本发明涉及飞机装配工装技术领域,具体涉及一种用于飞机快速装配的翼身精加工系统和方法。
背景技术:
在飞机装配工装技术领域中,在机身和机翼进行对接时,机身接头和机翼接头的数量相互对应,且一般会根据机身接头的数量或者根据机翼接头的数量对机身和机翼进行节段划分。每个划分后的节段通常包括一个机身接头或机翼接头,习惯上将划分后的机身接头依次命名为1号机身接头,2号机身接头,3号机身接头……,将划分后的机翼接头依次命名为1号机翼接头,2号机翼接头,3号机翼接头……,且1号机身接头与1号机翼接头对接,2号机身接头与2号机翼接头对接,……。
机身和机翼的对接一般是通过机身接头和机翼接头的对接来完成的。在对机身接头和机翼接头的进行加工时,需要采用独立的加工方式来保证翼身的精准对接,从而就需要翼身精加工系统具有较高的稳定性和较高的精度。而在对机身接头和在对机翼接头进行加工时,会将其中一个划分后的机身和机翼设置为基准部,且设置为基准部的机身往往会包括上插耳板、下插耳板和中插耳板,设置为基准部的机翼相应地也包括上插耳板、下插耳板和中插耳板;其中,上插耳板的板面和下插耳板的板面均水平设置,中插耳板的板面竖直设置,且中插耳板上会开设一个轴向水平的基准孔。其余划分后的机身或机翼上则只设有上插耳板和下插耳板。
目前,对机翼接头和机身接头的加工往往是采用定制化的精加工系统,也即一般需要根据机身接头和机翼接头的结构特制精加工系统,而高稳定性和高精度的精加工系统会增加飞机生产制造的成本,以及会增加飞机制造的周期;并且特制的精加工系统的通用性差,使用的环境单一。
技术实现要素:
本发明的目的在于,针对现有技术中,在对机身接头和机翼接头的进行加工时,需要特制精加工系统,而高稳定性和高精度的精加工系统会增加飞机生产制造的成本和周期,以及特制的精加工系统通用性差、使用环境单一的问题,提供一种用于飞机快速装配的翼身精加工系统和方法。
为了实现上述发明目的,本发明提供了以下技术方案:
一种用于飞机快速装配的翼身精加工系统,包括底座、定位钻模板组件和加工钻模板组件,所述定位钻模板组件和所述加工钻模板组件均分别与所述底座可拆卸连接,且所述底座上设置有ers坐标点;
所述定位钻模板组件用于基准部机身接头和基准部机翼接头的加工;
所述加工钻模板组件用于非基准部机身接头和非基准部机翼接头的加工。
本发明的用于飞机快速装配的翼身精加工系统包括定位钻模板组件、加工钻模板组件和底座,定位钻模板组件用于基准部机身接头和基准部机翼接头的加工,加工钻模板组件用于非基准部机身接头和非基准部机翼接头的加工,且定位钻模板组件和加工钻模板组件均与底座可拆卸连接,从而便于更换定位钻模板组件和加工钻模板组件,进而便于通过更换定位钻模板组件和加工钻模板组件来适应对不同型号的机身接头和机翼接头的加工。另外,在安装用于飞机快速装配的翼身精加工系统时,还可以通过底座上的ers坐标点准确地建立用于飞机快速装配的翼身精加工系统的安装坐标系,进而便于提高机身接头和机翼接头的加工精度。
所以,本发明所提供的用于飞机快速装配的翼身精加工系统的通用性较好,而不需要将整个翼身精加工系统进行定制,能够减少飞机生产制造的成本和周期;并且本发明所提供的用于飞机快速装配的翼身精加工系统对机身接头和机翼接头的加工精度高。
在本发明中,快速装配是指:相比于目前对机身接头和机翼接头的加工方式而言,通过本发明所提供的用于飞机快速装配的翼身精加工系统能够缩短机身接头和机翼接头的加工。
进一步的,所述定位钻模板组件和所述加工钻模板组件均包括钻模板,所述钻模板包括上固件、下固件和连接所述上固件和所述下固件的支撑固件,且所述上固件上设置有上定位插销组,所述上定位插销组用于与上插耳板上的底孔和衬套孔适配,所述下固件上设置有下定位插销组,所述下定位插销组用于与下插耳板上的底孔和衬套孔适配;
所述定位钻模板组件还包括基准插销,所述基准插销用于与中插耳板上的底孔和衬套孔适配,且在所述定位钻模板组件中,所述上固件和所述下固件之间形成用于安装上插耳板、中插耳板和下插耳板的安装区域;
在所述加工钻模板组件中,所述钻模板还包括中固件,所述上固件和所述中固件之间形成用于安装上插耳板的安装区域,所述中固件和所述下固件之间形成用于安装下插耳板的安装区域。
通过上述结构,便于机身接头和机翼接头在定位钻模板中的安装,进而便于定位钻模板对基准部机身接头和基准部机翼接头的加工;以及便于机身接头和机翼接头在加工钻模板中的安装,进而便于加工钻模板对非基准部机身接头和非基准部机翼接头的加工。
进一步的,所述钻模板的上端设置有上压紧组件,所述钻模板的下端设置有下支撑组件;所述上压紧组件和所述下支撑组件上均设置有压紧机构,且所述上压紧组件能够通过压紧机构压紧上插耳板,所述下支撑组件能够通过压紧机构压紧下插耳板。
通过上述结构,便于机身接头和机翼接头在定位钻模板中稳定地安装,以及便于机身接头和机翼接头在加工钻模板中稳定地安装。
进一步的,所述压紧机构包括具有球头端部的压紧螺杆和具有容纳腔的压紧头,所述球头端部位于所述容纳腔中,且所述球头端部与所述容纳腔间隙配合;所述压紧螺杆与所述容纳腔的开口处螺纹连接。
通过上述结构,使得压紧头能够在压紧螺杆的球头端部处发生相对转动,进而使得压紧头可以对所需要压紧的部位进行法向压紧。
进一步的,所述定位钻模板组件和所述加工钻模板组件均还包括调整垫片。
在机身接头和机翼接头的加工前,通过调整垫片将机身接头和机翼接头之间插耳板的间隙进行填充,从而有利于减小对机身接头和机翼接头的加工变形。
进一步的,所述下支撑组件包括下支撑件,所述下支撑件具有下支撑基准部和可打磨的调整部,所述下支撑基准部具有工艺分离面,且所述钻模板通过所述工艺分离面与所述下支撑组件相连,所述底座通过所述调整部与所述下支撑组件相连。
在本发明所提供的用于飞机快速装配的翼身精加工系统中,将定位钻模板设置在具有工艺分离面的下支撑基准部上,以及将加工钻模板设置在具有工艺分离面的下支撑基准部上,有利于保证定位钻模板组件和加工钻模板组件的位置精度,进而有利于提高机身接头和机翼接头的加工精度;同时,使可打磨的调整部与底座相连,从而可以通过打磨调整部或者在调整部与底座的连接处加垫物的方式,来调整定位钻模板组件和加工钻模板组件的高度位置。
进一步的,所述底座包括底板和固设在所述底板上的支撑立柱,所述调整部可拆卸地与所述支撑立柱相连。
通过上述结构,便于下支撑件与支撑立柱的拆分,进而便于通过打磨调整部或者在调整部与底座的连接处加垫物的方式,来调整定位钻模板组件和加工钻模板组件的高度位置。
进一步的,所述上压紧组件包括上支撑件,所述上支撑件包括具有工艺分离面的上支撑基准部,且所述钻模板通过所述上支撑基准部与所述上压紧组件相连。通过上述结构,有利于提高机身接头和机翼接头的加工精度。
进一步的,所述定位钻模板组件和所述加工钻模板组件均还包括衬套组件,所述衬套组件用于对上插耳板的衬套孔、中插耳板的衬套孔或下插耳板的衬套孔加工和定位。
进一步的,所有所述衬套组件包括固定衬套、手动铰孔衬套和自动进给钻铰孔衬套,且所述手动铰孔衬套和所述自动进给钻铰孔衬套上均设置有锁紧台阶。
手动铰孔衬套和自动进给钻铰孔衬套上均设置有锁紧台阶,从而在使用过程中,可以通过锁紧台阶防止手动铰孔衬套在自身的轴向上滑动,以及可以通过锁紧台阶防止自动进给钻铰孔衬套在自身的轴向上滑动。
进一步的所有所述上定位插销组和所有所述下定位插销组均包括定位检验销、变直径装配插销、单直径装配插销、单直径固定衬套压紧销和变直径固定衬套压紧销;
所述定位检验销具有锁紧台阶;
所述变直径装配插销两端分别开有激光跟踪仪球座支撑孔;
所述单直径装配插销两端分别开有激光跟踪仪球座支撑孔。
在变直径装配插销两端分别开有激光跟踪仪球座支撑孔,以及在单直径装配插销两端分别开有激光跟踪仪球座支撑孔可以保证加工钻模板组件安装位置的准确性,或者可以保证定位钻模板组件安装位置的准确性。
另一方面,本发明还提供了一种机翼接头和机身接头的加工方法,包括上述的用于飞机快速装配的翼身精加工系统,
s1,通过机身架内装配系统完成机身与机身接头的装配,加工机身接头中插耳板的底孔和衬套孔;通过机翼架内装配系统完成机翼与机翼接头的装配,加工机翼接头中插耳板的底孔和衬套孔;
s2,依托所述机身架内装配系统的位置,并利用所述用于飞机快速装配的翼身精加工系统内的ers坐标点安装所述用于飞机快速装配的翼身精加工系统的位置;
s3,对接机身接头和机翼接头,配铰机身接头和机翼接头上插耳板的底孔,配铰机身接头和机翼接头下插耳板的底孔;
s4,拆分机身接头和机翼接头,分别对机身接头和机翼接头进行压衬套工艺;
s5,对接机身接头和机翼接头,配铰机身接头和机翼接头上插耳板的衬套孔,配铰机身接头和机翼接头下插耳板的衬套孔。
在飞机装配工装技术领域中,机身集成工装系统包括机身架内装配系统、机翼架内装配系统与用于飞机快速装配的翼身精加工系统。机身架内装配系统用来实现机身和机身接头的装配,机翼架内装配系统用来实现机翼和机翼接头的装配。
本发明提供了一种用于飞机快速装配的翼身精加工方法,先通过机身架内装配系统用来实现机身和机身接头的装配,接着完成基准部机身接头的中插耳板上的底孔和衬套孔加工;通过机翼架内装配系统实现机翼和机翼接头的装配,以及完成基准部机翼接头的中插耳板上的底孔和衬套孔加工;然后在精准安装上述的用于飞机快速装配的翼身精加工系统,并通过上述的用于飞机快速装配的翼身精加工系统对机身接头和机翼接头加工。
由于本发明所提供的用于飞机快速装配的翼身精加工方法包括上述的用于飞机快速装配的翼身精加工系统,所以通过本发明所提供的用于飞机快速装配的翼身精加工方法能够减少飞机生产制造的成本和周期,且能够保证机身接头和机翼接头的加工精度。
而且,上述的用于飞机快速装配的翼身精加工系统结构简单,并且上述的用于飞机快速装配的翼身精加工系统结构能够拆分为几个独立的模块,从而便于对用于飞机快速装配的翼身精加工系统的装配和维修,以及便于对用于飞机快速装配的翼身精加工系统的存储与转运。
进一步的,在s3中,依托所述机身架内装配系统的ers点构建坐标系,对所述用于飞机快速装配的翼身精加工系统内的ers点进行实测并记录,再依托所述用于飞机快速装配的翼身精加工系统实测的ers点来构建所述用于飞机快速装配的翼身精加工系统的安装坐标系。通过上述方法,有利于准确地建立用于飞机快速装配的翼身精加工系统的安装坐标系。
进一步的,构建所述用于飞机快速装配的翼身精加工系统的安装坐标系时,在所述机身架内装配系统的每一侧都至少依托三个ers点。通过上述方法,能够进一步保证用于飞机快速装配的翼身精加工系统的安装坐标系的准确建立。
与现有技术相比,本发明的有益效果
1、本发明的用于飞机快速装配的翼身精加工系统包括定位钻模板组件、加工钻模板组件和底座,定位钻模板组件用于基准部机身接头和基准部机翼接头的加工,加工钻模板组件用于非基准部机身接头和非基准部机翼接头的加工,且定位钻模板组件和加工钻模板组件均与底座可拆卸连接,从而便于更换定位钻模板组件和加工钻模板组件,进而便于通过更换定位钻模板组件和加工钻模板组件来适应对不同型号的机身接头和机翼接头的加工。另外,在安装用于飞机快速装配的翼身精加工系统时,还可以通过底座上的ers坐标点准确地建立用于飞机快速装配的翼身精加工系统的安装坐标系,进而便于提高机身接头和机翼接头的加工精度。
2、加工钻模板组件还包括调整垫片,从而在机身接头和机翼接头的加工前,可以通过调整垫片将机身接头和机翼接头之间插耳板的间隙进行填充,从而有利于减小对机身接头和机翼接头的加工变形。
3、本发明的用于飞机快速装配的翼身精加工系统结构简单,并且用于飞机快速装配的翼身精加工系统结构能够拆分为几个独立的模块,从而便于对用于飞机快速装配的翼身精加工系统的装配和维修,以及便于对用于飞机快速装配的翼身精加工系统的存储与转运。
4、本发明提供的用于飞机快速装配的翼身精加工方法,先通过机身架内装配系统用来实现机身和机身接头的装配,接着完成基准部机身接头的中插耳板上的底孔和衬套孔加工;通过机翼架内装配系统实现机翼和机翼接头的装配,以及完成基准部机翼接头的中插耳板上的底孔和衬套孔加工;然后在精准安装上述的用于飞机快速装配的翼身精加工系统,并通过上述的用于飞机快速装配的翼身精加工系统对机身接头和机翼接头加工。由于本发明所提供的机翼接头和机身接头和加工方法包括上述的用于飞机快速装配的翼身精加工系统,所以通过本发明所提供的机翼接头和机身接头和加工方法能够减少飞机生产制造的成本和周期,且能够保证机身接头和机翼接头的加工精度。
附图说明
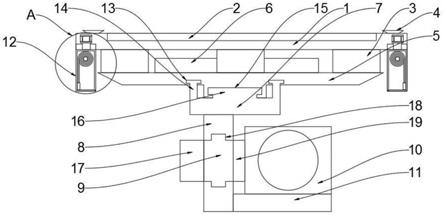
图1为机身架内装配系统和用于飞机快速装配的翼身精加工系统的相对位置示意图。
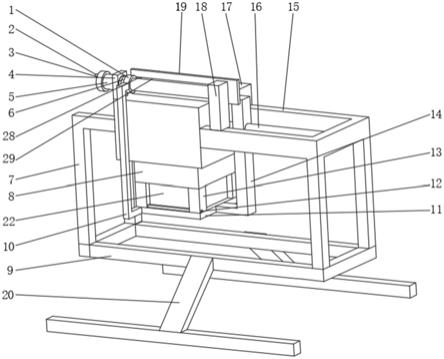
图2为本发明中用于飞机快速装配的翼身精加工系统的结构示意图。
图3为定位钻模板组件的结构示意图(不含调整垫片)。
图4为加工钻模板组件的结构示意图。
图5为下支撑组件的结构示意图。
图6为压紧机构的剖面结构示意图。
图7为上压紧组件的结构示意图。
图8为手动铰孔衬套的结构示意图。
图9为自动进给钻铰孔衬套的结构示意图。
图10为定位检验销的结构示意图。
图11为变直径装配插销的结构示意图。
图12为变直径固定衬套压紧销的结构示意图。
图13为单直径固定衬套压紧销的结构示意图。
图14为单直径装配插销的结构示意图。
图15为基准部机身接头和机翼接头安装在定位钻模板组件中的结构示意图。
图16为非基准部机身接头和机翼接头安装在加工钻模板组件中的结构示意图。
图中标记:1-机身架内装配系统,2-用于飞机快速装配的翼身精加工系统,21-底座,211-底板,212-支撑立柱,22-定位钻模板组件,23-加工钻模板组件,24-钻模板,241-上固件,242-下固件,243-支撑固件,244-中固件,245-上定位插销组,246-下定位插销组,247-基准插销,25-上压紧组件,251-上支撑件,26-下支撑组件,261-下支撑件,2611-下支撑基准部,262-调整部,27-压紧机构,271-压紧螺杆,272-压紧头,28-调整垫片,29-衬套组件,291-锁紧台阶,31-基准部机翼接头上插耳板,32-基准部机翼接头中插耳板,33-基准部机翼接头下插耳板,34-非基准部机翼接头下插耳板,35-非基准部机翼接头上插耳板,41-基准部机身接头上插耳板,42-基准部机身接头中插耳板,43-基准部机身接头下插耳板,44-非基准部机身接头下插耳板,45-非基准部机身接头上插耳板。
具体实施方式
下面结合试验例及具体实施方式对本发明作进一步的详细描述。但不应将此理解为本发明上述主题的范围仅限于以下的实施例,凡基于本发明内容所实现的技术均属于本发明的范围。
实施例1
本实施例1提供了一种用于飞机快速装配的翼身精加工系统。
在飞机装配工装技术领域中,在机身和机翼进行对接时,机身接头和机翼接头的数量相互对应,且一般会根据机身接头的数量或者根据机翼接头的数量对机身和机翼进行节段划分。每个划分后的节段通常包括一个机身接头或机翼接头,习惯上将划分后的机身接头依次命名为1号机身接头,2号机身接头,3号机身接头……,将划分后的机翼接头依次命名为1号机翼接头,2号机翼接头,3号机翼接头……,且1号机身接头与1号机翼接头对接,2号机身接头与2号机翼接头对接,……。
如图2至图16所示,本实施例1提供的用于飞机快速装配的翼身精加工系统2,包括底座21、定位钻模板组件22和加工钻模板组件23,定位钻模板组件22和加工钻模板组件23均分别与底座21可拆卸连接,且底座21上设置有ers坐标点;本实施例1的定位钻模板组件22用于基准部机身接头和基准部机翼接头的加工;本实施例1的加工钻模板组件23用于非基准部机身接头和非基准部机翼接头的加工。
本实施例1的定位钻模板组件22和加工钻模板组件23均与底座21可拆卸连接,从而便于更换定位钻模板组件22和加工钻模板组件23,进而便于通过更换定位钻模板组件22和加工钻模板组件23来适应对不同型号的机身接头和机翼接头的加工。另外,在安装本实施例1时,还可以通过底座21上的ers坐标点准确地建立本实施例1的安装坐标系,进而便于提高机身接头和机翼接头的加工精度。
在本实施例1中,加工钻模板组件23的具体数量不限,一般根据机身和机翼的划分数量来确定。为便于实施,如图2所示,本实施例1可以包括一个定位钻模板组件22和两个加工钻模板组件23。
如图2所示,本实施例1的底座21包括底板211和支撑立柱212,支撑立柱212固设在底板211上。优选地,为了保证底板211和支撑立柱212的刚性,可以使底板211和支撑立柱212一体成型。
本实施例1的定位钻模板组件22和加工钻模板组件23均包括钻模板24;
如图3所示和图4所示,定位钻模板组件22和加工钻模板组件23中的钻模板24均包括上固件241、下固件242和支撑固件243,支撑固件243的两端分别与上固件241和下固件242相连;且所有上固件241中均设置有上定位插销组245,上定位插销组245与机身接头上插耳板和机翼接头上插耳板上的底孔和衬套孔适配,所有下固件242中均设置有下定位插销组246,下定位插销组246与机身接头下插耳板和机翼接头下插耳板上的底孔和衬套孔适配;
另外,在定位钻模板组件22中,上固件241和下固件242之间形成用于安装基准部机身接头和基准部机翼接头之间插耳板的安装区域;其中,基准部机身接头和基准部机翼接头之间插耳板包括:基准部机身接头上插耳板41、基准部机身接头中插耳板42和基准部机身接头下插耳板43,以及包括基准部机翼接头上插耳板31、基准部机翼接头中插耳板32和基准部机翼接头下插耳板33。定位钻模板组件22还包括基准插销247,基准插销247用于与基准部机身接头中插耳板42和基准部机翼接头中插耳板32上的底孔和衬套孔适配。
在加工钻模板组件23中,钻模板24还包括中固件244,上固件241和中固件244之间形成用于安装非基准部机身接头上插耳板45和非基准部机翼接头上插耳板35的安装区域,中固件244和下固件242之间形成用于安装非基准部机身接头下插耳板44和非基准部机翼接头下插耳板34的安装区域。
在本实施例1中,钻模板24的具体结构不限,只要能够便于机身接头和机翼接头在定位钻模板24中的安装,以及便于机身接头和机翼接头在加工钻模板24中的安装即可。为便于实施,上固件241和下固件242均可以设置为矩形块结构件。如图4所示,中固件244可以选择为“c”型结构件。
为了便于机身接头和机翼接头在定位钻模板24中稳定地安装,以及便于机身接头和机翼接头在加工钻模板24中稳定地安装,在本实施例1中,所有钻模板24的上端设置有上压紧组件25,所有钻模板24的下端设置有下支撑组件26;并且所有上压紧组件25和下支撑组件26上均设置有压紧机构27,且上压紧组件25能够通过上压紧组件25上的压紧机构27压紧机身接头上插耳板和机翼接头上插耳板,下支撑组件26能够通过下支撑组件26上的压紧机构27压紧机身接头下插耳板和机翼接头下插耳板。
在本实施例1中,所有钻模板24的上端设置有上压紧组件25,所有钻模板24的下端设置有下支撑组件26是指:定位钻模板组件22中的钻模板24上端设置有上压紧组件25、钻模板24下端设置有下支撑组件26,加工钻模板组件23中的钻模板24上端设置有上压紧组件25、钻模板24下端设置有下支撑组件26。
优选地,如图6所示,压紧机构27包括具有球头端部的压紧螺杆271和具有容纳腔的压紧头272,球头端部位于容纳腔中,且球头端部与容纳腔间隙配合;压紧螺杆271与容纳腔的开口处螺纹连接。从而,压紧头272能够在压紧螺杆271的球头端部处发生相对转动,进而使得压紧头272可以对所需要压紧的部位进行法向压紧。
进一步的,在本实施例1中,定位钻模板组件22和加工钻模板组件23还包括调整垫片28,调整垫片28用于填充机身接头和机翼接头之间插耳板的间隙,也即调整垫片28用于填充翼身之间上插耳板的间隙、中插耳板的间隙和下插耳板的间隙。在机身接头和机翼接头的加工前,通过调整垫片28将机身接头和机翼接头之间插耳板的间隙进行填充,从而有利于减小对机身接头和机翼接头的加工变形。具体地,调整垫片28可以按照0.05mm厚度极差制造系列垫片。
在本实施例1中,如图5所示,下支撑组件26包括下支撑件261,下支撑件261具有下支撑基准部2611和可打磨的调整部262,下支撑基准部2611具有工艺分离面,且钻模板24通过下支撑基准部2611与下支撑组件26相连,底座21通过调整部262与下支撑组件26相连。优选地,可以使调整部262可拆卸地与支撑立柱212相连,从而便于下支撑件261与支撑立柱212的拆分,进而便于通过打磨调整部262或者在调整部262与底座21的连接处加垫物的方式,来调整定位钻模板组件22和加工钻模板组件23的高度位置。
在本实施例1所提供的用于飞机快速装配的翼身精加工系统2中,将定位钻模板24设置在具有工艺分离面的下支撑基准部2611上,以及将加工钻模板24设置在具有工艺分离面的下支撑基准部2611上,有利于保证定位钻模板组件22和加工钻模板组件23的位置精度,进而有利于提高机身接头和机翼接头的加工精度;同时,使可打磨的调整部262与底座21相连,从而可以通过打磨调整部262或者在调整部262与底座21的连接处加垫物的方式,来调整定位钻模板组件22和加工钻模板组件23的高度位置。
相应地,如图7所示,上压紧组件25包括上支撑件251,上支撑件251包括具有工艺分离面的上支撑基准部,且钻模板24通过上支撑基准部上的工艺分离面与上压紧组件25相连。从而,有利于提高本实施例1的加工精度。
本实施例1的定位钻模板组件22和加工钻模板组件23均还包括衬套组件29,衬套组件29用于对翼身上插耳板的衬套孔、翼身中插耳板的衬套孔或翼身下插耳板的衬套孔加工和定位;具体地,可以将衬套组件29设置在所有的上固件241和所有的下固件242上。
在本实施例1中,定位钻模板组件22中的衬套组件29,以及加工钻模板组件23中的衬套组件29均包括固定衬套、手动铰孔衬套和自动进给钻铰孔衬套,手动铰孔衬套和自动进给钻铰孔衬套均设置在上固件241上,以及手动铰孔衬套和自动进给钻铰孔衬套均设置在下固件242上,固定衬套分别设置在上固件件241、下固件242和中固件244上,且手动铰孔衬套和自动进给钻铰孔衬套上均设置有锁紧台阶291。
手动铰孔衬套和自动进给钻铰孔衬套上均设置有锁紧台阶291,从而在使用过程中,可以通过锁紧台阶291防止手动铰孔衬套在自身的轴向上滑动,以及可以通过锁紧台阶291防止自动进给钻铰孔衬套在自身的轴向上滑动。在本实施例1中,锁紧台阶291是指手动铰孔衬套上的凸台,或者是自动进给钻铰孔衬套上的凸台;在使用时,可以通过锁紧螺钉压紧锁紧台阶291避免手动铰孔衬套轴发生向脱落,或者避免自动进给钻铰孔衬套发生轴向脱落。
进一步的,所有的上定位插销组245和所有的下定位插销组246均包括定位检验销、变直径装配插销、单直径装配插销、单直径固定衬套压紧销和变直径固定衬套压紧销;定位检验销具有锁紧台阶291;变直径装配插销两端分别开有激光跟踪仪球座支撑孔;单直径装配插销两端分别开有激光跟踪仪球座支撑孔。另外,单直径固定衬套压紧销用于定位钻模板组件22的上固件241和下固件242上固定衬套的安装,保证上下两侧固定衬套的同轴度;变直径固定衬套压紧销用于加工钻模板组件23的上固件241、中固件244和下固件242上固定衬套的安装,保证上固件241、中固件244和下固件242上固定衬套的同轴度。
在本实施例1中个,定位检验销采用锁紧台阶291结构,也即定位检验销上设置有凸台,从而可以避免定位检验销在定位加工过程发生掉落。而且,用定位检验销对机身接头和机翼接头的定位,还可以减小机身接头和机翼接头的晃动。
在变直径装配插销两端分别开有激光跟踪仪球座支撑孔,以及在单直径装配插销两端分别开有激光跟踪仪球座支撑孔可以保证加工钻模板组件23安装位置的准确性,或者可以保证定位钻模板组件22安装位置的准确性。
实施例2
本实施例2提供了一种用于飞机快速装配的翼身精加工方法。
如图1所示,在飞机装配工装技术领域中,机身集成工装系统包括机身架内装配系统1、机翼架内装配系统与用于飞机快速装配的翼身精加工系统2。机身架内装配系统1用来实现机身和机身接头的装配,机翼架内装配系统用来实现机翼和机翼接头的装配。
本实施例2所提供的用于飞机快速装配的翼身精加工方法,包括机身架内装配系统1和实施例1中所述的用于飞机快速装配的翼身精加工系统2。具体地,本实施例2包括以下步骤:
s1,通过机身架内装配系统完成机身与机身接头的装配,加工基准部机身接头中插耳板42的底孔和衬套孔;通过机翼架内装配系统完成机翼与机翼接头的装配,加工基准部机翼接头中插耳板32的底孔和衬套孔;
s2,依托机身架内装配系统1的位置,并利用用于飞机快速装配的翼身精加工系统2内的ers坐标点安装用于飞机快速装配的翼身精加工系统2的位置;
优选地,依托所述机身架内装配系统1的ers点构建坐标系,对所述用于飞机快速装配的翼身精加工系统2内的ers点进行实测并记录,再依托所述用于飞机快速装配的翼身精加工系统2实测的ers点来构建所述用于飞机快速装配的翼身精加工系统2的安装坐标系。并且,在构建用于飞机快速装配的翼身精加工系统2的安装坐标系时,机身架内装配系统1的每一侧都至少依托三个ers点。
s3,对接机身接头和机翼接头,配铰机身接头和机翼接头上插耳板的底孔,配铰机身接头和机翼接头下插耳板的底孔;
s4,拆分机身接头和机翼接头,分别对机身接头和机翼接头进行压衬套工艺;
s5,对接机身接头和机翼接头,配铰机身接头和机翼接头上插耳板的衬套孔,配铰机身接头和机翼接头下插耳板的衬套孔。
本实施例2提供了一种用于飞机快速装配的翼身精加工方法,先通过机身架内装配系统1用来实现机身和机身接头的装配,接着完成基准部机身接头中插耳板42上的底孔和衬套孔加工;通过机翼架内装配系统实现机翼和机翼接头的装配,以及完成基准部机翼接头中插耳板32上的底孔和衬套孔加工;然后在精准安装上述的用于飞机快速装配的翼身精加工系统2,并通过上述的用于飞机快速装配的翼身精加工系统2对机身接头和机翼接头加工。
由于本实施例2所提供的用于飞机快速装配的翼身精加工方法包括上述的用于飞机快速装配的翼身精加工系统2,所以通过本实施例2所提供的用于飞机快速装配的翼身精加工方法能够减少飞机生产制造的成本和周期,且能够保证机身接头和机翼接头的加工精度。
而且,上述的用于飞机快速装配的翼身精加工系统2结构简单,并且上述的用于飞机快速装配的翼身精加工系统2结构能够拆分为几个独立的模块,从而便于对用于飞机快速装配的翼身精加工系统2的装配和维修,以及便于对用于飞机快速装配的翼身精加工系统2的存储与转运。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。