1.本实用新型属于钣金件加工技术领域,具体是一种钣金件冲压模具。
背景技术:
2.钣金是一种针对金属薄板(通常在6mm以下)的综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。其显著的特征就是同一零件厚度一致。通过钣金工艺加工出的产品叫做钣金件。
3.公开号为cn209792371u公开了一种钣金件冲压模具,包括下模座、上模座、工件和定位块,所述下模座的底端表面固定有下垫块,所述下模座的上表面固定有下模板,所述上模座的底端表面固定有上垫板,所述上垫板的底端表面固定有上夹板,所述上夹板的下方固定有止挡板,所述止挡板的底部表面固定有上脱板,所述上模座的底部表面固定有第二冲压块,所述第二冲压块上设有第二冲头,所述第二冲压块的两侧分别设有第一冲压块和第三冲压块,所述第一冲压块和第三冲压块上均设有第一冲头。本实用新型具备可在同一个冲压装置中完成多种冲压工艺,减少操作人员不必要的劳动强度,将更多的时间和精力保证产品的质量的优点。
4.针对上述一种钣金件冲压模具,在冲压过程中没有对钣金件进行固定,会导致冲压时偏移原来位置,且冲压时,钣金件会卡在凹模内,需要工人手动将钣金件取出,不仅降低工作效率,而且还会增加钣金件报废率。
技术实现要素:
5.本实用新型旨在至少解决现有技术中存在的技术问题之一;为此,本实用新型提出了一种钣金件冲压模具,用于解决钣金件没有固定和钣金件可能会卡在凹模内的技术问题。
6.为实现上述目的,根据本实用新型的第一方面的实施例提出一种钣金件冲压模具,包括上模板和下模板,所述上模板上端设置有冲压机,所述上模板下端设置有凸模,所述下模板下端设置有底座,所述上模板与下模板之间设置有导向杆,所述下模板上端设置有凹模,所述下模板内设置有顶出机构;
7.所述顶出机构包括固定块和顶出块,所述固定块一侧设置有第一限位块和第二限位块,所述固定块一侧还设置有支撑座,所述支撑座上端设置有连杆,所述顶出块中间设置有供第一限位块上下活动的槽,所述顶出块一侧设置有第一凸块,所述顶出块另一侧设置有第二凸块和第三凸块,所述顶出块的一侧还设置有凸轮,所述凸轮上设置有第一顶杆和第二顶杆
8.所述凹模内还设置有固定机构,所述固定机构包括右夹板与左夹板,所述固定机构用于将钣金件固定,防止冲压时偏移。
9.优选的,所述固定机构包括所述凹模一侧还设置有液压泵,所述液压泵输出端设置有直齿杆,所述直齿杆左右两侧均设置有齿部,所述直齿杆两侧分别设置有左齿轮和右
齿轮,所述左齿轮与左夹板中间通过竖杆固定连接,所述右齿轮与右夹板中间通过竖杆固定连接。
10.优选的,所述凸轮为电机驱动,在凸轮旋转时,所述第一顶杆与第二顶杆运动轨迹互不干扰。
11.优选的,所述固定块侧边与支撑座中间采用弹簧连接。
12.优选的,所述左齿轮与右齿轮分别与直齿杆两侧相互啮合,且左齿轮与右齿轮下端轴与凹模内部固定。
13.与现有技术相比,本实用新型的有益效果是:待冲压的钣金件放置于凹模上,固定机构将钣金件固定后,冲压机带动上模板与凸模向下冲压,冲压完成后,顶出机构将冲压后的钣金件向上顶,防止钣金件卡在凹模内;
14.固定机构工作时,液压泵输出端伸缩,带动直齿杆前后移动,通过齿部带动左齿轮与右齿轮转动,左齿轮与右齿轮转动时分别带动左夹板与右夹板转动,使左夹板和右夹板夹紧或松开,防止钣金件在冲压时偏移;
15.顶出机构运动时,凸轮旋转带动第一顶杆运动至第二凸块位置时,第一顶杆带动第二凸块使顶出块向上运动,此时第三凸块也向上运动,支撑座与第三凸块相互抵触,使支撑座内弹簧发生弹性形变,支撑座旋转,当运动到一定位置时,第三凸块与支撑座不再接触,支撑座复位,第三凸块下端平面卡在支撑座上端,这时,顶出块将物料顶出模具外,凸轮继续旋转,当第二顶杆运动至连杆处时,第二顶杆带动连杆转动,同时支撑座转动,使第三凸块无支撑点,从而使顶出块自动下落复位,使顶出机构不仅能将冲压后的钣金件顶出,防止卡料,顶出块还能自动复位,提高工作效率。
附图说明
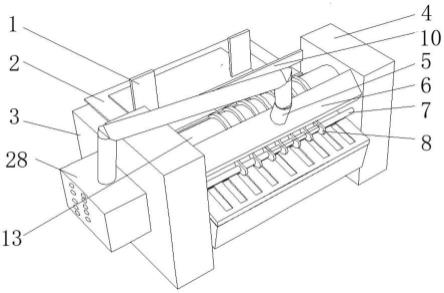
16.图1为本实用新型立体结构示意图;
17.图2为本实用新型平面结构示意图;
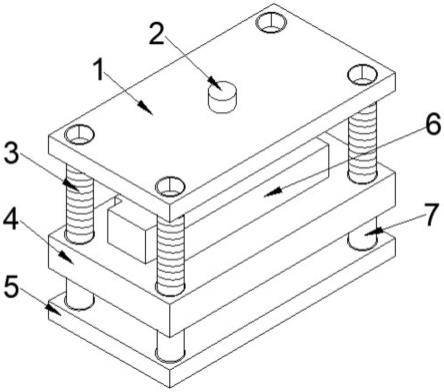
18.图3为本实用新型下模板立体结构示意图;
19.图4为本实用新型固定机构平面示意图;
20.图5为本实用新型顶出机构平面示意图;
21.附图说明:1、上模板;2、冲压机;3、导向杆;4、下模板;5、底座;6、凹模;8、右夹板;801、左夹板;802、左齿轮;803、右齿轮;804、直齿杆;805、液压泵;9、凸模;10、固定块;101、第一限位块;102、第二限位块;103、连杆;104、支撑座;11、顶出块;111、第一凸块;112、第二凸块;113、第三凸块;12、第一顶杆;13、第二顶杆。
具体实施方式
22.下面将结合实施例对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
23.请参阅图1和图2,本技术提供了一种钣金件冲压模具,包括上模板1和下模板4,所述上模板1上端设置有冲压机2,所述上模板1下端设置有凸模9,所述下模板4下端设置有底
座5,所述上模板1与下模板4之间设置有导向杆3,所述下模板4上端设置有凹模6,所述下模板4内设置有顶出机构;
24.请参阅图5,所述顶出机构包括固定块10和顶出块11,所述固定块10一侧设置有第一限位块101和第二限位块102,第二限位块102在顶出块11中间,顶出块11能上下活动,所述固定块10一侧还设置有支撑座104,所述支撑座104上端设置有连杆103,所述顶出块11中间设置有供第一限位块101上下活动的槽,所述顶出块11一侧设置有第一凸块111,所述顶出块11另一侧设置有第二凸块112和第三凸块113,所述顶出块11的一侧还设置有凸轮,所述凸轮上设置有第一顶杆12和第二顶杆13,第一顶杆12通过第二凸块112将顶出块11向上顶出,第二顶杆13将连杆103带动,使支撑座104转动,第三凸块113无支撑点导致顶出块11自动下落复位;
25.凸轮旋转时,第一顶杆12运动至第二凸块112位置时,第一顶杆12带动第二凸块112使顶出块11向上运动,此时第三凸块113也向上运动,支撑座104与第三凸块113相互抵触,使支撑座104内弹簧发生弹性形变,支撑座104旋转,当运动到一定位置时,第三凸块113与支撑座104不再接触,支撑座104复位,第三凸块113下端平面卡在支撑座104上端,这时,顶出块11将物料顶出模具外,凸轮继续旋转,当第二顶杆13运动至连杆103处时,第二顶杆13带动连杆103转动,同时支撑座104转动,使第三凸块113无支撑点,从而使顶出块11自动下落复位。
26.请参阅图3和图4,所述凹模6内还设置有固定机构,所述固定机构包括右夹板8与左夹板801,所述固定机构用于将钣金件固定,防止冲压时偏移。
27.所述固定机构包括所述凹模6一侧还设置有液压泵805,所述液压泵805输出端设置有直齿杆804,所述直齿杆804左右两侧均设置有齿部,所述直齿杆804两侧分别设置有左齿轮802和右齿轮803,所述左齿轮802与左夹板801中间通过竖杆固定连接,所述右齿轮803与右夹板8中间通过竖杆固定连接;
28.所述液压泵805输出端伸缩,带动直齿杆804前后移动,通过齿部带动左齿轮802与右齿轮803转动,左齿轮802与右齿轮803转动时分别带动左夹板801与右夹板8转动,使左夹板801和右夹板8夹紧或松开。
29.所述凸轮为电机驱动,在凸轮旋转时,所述第一顶杆12与第二顶杆13运动轨迹互不干扰。
30.所述固定块10侧边与支撑座104中间采用弹簧连接。
31.所述左齿轮802与右齿轮803分别与直齿杆804两侧相互啮合,且左齿轮802与右齿轮803下端轴与凹模6内部固定。
32.本实用新型的工作原理:待冲压的钣金件放置于凹模6上,固定机构将钣金件固定后,冲压机2带动上模板1与凸模9向下冲压,冲压完成后,顶出机构将冲压后的钣金件向上顶,防止钣金件卡在凹模6内;
33.固定机构工作时,液压泵805输出端伸缩,带动直齿杆804前后移动,通过齿部带动左齿轮802与右齿轮803转动,左齿轮802与右齿轮803转动时分别带动左夹板801与右夹板8转动,使左夹板801和右夹板8夹紧或松开;
34.顶出机构运动时,凸轮旋转带动第一顶杆12运动至第二凸块112位置时,第一顶杆12带动第二凸块112使顶出块11向上运动,此时第三凸块113也向上运动,支撑座104与第三
凸块113相互抵触,使支撑座104内弹簧发生弹性形变,支撑座104旋转,当运动到一定位置时,第三凸块113与支撑座104不再接触,支撑座104复位,第三凸块113下端平面卡在支撑座104上端,这时,顶出块11将物料顶出模具外,凸轮继续旋转,当第二顶杆13运动至连杆103处时,第二顶杆13带动连杆103转动,同时支撑座104转动,使第三凸块113无支撑点,从而使顶出块11自动下落复位。
35.以上实施例仅用以说明本实用新型的技术方法而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方法进行修改或等同替换,而不脱离本实用新型技术方法的精神和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。