mm。普通的木质工装与机翼尖根肋之间难以形成完美的贴合,在胶接过程中极易发生挤压变形,从而导致机翼尖与机翼难以装配。
本发明提供一种飞机薄壁部件的安装工装,如图1,包括工装本体1、与工装本体连接的把手嵌件2,工装本体的外轮廓仿形于机翼尖根肋的内表面。该安装工装的使用步骤如下:
步骤1:将机翼尖相应的小部件胶接到机翼尖下壳上;
步骤2:将机翼尖上下壳合模;
步骤3:工人手持把手嵌件2,将工装本体1压入机翼尖根肋内部,挤出多余的胶粘剂,使机翼尖根肋与机翼尖上下壳均匀贴合,如图2所示;
步骤4:将安装工装与机翼尖4一起放入预固化房进行预固化处理,之后,将安装工装与机翼尖根肋分离,再将机翼尖进行修剪、打磨。
由于本发明的工装本体1的外轮廓仿形于机翼尖根肋的内表面,因此,安装工装与机翼尖根肋内表面完美贴合,可以及时解决复合材料(机翼尖的材料)生产时遇到的在胶接过程中胶粘剂对机翼尖各部件产生的挤压变形等实际问题。
所述飞机薄壁部件的安装工装的制作方法,包括以下步骤:
步骤1:在制作好的机翼尖根肋表面贴满一层透明胶带;
步骤2:对贴好透明胶带的机翼尖根肋表面进行打蜡,30秒后用擦拭纸擦干,并重复此打蜡过程3~5遍;
步骤3:用树脂固化剂混合浸渍92125型纤维布,然后将其铺在机翼尖根肋内表面,铺层层数为10层,用刷子或刮板压实,使之与机翼尖根肋内表面轮廓完美贴合;
步骤4:铺层完成后将其放在23℃的环境中,进行12小时的预固化处理;
步骤5:预固化后,在铺层表面沿机翼尖根肋的形状画上切割线,然后将机翼尖根肋与铺层分离,并将铺层沿切割线切割、修剪,成型工装本体1;
步骤6:根据工装本体1的形状尺寸和所需承受的载荷,设计出把手嵌件2和加强嵌件3的形状和位置,并通过适量的胶粘剂将把手嵌件2和加强嵌件3粘接在工装本体1上,如图1所示,之后,再次进行所述步骤4中的预固化处理(此时为胶粘剂的预固化);
步骤7:预固化完成后,对工装本体1表面进行适当修剪与打磨,再将其放入后固化房中进行后固化处理,最终成型安装工装。工装本体1的平均厚度约为3.1mm,拥有足够的厚度与强度,不易发生变形,同时可以与机翼尖根肋完美贴合。
本发明以现有的部件为模板,制作安装工装,方便高效,能实现安装工装与机翼尖根肋内表面轮廓的完美贴合,可以及时解决复合材料生产时遇到的在胶接过程中胶粘剂对部件产生的挤压变形等实际问题。另外,在制作安装工装时,对部件做了保护处理,没有对其产生损坏。在工装制作完成后,除去该部件表面胶带,经检验合格后可以正常使用,减少了材料的浪费。
以上内容仅为本发明的较佳实施方式,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
技术特征:
1.飞机薄壁部件的安装工装,包括工装本体、与工装本体连接的把手嵌件,其特征在于:工装本体的外轮廓仿形于飞机薄壁部件的内表面。
2.一种飞机薄壁部件的安装工装的制作方法,其特征在于,包括如下步骤:
步骤1:对飞机薄壁部件的内表面贴上透明胶带;
步骤2:对贴好透明胶带的飞机薄壁部件的内表面涂上脱模剂;
步骤3:在飞机薄壁部件的内表面铺上多层纤维布;
步骤4:铺层完成后,将其进行预固化处理;
步骤5:将铺层与飞机薄壁部件脱模,并对铺层进行修改,成型工装本体;
步骤6:在工装本体上胶接相应的嵌件,再次预固化处理;
步骤7:预固化完成后,对工装本体表面进行适当的修剪与打磨,再将其放入后固化房中进行后固化处理,最终成型安装工装。
3.如权利要求2所述的一种飞机薄壁部件的安装工装的制作方法,其特征在于:步骤2中,涂脱模剂的方式为对其表面进行打蜡,30秒后用擦拭纸擦干,并重复此打蜡过程3~5遍。
4.如权利要求2所述的一种飞机薄壁部件的安装工装的制作方法,其特征在于:步骤3中,根据飞机薄壁部件的实际形状尺寸和胶接时所需要的强度,制定工装本体的纤维布层数与厚度。
5.如权利要求4所述的一种飞机薄壁部件的安装工装的制作方法,其特征在于:用树脂固化剂混合浸渍纤维布,然后根据制定的层数将浸渍后的纤维布铺在飞机薄壁部件内表面,用刷子或刮板压实,使之与飞机薄壁部件表面轮廓贴合。
6.如权利要求2所述的一种飞机薄壁部件的安装工装的制作方法,其特征在于:步骤4中,预固化处理的环境温度不低于23℃时,最少的充分固化时间为12小时。
7.如权利要求2所述的一种飞机薄壁部件的安装工装的制作方法,其特征在于:步骤5中,预固化后,在铺层表面,沿飞机薄壁部件的形状画上切割线,然后将铺层与飞机薄壁部件分离,并对铺层沿切割线切割、修剪,成型工装本体。
8.一种飞机薄壁部件的安装工装的使用方法,其特征在于,包括如下步骤:
步骤1:将飞机薄壁部件先胶接到相应位置;
步骤2:将安装工装压入飞机薄壁部件内部,挤出多余的胶粘剂,使飞机薄壁部件外壁与周围均匀贴合;
步骤3:然后安装工装与飞机薄壁部件经历预固化处理,之后将安装工装与飞机薄壁部件分离,再对飞机薄壁部件进行修剪、打磨。
技术总结
本发明公开了飞机薄壁部件的安装工装、工装制作方法及使用方法,安装工装包括工装本体、把手嵌件,工装本体的外轮廓仿形于部件的内表面。飞机薄壁部件的安装工装的制作方法,包括如下步骤:部件表面贴透明胶带;部件表面涂脱模剂;部件表面铺多层纤维布;预固化处理;脱模;胶接相应的嵌件;适当的修剪与打磨后固化处理,成型安装工装。飞机薄壁部件的安装工装的使用方法,包括如下步骤:飞机薄壁部件先胶接到相应位置;工装压入部件内部,挤出多余的胶粘剂,使部件外壁与周围均匀贴合;工装与部件预固化处理后分离,再对部件修剪、打磨。本发明解决复合材料胶接过程中胶粘剂对部件产生的挤压变形的实际问题。
技术研发人员:喻世豪;张良多;陈滨;吕元
受保护的技术使用者:浙江万丰飞机制造有限公司
技术研发日:2021.05.31
技术公布日:2021.08.13
本文用于企业家、创业者技术爱好者查询,结果仅供参考。